Indicazioni pratiche per progettare la lamiera tenendo conto del comportamento reale del materiale
Sulla carta il disegno è sempre perfetto, ma la lamiera ha le sue regole.
Non essendo un materiale isotropo, porta con sé una “memoria” del processo di laminazione che influenza il modo in cui reagisce alla piega. Nella maggior parte dei casi si tratta di differenze minime, facilmente gestibili, ma che un occhio esperto in officina è in grado di riconoscere fin dal primo colpo di pressa. Ne abbiamo avuto conferma con una commessa di carter in acciaio inox, realizzati a scatola con quattro pieghe a 90°.
Come accade normalmente, due pieghe risultavano parallele al senso di laminazione e due perpendicolari. I piegatori più attenti sanno che questa configurazione comporta spesso una lieve differenza di risposta del materiale, generalmente trascurabile e assorbita nelle normali compensazioni. In quella specifica partita di materiale, però, la differenza si è manifestata in modo più evidente, portando a una chiusura non uniforme degli angoli, con scostamenti nell’ordine del millimetro. Abbastanza per far nascere il problema… e per sentirsi dire, quando abbiamo proposto di ruotare la ripetizione piatta di 45°: «A s’butta via la lamiera!». In quel caso la rotazione non è stata una soluzione “di principio”, ma una scelta mirata: non per eliminare l’effetto della laminazione, bensì per renderlo omogeneo su tutte le pieghe, ottenendo compensazioni simili e un comportamento più prevedibile del pezzo.
Situazioni di questo tipo ricordano quanto, tra disegno teorico e realizzabilità pratica, esistano aspetti legati al materiale e al processo che non possono essere ignorati. Nei paragrafi che seguono analizziamo alcuni di questi punti critici — dal senso di laminazione alla gestione della pellicola protettiva, fino alle scelte progettuali legate alle saldature — che incidono in modo diretto sulla qualità e sulla ripetibilità del risultato finale. Riprendiamo la numerazione seguendo la consueta tabella scaricabile cliccando su QUESTO LINK o sul bottone a fine articolo.
25. Decidere il senso di laminazione ideale alla piegatura in fase di nesting
Che si tratti di fogli di lamiera che vengono da coil o che sia lamiera da treno, il foglio di lamiera che ci arriva dal nostro fornitore di fiducia avrà sempre il senso di laminazione orizzontale.
Starà a noi ottimizzare in fase di nesting ruotare (o meno) la ripetizione piatta rispetto al foglio. Possiamo aiutare il laserista o chi effettuerà il nesting (in caso di aziende piccole potrebbe essere la figura stessa del disegnatore) impostando il .DXF o comunque il file di taglio, scegliendo una vista sviluppo già pronta per essere tagliata nella maniera ottimale.
La cosa migliore è nestare i pezzi con le pieghe perpendicolari al senso di laminazione, ma questo non è chiaramente sempre possibile. Dove abbiamo pezzi con pieghe su tutti i lati, ipotizzando che sia un rettangolo scantonato, quella che in officina chiamiamo in gergo “scatola”, per forza di cose due lati avranno le linee di piega parallele al senso di laminazione.
In alcuni casi si preferisce ruotare il pezzo a 45° in modo da avere per lo meno le stesse compensazioni sulle pieghe (figura 1) ma a volte vi sentirete dire dal titolare che il pezzo ruotato così occupa troppo spazio sul foglio, e qui faremo delle valutazioni caso per caso su come andare a ruotare il pezzo.
26. La lamiera ha il foglio di protezione?
In commercio si trovano infiniti formati e fogli di lamiera, alcuni dei quali hanno una pellicola protettiva, come nel caso di fogli in acciaio inox satinato o inox protetto: quando, per ragioni estetiche, dovrete realizzare un carter dalla finitura impeccabile, la pellicola servirà a proteggere la superficie da graffi e imperfezioni durante la lavorazione, ottenendo risultati ancora migliori se abbinata a matrici o attrezzature specifiche che minimizzano il contatto con il materiale.

Tenendo presente che il foglio di lamiera che andrà sul letto del laser avrà sempre la pellicola sopra (figura 2) dobbiamo tenere conto che, in fase di processo della ripetizione piatta, andrà sviluppato il pezzo dalla stessa parte della protezione.
Durante la fase di taglio, la pellicola viene prima bruciata attraverso una sorta di pre-taglio, dopodiché si procede al taglio vero e proprio della sagoma. Questo processo in due fasi è necessario per evitare la formazione di bave: infatti, se la pellicola venisse tagliata simultaneamente al metallo, ostacolerebbe il taglio compromettendo la qualità del risultato finale.
27. Nel caso di pezzi da saldare, valutare la gestione degli spigoli
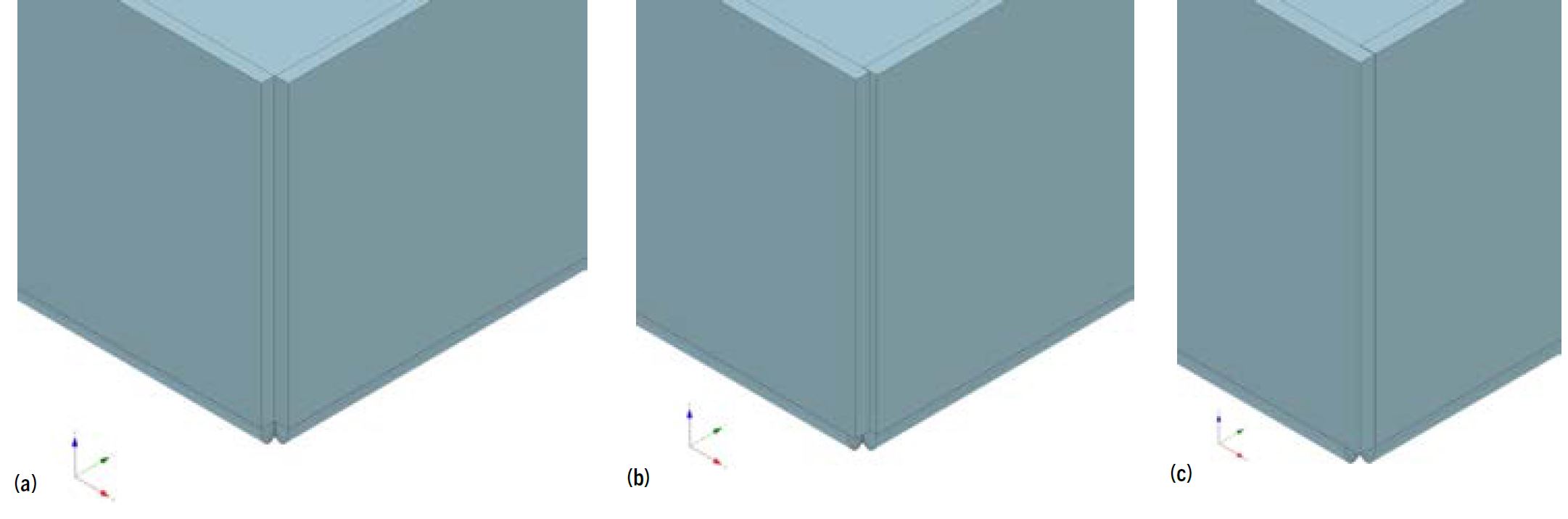
Nella progettazione di componenti in lamiera che richiedono saldatura, la scelta tra giunzione spigolo-spigolo o a sormonto – parziale o completo – è un aspetto tutt’altro che secondario e incide in modo diretto su saldabilità, robustezza finale e ripetibilità del processo produttivo (figura 3, a-b-c).
La saldatura spigolo-spigolo viene generalmente adottata in applicazioni di carpenteria leggera o su elementi a vista, dove si ricerca una continuità geometrica ed estetica del manufatto.
Questa soluzione, tuttavia, è poco tollerante agli scostamenti dimensionali: eventuali imprecisioni di piega o di allineamento possono generare luci tra le lamiere che rendono la saldatura critica, soprattutto nei procedimenti TIG, aumentando il rischio di bruciature o mancanza di penetrazione. Per questo motivo, la giunzione spigolo-spigolo richiede elevata precisione di esecuzione e saldatori esperti, risultando poco adatta a contesti produttivi non perfettamente controllati.
La saldatura a sormonto completo, invece, garantisce una maggiore superficie di contatto e può essere preferita in presenza di esigenze estetiche particolari, ad esempio quando si desidera mantenere il lato esterno del pezzo privo di cordoni visibili, concentrando la saldatura all’interno del componente.
Su spessori medio-alti, tuttavia, questa soluzione può richiedere smussature dedicate per assicurare una corretta penetrazione del cordone; in caso contrario, si rischia di ottenere saldature solo superficiali, con benefici strutturali limitati.
In ambito industriale, la soluzione che più spesso rappresenta il miglior compromesso è il sormonto parziale.
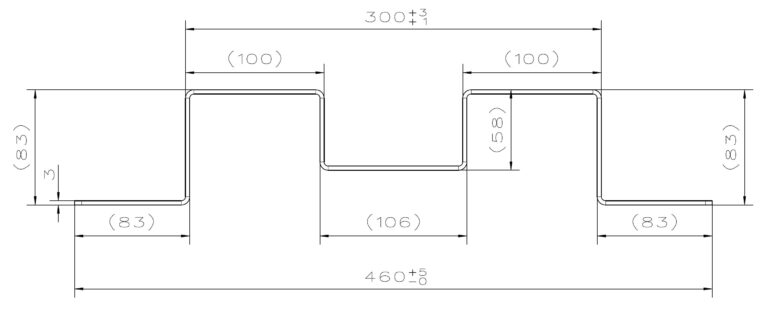
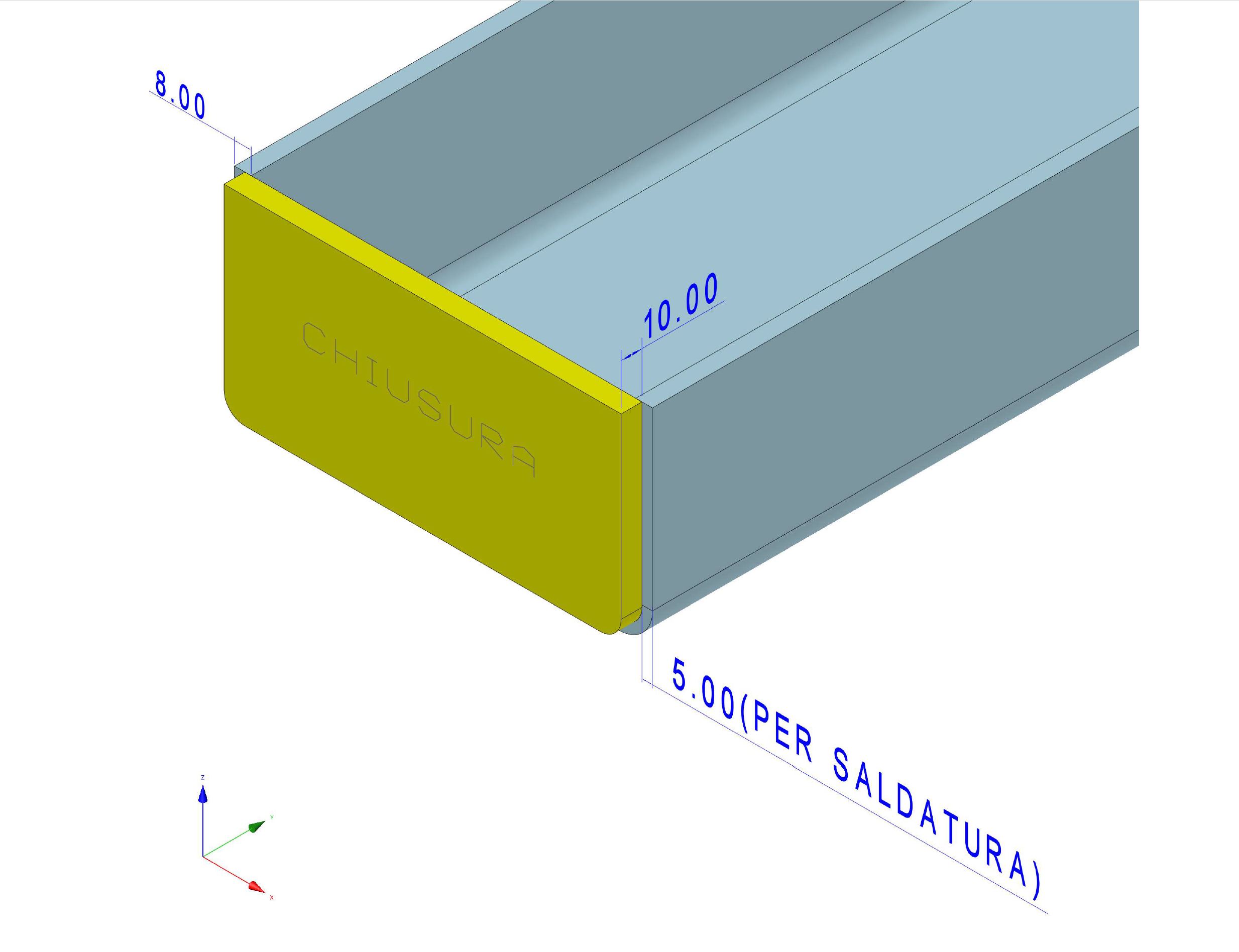
Si consideri, ad esempio, una chiusura di spessore 10 mm da saldare su una figura ad “U” in lamiera da 8 mm: progettando un appoggio di circa 3 mm tra le due pieghe si ottiene uno spazio sufficiente per l’esecuzione del cordone (5 mm) mantenendo al tempo stesso un buon supporto meccanico reciproco (figura 4).
Questa configurazione offre una maggiore tolleranza alle inevitabili variazioni di piega, facilita il lavoro del saldatore e contribuisce a migliorare la robustezza complessiva del giunto, riducendo il rischio di difetti.
È infine importante ricordare che queste considerazioni si applicano soprattutto ai casi, molto frequenti nella lavorazione conto terzi, in cui i disegni del cliente non riportano indicazioni dettagliate sulle saldature. Spesso le tavole si limitano a diciture generiche come “saldare”, “saldare in continuo” o “saldare a tratti”, senza ulteriori specifiche.
In queste situazioni, tipicamente riferite a saldature non strutturali (ad esempio carter o rivestimenti), la scelta della tipologia di giunzione e delle modalità operative ricade inevitabilmente sull’esperienza dell’officina. Diverso sarebbe il caso di saldature strutturali, per le quali l’assenza di indicazioni chiare nel disegno rappresenterebbe una criticità ben più grave.
Dall’errore alla soluzione: ottimizzare prima di produrre
Gli esempi analizzati mostrano come molte delle criticità che emergono in produzione non derivino da errori di disegno in senso stretto, ma da valutazioni mancate su materiale e processo. Il senso di laminazione, l’orientamento della ripetizione piatta, la presenza della pellicola protettiva o la gestione degli spigoli in saldatura sono aspetti che il CAD non impone, ma che fanno la differenza tra un pezzo che “viene al primo colpo” e uno che richiede correzioni.
Si tratta spesso di scelte che richiedono pochi minuti in più in fase di progettazione, ma che possono evitare rifacimenti, discussioni in officina e perdite di tempo ben più onerose. È in questi dettagli, apparentemente secondari, che si misura la distanza tra un disegno formalmente corretto e un progetto realmente pensato per essere prodotto.
La capacità di riconoscere questi punti critici non nasce solo dalle regole, ma dall’esperienza diretta e dal confronto quotidiano con chi il pezzo lo realizza. Ed è proprio questo passaggio — dal disegno alla produzione — che trasforma un progetto da teoricamente valido a concretamente efficace.