La termospruzzatura comprende processi di deposizione in cui particelle di materiale fuso o riscaldato vengono accelerate e proiettate su una superficie formando rivestimenti stratificati. La tecnica consente di utilizzare molti materiali e migliorare proprietà come resistenza a usura, corrosione e temperatura, ma i rivestimenti risultano inevitabilmente porosi e anisotropi. A seconda della sorgente termica si distinguono diverse tecnologie, tra cui arco elettrico, plasma spray, processi a combustione e cold spray.
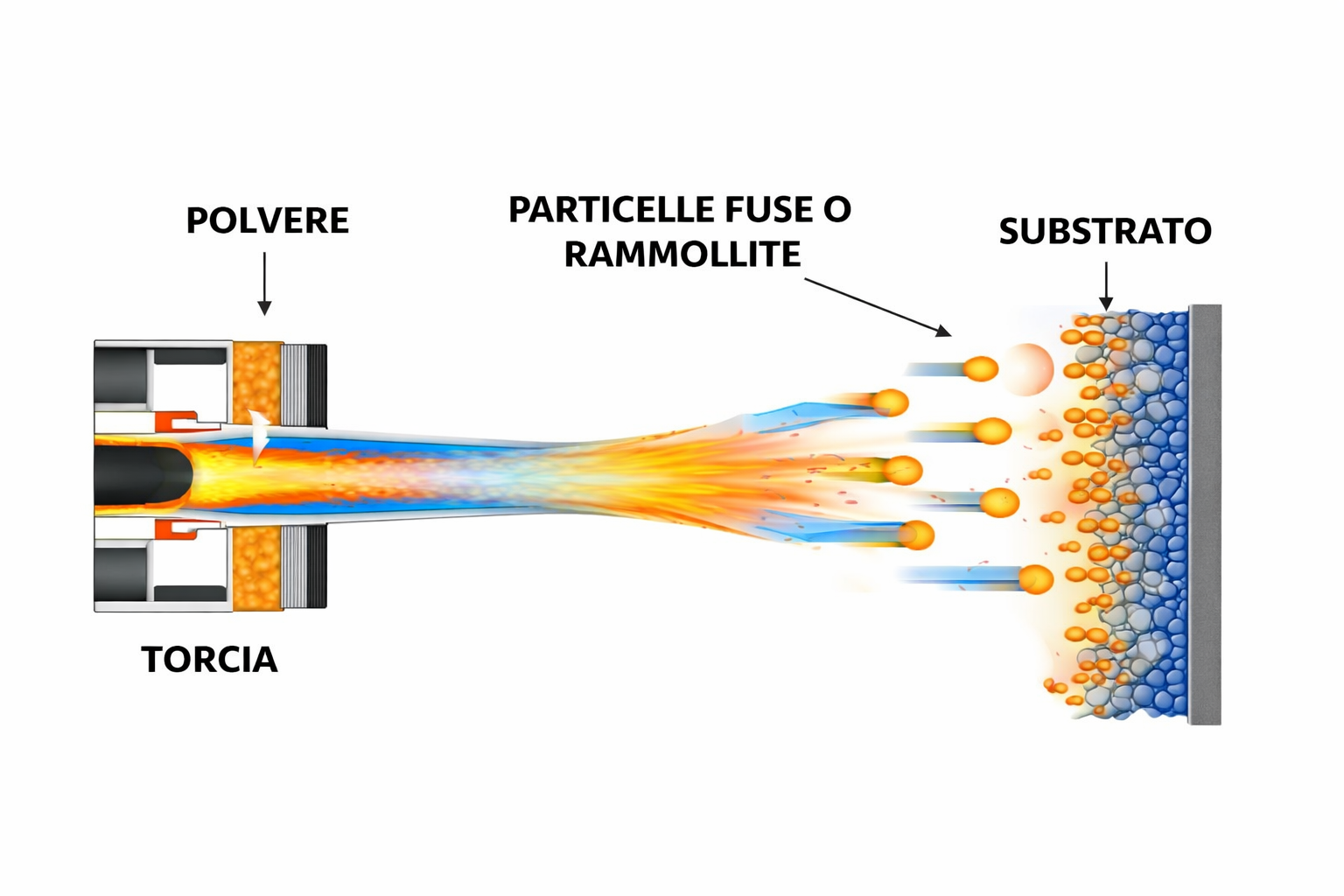
Con “termospruzzatura” viene indicata una famiglia di processi in cui metalli, ceramici, cermete alcuni materiali polimerici in forma di polveri, fili o barrette sono utilizzati per alimentare una torcia o un “cannone” con cui sono scaldati fino od oltre il loro punto di fusione generando gocce di materiale fuso che sono accelerate in un getto gas e proiettate sulla superficie che deve essere rivestita. All’impatto la particella si appiattisce in una sottile lamella discoidale (denominata ‘splat’) aderendo alla superficie sottostante, oppure fluendo tra le particelle già depositate e solidificate. Lo spessore del rivestimento desiderato è ottenuto con successivi passaggi del sistema di deposizione (fig. 1).
I vantaggi maggiori dei processi di termospruzzatura sono:
- la varietà di materiali che possono essere utilizzati per il rivestimento (almeno in teoria tutti quelli che possiedono un punto di fusione)
- la possibilità di realizzare rivestimenti con materiali alto-fondenti
- la possibilità di staccare, in molti casi, il vecchio rivestimento per realizzarne uno nuovo senza cambiare le dimensioni e le proprietà della parte coinvolta
Gli svantaggi principali sono legati al fatto che:
- non è mai possibile ottenere rivestimenti privi di porosità, per quanto si possano raggiungere livelli di porosità inferiore all’1%
- il rivestimento è largamente anisotropo: la tensione sopportabile nel piano delle lamelle è circa dieci volte superiore a quella sopportabile nel piano parallelo alla direzione di spruzzatura
- essendo effettuato su linee in vista, può risultare difficoltoso produrre un rivestimento adeguato su superfici geometricamente “difficili”
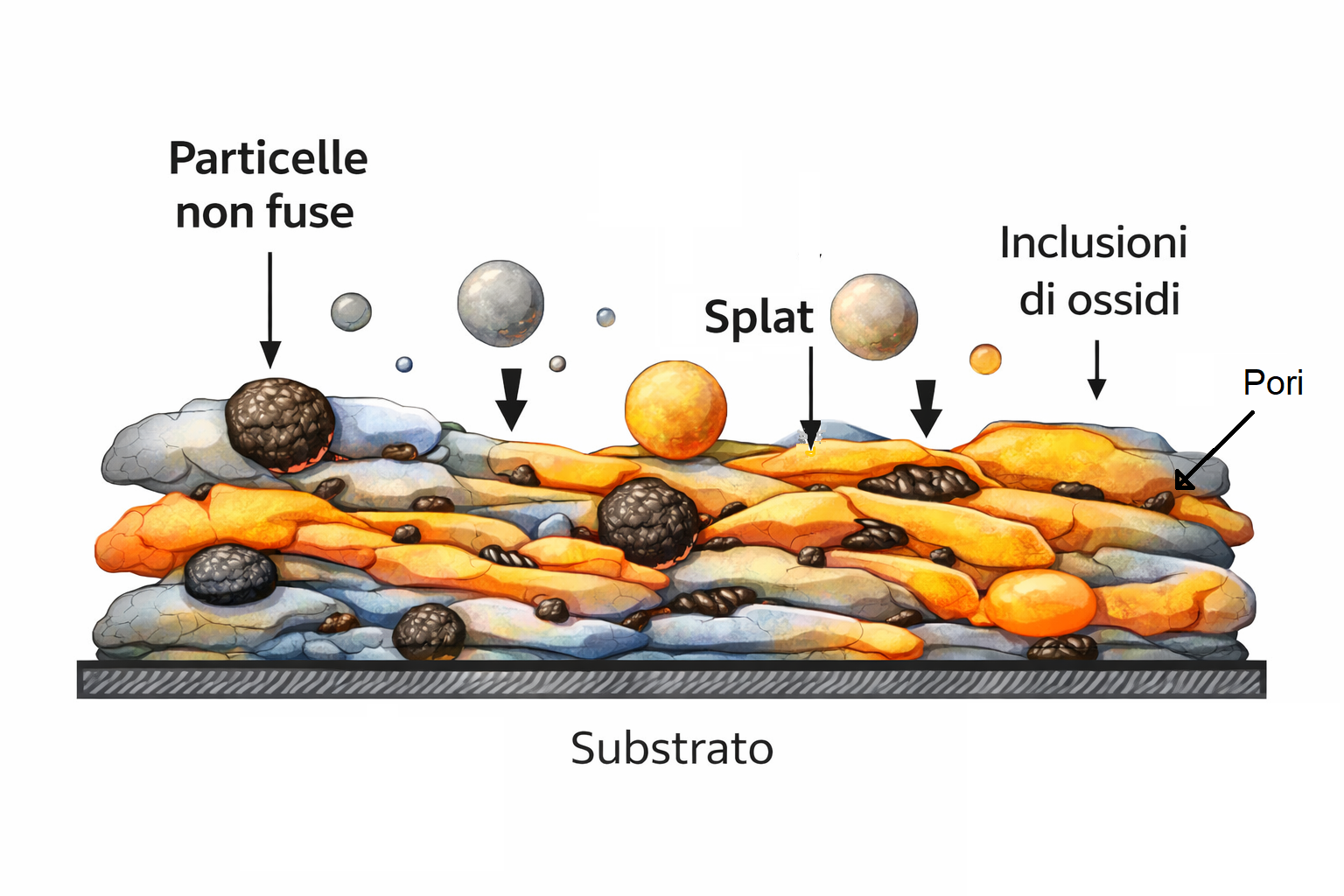
Se si osserva una tipica deposizione ottenuta con termospruzzatura, si nota che, oltre alle lamelle sovrapposte, sono presenti porosità, particelle non fuse e inclusioni di ossido, tipiche difettosità di questo genere di rivestimenti. Le porosità sono dovute all’inglobamento di gas nel coating, durante il processo di deposizione, mentre le inclusioni di ossido derivano sia dall’interazione fra le particelle e l’ambiente in cui avviene la spruzzatura, sia dal riscaldamento della superficie del deposito in via di formazione. All’atto dell’impatto il film d’ossido che ricopre la particella si rompe e rimane intrappolato tra le lamelle (fig. 2).
Le applicazioni dei rivestimenti per termospruzzatura sono numerose, le principali categorie sono l’aumento della resistenza all’usura e alla corrosione delle superfici, il recupero di tolleranze dimensionali in componenti usurati o danneggiati, la realizzazione di riporti biocompatibili, l’applicazione di barriere termiche e la realizzazione di compositi a matrice ceramica o metallica.
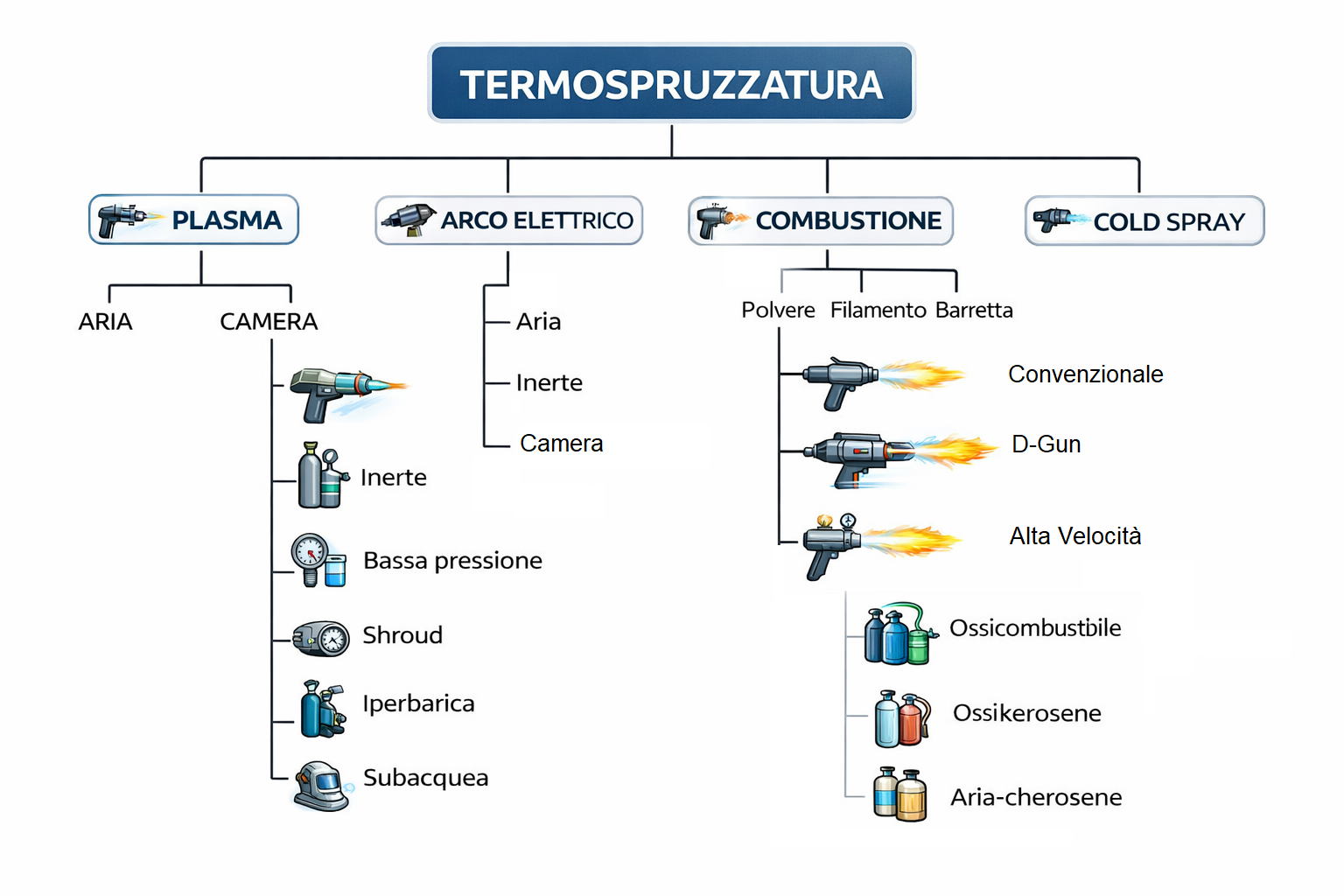
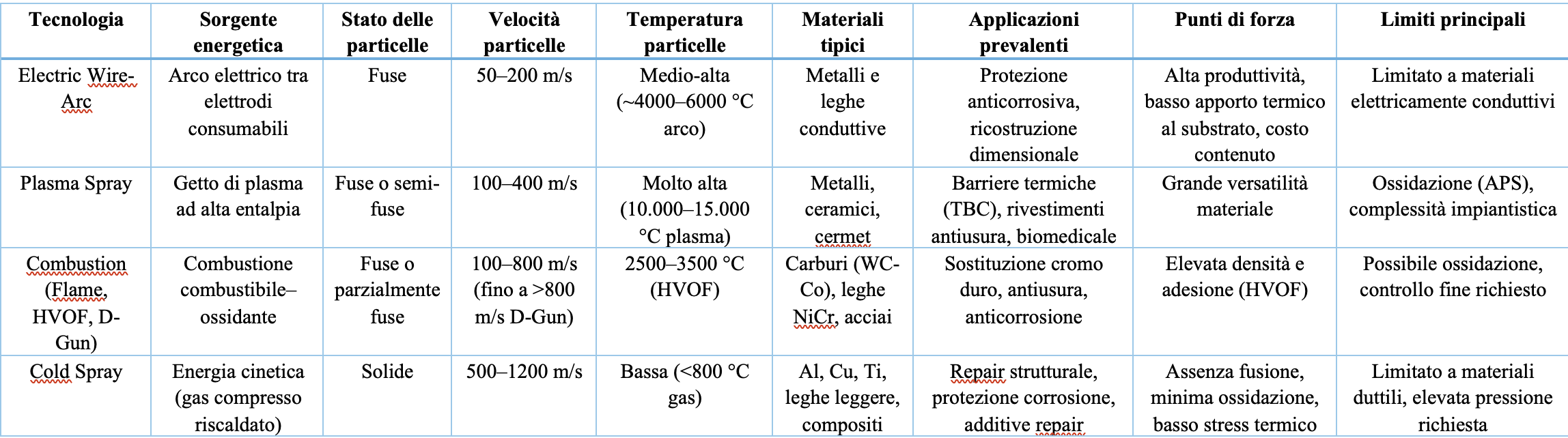
A seconda della sorgente termica impiegata nel processo di termospruzzatura, è possibile distinguere quattro principali tecnologie (fig. 3) e (Tab. 1):
- Electric Wire-Arc, in cui il materiale d’apporto in filo viene fuso mediante un arco elettrico generato tra due elettrodi consumabili;
- Plasma Spray, dove un getto di plasma ad alta entalpia costituisce la sorgente di calore per fondere e accelerare le particelle iniettate;
- Combustion Processes, nei quali il materiale da depositare viene riscaldato sfruttando l’energia termica sviluppata dalla combustione di una miscela combustibile-ossidante (es. flame spray, HVOF);
- Cold Spray, tecnologia di più recente sviluppo, nella quale le particelle vengono accelerate a velocità supersoniche in regime solido, consentendo la deposizione senza fusione significativa del materiale.
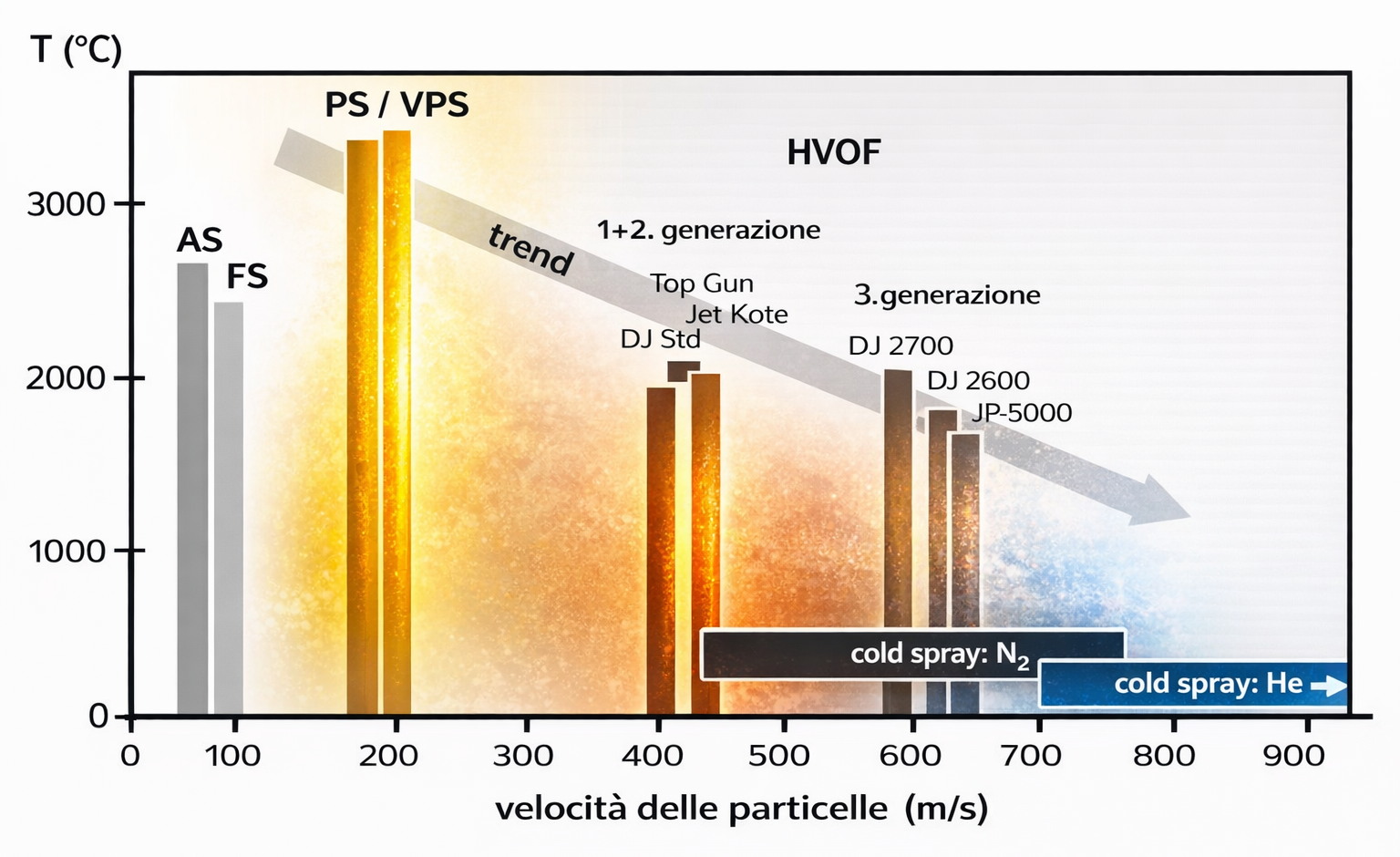
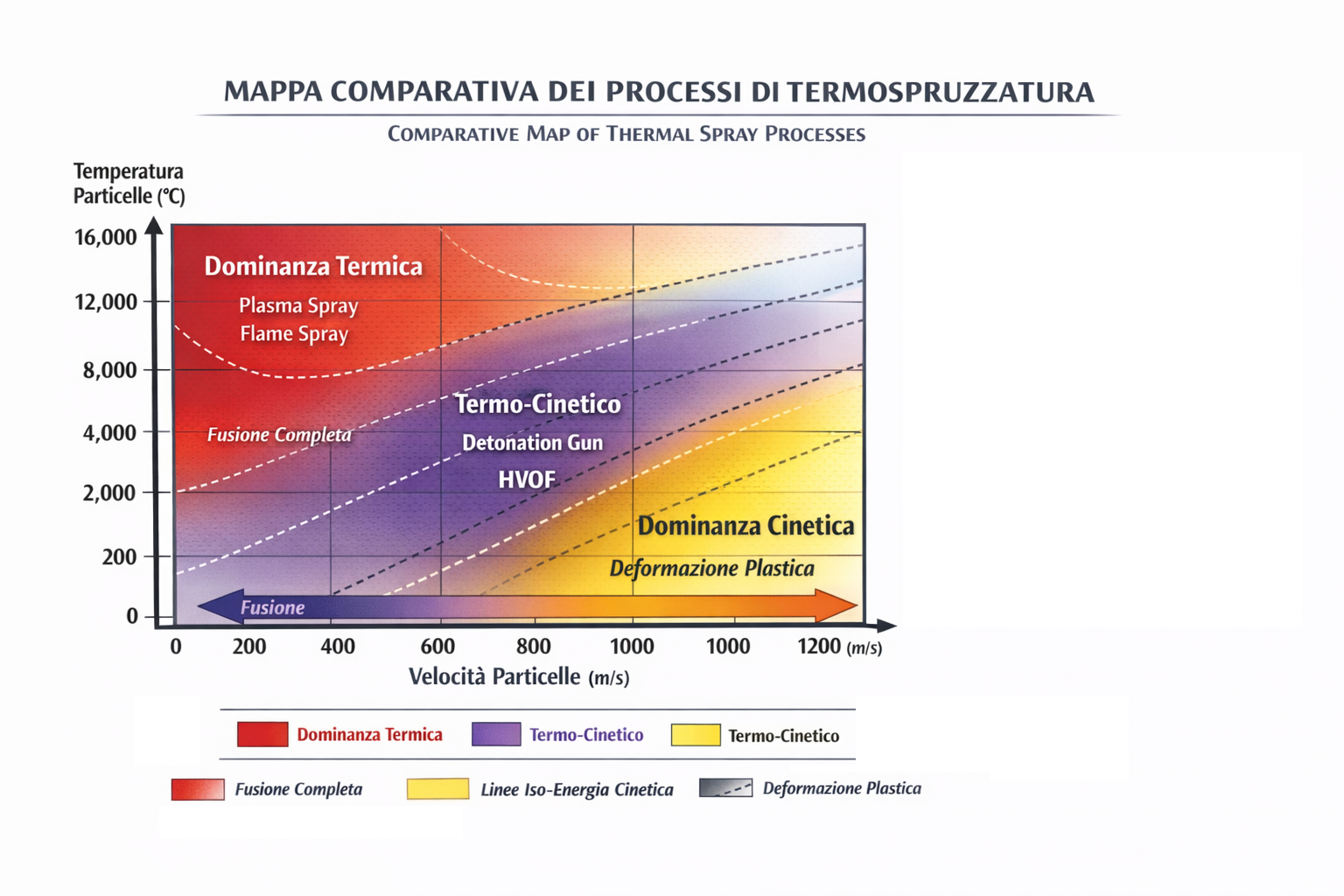
In fig. 4 è mostrata una prima rappresentazione dei processi di termospruzzatura basata sull’energia termica e cinetica trasferita alle particelle, utile per interpretare meccanismi di adesione, densificazione e difettosità del rivestimento. Entriamo ora più nel dettaglio dei singoli processi.
Electric arc
Diversamente dalle altre tecniche di termospruzzatura, che riscaldano indirettamente le particelle attraverso un gas, questo metodo usa un arco elettrico a corrente continua, generato fra due elettrodi consumabili, per fondere direttamente il materiale; le particelle così generate sono sparate sul substrato da un getto di gas ad alta velocità posto dietro all’ intersezione fra le due barrette (fig. 5)
Poiché gli elettrodi sono fusi direttamente dall’ arco, l’efficienza termica del processo è molto maggiore di quella delle altre tecniche di termospruzzatura, inoltre viene trasmesso al substrato meno calore per unità di materiale termospruzzato, in quanto vi è la totale assenza di una fiamma o di plasma. Le particelle così generate sono generalmente di grandezza e distribuzione granulometrica simili a quelle degli altri processi e non possono prescindere dai parametri operativi utilizzati; di conseguenza anche le microstrutture che si ottengono possono variare molto, spesso comunque si notano zone di materiale non fuso, che in realtà si sono rivelate essere dovute a particelle risolidificatesi prima dell’ impatto.
Gran parte dei problemi relativi all’impiego di materiali facilmente degradabili termicamente sono eliminati perché il gas di atomizzazione è solo parzialmente riscaldato dalle particelle fuse.
L’alta produttività del processo ne favorisce l’impiego dove è richiesto il rivestimento di grandi superfici in poco tempo. I limiti maggiori sono legati al fatto che possono essere usati solo materiali relativamente duttili e elettricamente conduttivi.
Il processo è utilizzato per termospruzzare coatings di metalli e leghe, come ad esempio quelli che rivestono l’interno dei cilindri di motori automobilistici; al momento però non viene considerato una alternativa appetibile al cromo duro galvanico, anche se le sue applicazioni sono in costante aumento e non è escluso che a breve quest’ultima affermazione vada corretta.
Plasma spray
Nell’ambito delle tecnologie di termospruzzatura, il plasma spray appartiene alle tipologie di processo che impiegano energia elettrica per alimentare la sorgente termica preposta alla fusione delle materie prime da depositare.
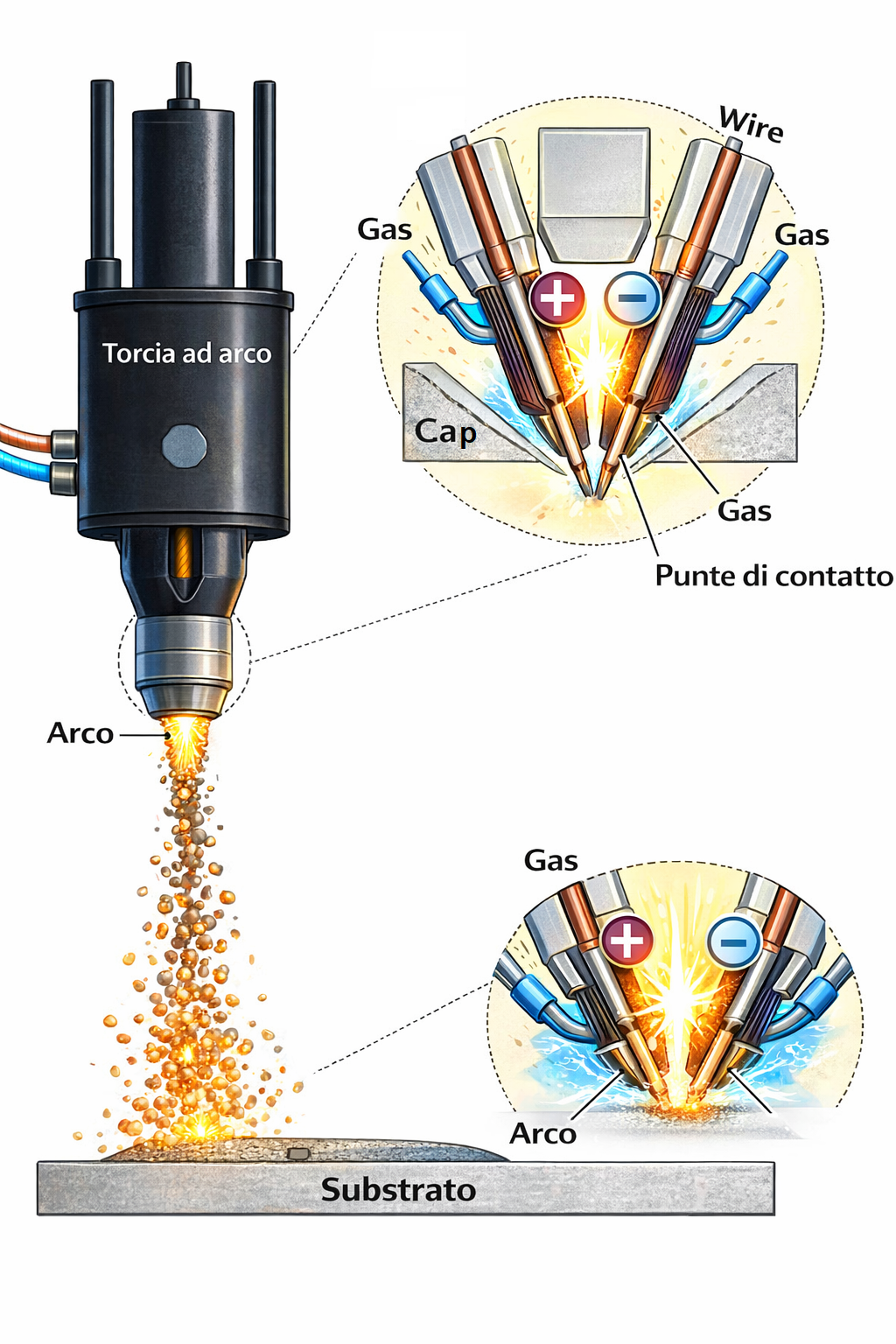
Il processo si basa sul trasferimento di potenza ad un flusso di gas che, acquistando entalpia ed energia cinetica, può successivamente cedere calore e quantità di moto alle polveri iniettate al suo interno. Sede della conversione di energia è una torcia costituita da due elettrodi, un anodo in rame a forma di imbuto ed un catodo in tungsteno conico, che insieme formano un condotto, generalmente convergente, all’interno del quale avviene l’efflusso del gas plasmogeno. Il trasferimento di potenza avviene per mezzo di un arco elettrico ad alta frequenza che viene generato fra i due elettrodi e che interagisce con il getto di gas propagandosi al suo interno e provocandone la ionizzazione: proprio la condizione di flusso provoca l’allungamento dell’arco che fuoriesce dalla torcia in forma di una fiamma al plasma (fig. 6).
Quest’ultimo è rappresentato da un insieme di elettroni liberi, atomi ionizzati, atomi neutri e molecole dissociate (nel caso in cui della miscela facciano parte anche gas biatomici) ad alta densità e dall’elevato contenuto entalpico per la frequenza degli urti fra ioni ed elettroni: le temperature massime raggiunte sono comprese nell’intervallo 10000-15000°C, ma possono anche raggiungere i 30000°C nelle applicazioni ad elevata potenza.
Il rendimento del processo è molto basso perché oltre il 50% della potenza elettrica viene assorbita dall’acqua che scorre nel circuito di raffreddamento di cui è provvisto l’anodo, ed un altro 35-40% va perduto in fenomeni di irraggiamento e convezione verso l’ambiente esterno, giungendo quindi alle polveri solo il 5% della potenza erogata.
I gas plasmogeni sono scelti in base alla condizione di non reattività con gli elettrodi e, in genere, formano una miscela che contiene prevalentemente un gas primario (Ar o N2) ed uno o più gas secondari (He e H2) scelti in base a specifiche caratteristiche e presenti in percentuale volumetrica compresa fra il 5% ed il 25%.
Le polveri sono iniettate all’interno del plasma per mezzo del gas vettore (carrier) solitamente a valle dell’ugello, per evitare fenomeni di occlusione della gola dell’anodo. La portata del carrier è importante sia per l’interazione del gas stesso con la zona più calda del getto plasma, sia perché determina la velocità di iniezione delle polveri, parametro fondamentale, insieme alla distanza dall’ugello, per una corretta traiettoria durante il tempo di residenza in volo. Particelle lente rischiano di essere soffiate via dal flusso di gas ad elevata velocità, mentre particelle troppo veloci attraversano semplicemente la fiamma senza essere deviate verso il substrato (fig. 7).
I due parametri, distanza di iniezione e portata di gas vettore, devono essere di volta in volta ottimizzati anche in funzione degli altri parametri macchina e delle dimensioni delle particelle per garantire traiettorie che consentano di raggiungere un ottimale grado di fusione.
Anche l’angolo di iniezione svolge un ruolo importante per la determinazione del tempo di residenza delle polveri nel plasma, che può essere incrementato conferendo alle particelle una componente della velocità di iniezione contraria al flusso in uscita dalla torcia. Ciò può tuttavia provocare una adesione delle polveri alle pareti dell’anodo occludendone la sezione di uscita, per cui l’intervallo in cui si fa cadere l’angolo di iniezione è in genere compreso fra 75°e 105° con preferenza per l’iniezione perpendicolare.
Le polveri impiegate nel plasma spray hanno diametri compresi nell’intervallo 5-80 μm, ma affinché le particelle accelerino e si riscaldino in modo uniforme, si adottano distribuzioni granulometriche più stringenti in base al tipo di materiale ed alle qualità del rivestimento che si vuole ottenere. Particelle di piccola dimensione permettono di ottenere rivestimenti più densi e superfici meno rugose, ma presentano alcuni inconvenienti come il rischio di vaporizzazione anche nelle applicazioni di minima potenza e una ridotta inerzia che induce basse velocità di impatto. La velocità delle particelle è determinante per il conseguimento di strutture dense e coese e dipende da numerosi fattori, alcuni intrinseci come la loro dimensione e densità, altri legati invece alle condizioni operative di deposizione, quali la potenza elettrica erogata e la pressione in camera. Particelle leggere per le piccole dimensioni o per una bassa densità (è il caso di particelle agglomerate) subiscono una brusca accelerazione e possono raggiungere velocità massime quasi doppie rispetto a particelle più pesanti, ma allo stesso tempo possiedono una minore inerzia che ne provoca un rapido rallentamento nella fase terminale del volo, quando il gas che deriva dal decadimento termico del plasma diviene, oltre che freddo, anche lento.
La pressione interviene sulla densità del plasma al momento dell’immissione in camera e conseguentemente sulla sua velocità, essendo i due parametri inversamente proporzionali a parità di portata in massa.
L’effetto complessivo è quindi una modificazione dell’intero profilo cinetico tridimensionale del plasma che risulta, al crescere della pressione, mediamente più lento e confinato in una regione di spazio più limitata: di conseguenza risultano diverse anche le velocità massime delle particelle, che in condizioni di vuoto raggiungono anche i 400-550 m/s, mentre scendono a 120-350 m/s in condizioni atmosferiche e diminuiscono ulteriormente a pressioni superiori.
Si può tranquillamente affermare che il processo di plasma spray è il più complesso ma anche il più flessibile fra quelli di termospruzzatura: grazie alle alte temperature è possibile spruzzare praticamente ogni tipo di materiale, d’altra parte è necessario un controllo costante del sistema ed è richiesta molta esperienza per poter sfruttarne al massimo le potenzialità.
Esistono diversi tipi di plasma spray (Tabella 2), tra cui i principali sono:
- Atmospheric Plasma Spray (APS) – è la configurazione impiantistica più semplice e per questo è stata anche la prima ad essere implementata. Il plasma-jet è immesso in aria che si trova a pressione atmosferica; si riscontrano una ridotta lunghezza del plasma-jet, limitata a pochi cm, ed un brusco decadimento del tenore di Ar già a breve distanza dalla torcia. Questa configurazione non risulta adatta al trattamento di tutti quei materiali per i quali sussistono problemi di ossidazione, mentre viene tuttora impiegata per la realizzazione di barriere termiche a base di ossidi ceramici. Anche se la deposizione avviene in aria, è necessaria la presenza di schermi contro le radiazioni ultraviolette emesse dal plasma e l’uso da parte degli operatori di protezioni acustiche, superando l’efflusso supersonico dei gas plasmogeni la soglia di rumore dei 120 dB.
- Vacuum Plasma Spray (VPS) – la deposizione che avviene in un ambiente in cui vige una pressione ridotta generalmente di 50 mbar, ma che può raggiungere anche condizioni di vuoto maggiormente spinto sino a valori nell’ordine di frazioni di mbar. Questa configurazione è stata la prima evoluzione della spruzzatura in aria ed è sorta per superare i problemi dovuti all’ossidazione delle particelle durante il tempo di volo e del substrato stesso a causa del suo riscaldamento; elementi come il Ti, infatti, risentono della presenza di ossigeno anche se esso è presente in tenori di alcuni ppm. Gli effetti della depressione in camera sono molteplici e non si limitano a modificare i processi di trasporto fra plasma e polveri. L’ambiente privo di gas elimina i problemi di pompaggio e l’assenza di fenomeni convettivi limita le perdite di calore del plasma una volta immesso in camera, migliorando il rendimento energetico del processo. Le polveri impiegate nella VPS devono avere una distribuzione granulometrica mediamente inferiore rispetto agli altri processi di plasma-spray, poiché il tempo di residenza nella fiamma è più breve e consente l’assorbimento di una minore quantità di calore: per questo normalmente vengono impiegate polveri di diametro compreso nell’intervallo 5-45 μm.
- Inert Plasma Spray (IPS) – questa configurazione prevede la deposizione in un ambiente controllato che prevenga ogni possibilità di reazione da parte delle polveri; generalmente si fa ricorso all’Argon, anche per il suo basso potenziale di ionizzazione che rende possibile la pulizia dei substrati metallici. Attraverso l’IPS è possibile prevenire la formazione di ossidi ed allo stesso tempo impiegare fiamma non necessariamente a bassa densità di energia come nel VPS.
- Reactive Plasma Spray (RPS) – concettualmente, questa configurazione è opposta alla precedente, poiché sfrutta la reattività delle particelle che si trovano ad alta temperatura. In questo modo è possibile ottenere nitruri a partire da atmosfere a base di azoto o carburi utilizzando metano od acetilene. Tuttavia, la realizzazione del processo è complessa e di difficile modellizzazione, a causa della natura non più monofasica delle polveri e per le cinetiche di reazione estremamente rapide.
- Underwater Plasma Spray (UPS) – la spruzzatura in acqua presenta indubbi vantaggi, fra i quali l’eliminazione di ogni possibilità di ossidazione delle specie depositate ed una notevole riduzione delle emissioni acustiche e di radiazioni ultraviolette associate al processo. In questa configurazione, l’arco elettrico ionizza le molecole d’acqua in ioni O- e H+ producendo un getto di vapore dall’elevato contenuto entalpico che permettere di raggiungere elevate efficienze di deposizione (polvere depositata / polvere impiegata); inoltre è possibile minimizzare le perdite di materiale che può essere recuperato attraverso un filtraggio dell’acqua.
- RF Plasma Spray – nella spruzzatura al plasma ad induzione a radiofrequenza, di più recente sviluppo, in cui il gas viene ionizzato attraversando una bobina ad induzione a radiofrequenza e le polveri sono introdotte posteriormente in direzione assiale, conseguendo l’ottenimento di rivestimenti più compatti rispetto alla spruzzatura tradizionale.
Combustion Spray
I processi di Combustion Spray costituiscono una delle principali famiglie della termospruzzatura nella moderna pratica industriale. Si basano sull’uso dell’energia chimica liberata dalla combustione controllata di una miscela combustibile–ossidante per generare un getto ad alta temperatura e velocità. In questi sistemi la conversione dell’energia chimica in energia termica e cinetica consente il riscaldamento e l’accelerazione delle particelle verso il substrato. A seconda della configurazione della torcia e delle condizioni operative, la componente termica o quella cinetica può risultare predominante, influenzando densità, ossidazione e adesione del rivestimento.
Le principali tecniche di deposizione a combustione sono:
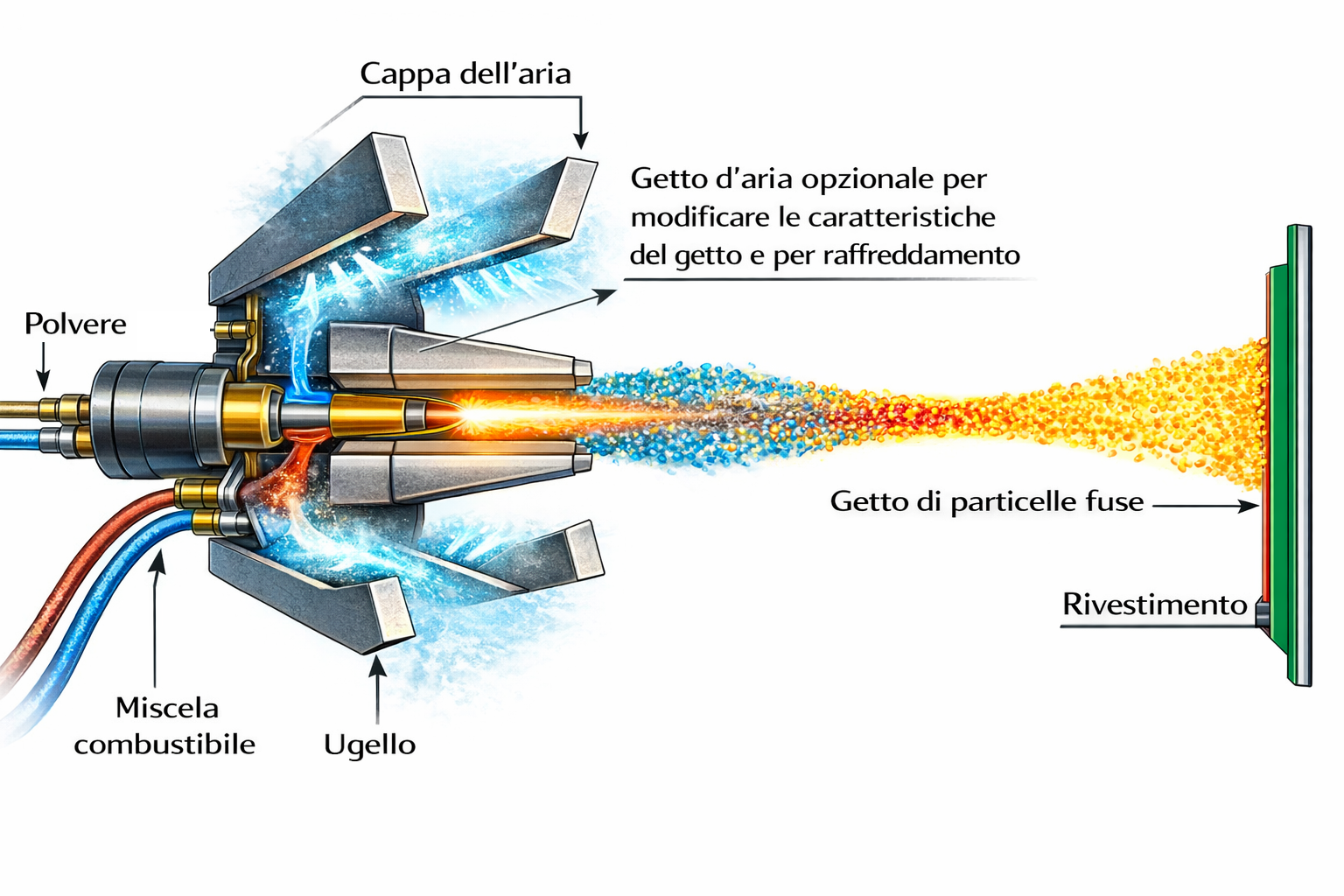
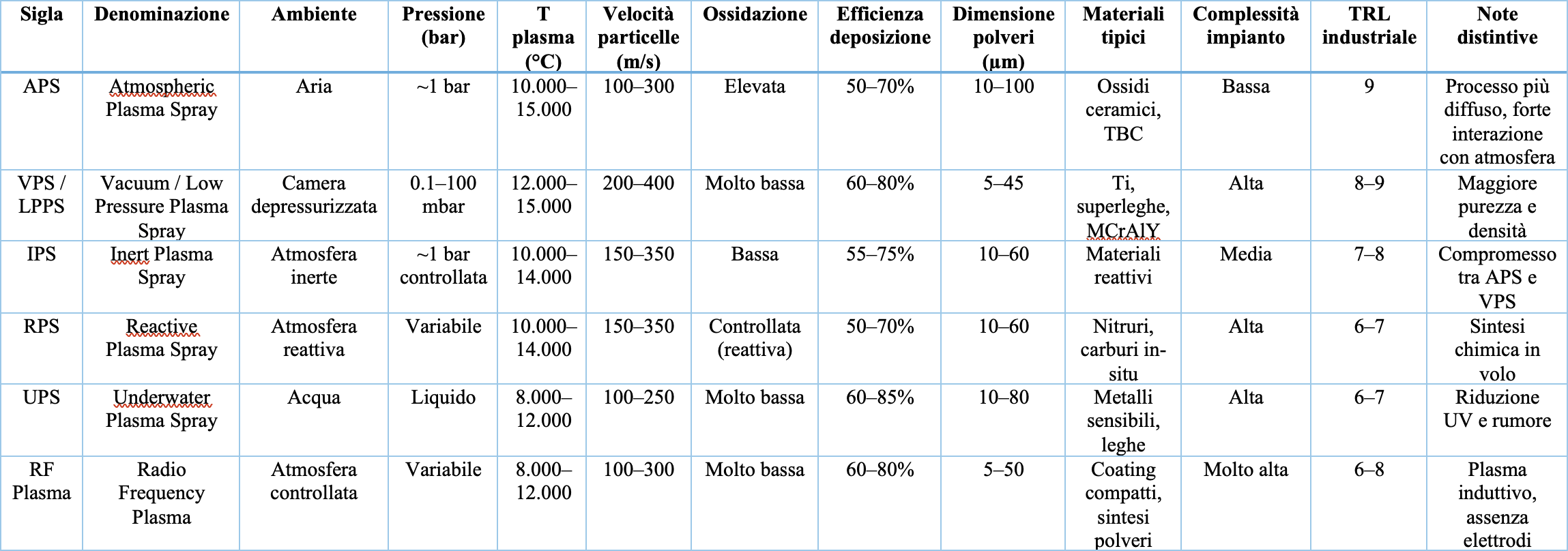
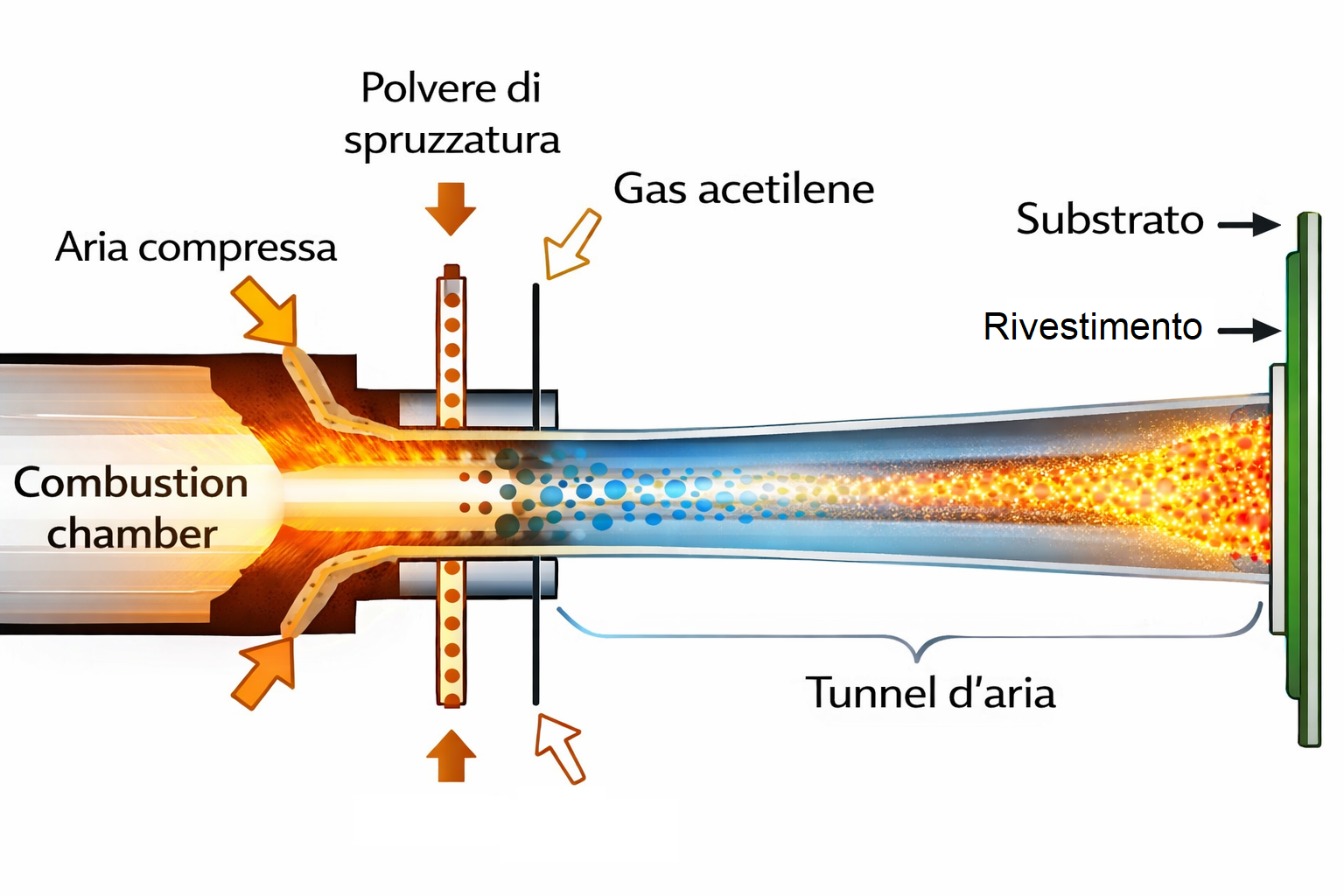
- Flame-Spray, ossia di spruzzatura a fiamma, nelle sue varianti con alimentazione in polvere (Flame-Powder) o a filo continuo (Flame-Wire). Si tratta di metodi di termospruzzatura più semplici, utilizzati per rivestimenti di bassa qualità, che impiegano l’energia chimica di ossidazione di un combustibile (propilene, acetilene) per formare un getto ad alta temperatura. I materiali utilizzati come rivestimento sono introdotti nella torcia sotto diverse forme: polveri, fili o bacchette a seconda del tipo di torcia utilizzata (fig. 8) La temperatura del gas caldo è regolata dalla stechiometria della reazione, mentre la temperatura del substrato, in assenza di raffreddamento, è di circa 200-300 °C. La velocità delle particelle, inferiore a 100 m/s, dà luogo a riporti molto porosi (circa 20%) e con valori di adesione posizionati all’estremo inferiore dell’intervallo caratteristico dei riporti termospruzzati. La temperatura del gas limita il campo di utilizzo ai materiali con bassa temperatura di fusione (alluminio, zinco). Scegliendo opportunamente il gas e la geometria dell’ugello, però, è possibile innalzare la temperatura della fiamma e depositare acciai, molibdeno, leghe da rifusione; l’interazione del materiale con il getto caldo, però, causa alterazioni chimiche del materiale e quindi genera la formazione di inclusioni di ossidi; è invece, possibile ottenere ottimi rivestimenti di materiali polimerici.
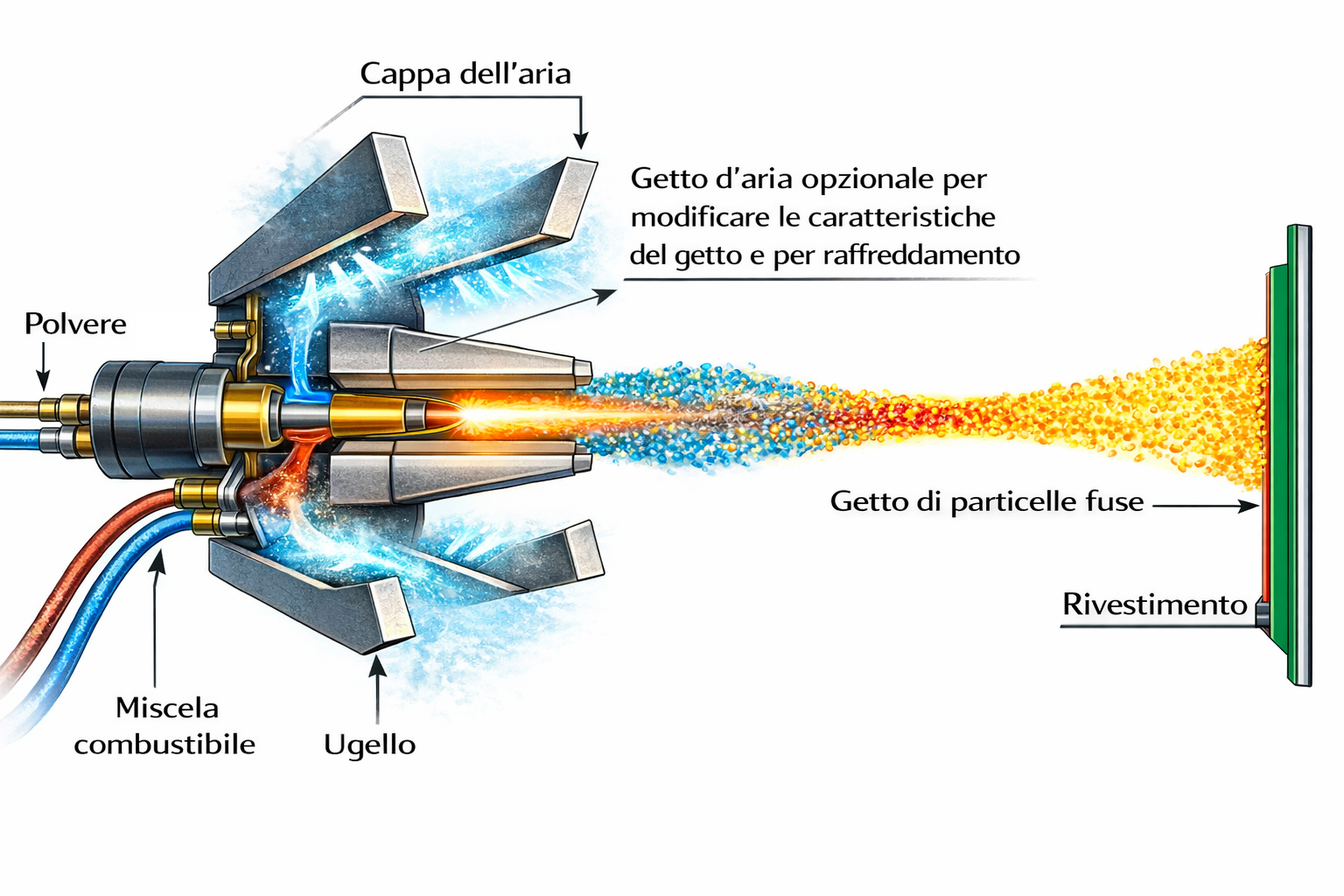
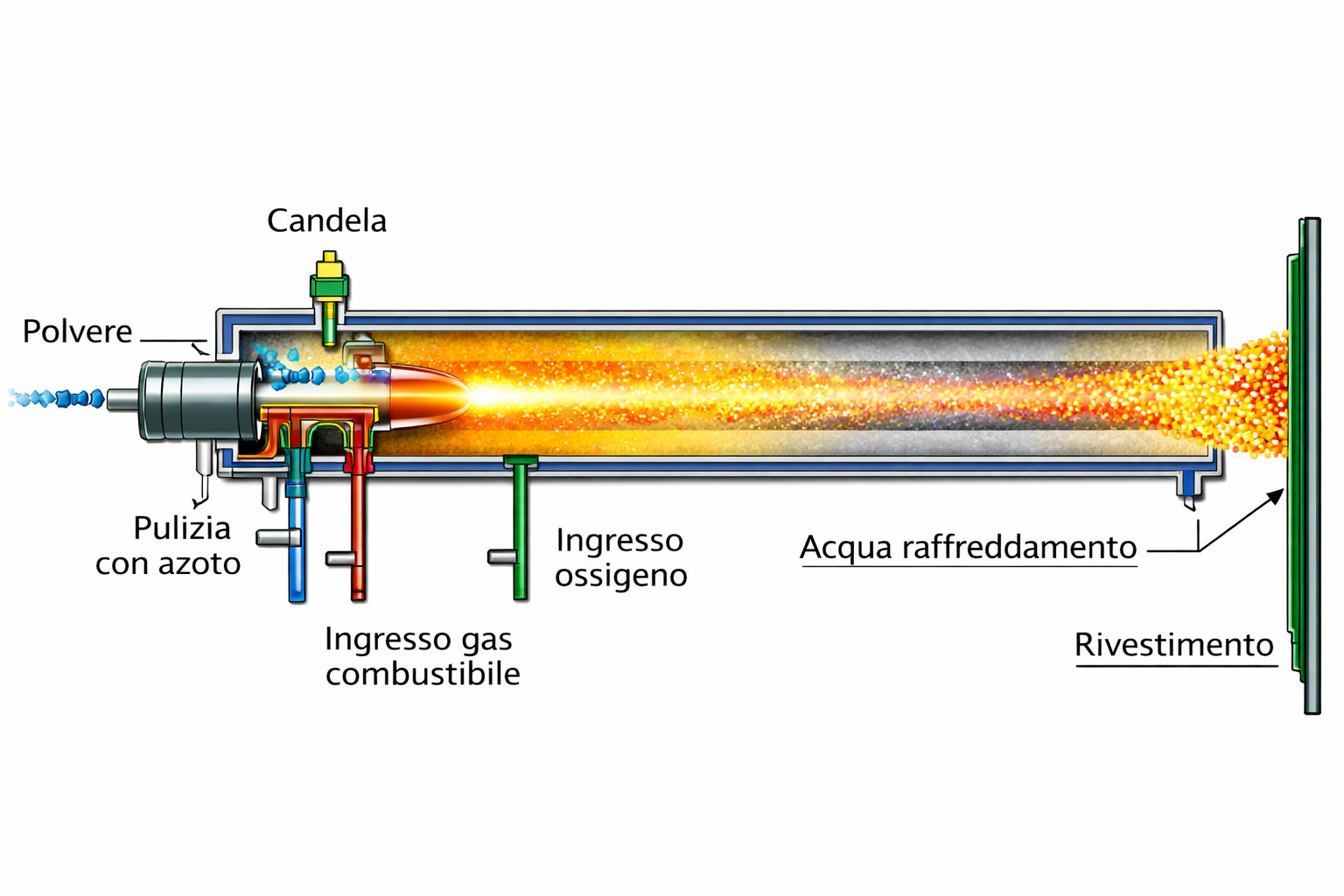
- Detonation gun dove miscela esplosiva di combustibile, ossigeno e polvere viene introdotta in un lungo tubo e accesa attraverso una scintilla; la conseguente onda d’urto scalda le particelle fino a 4500°C e le accelera fino alla velocità di 800 m/s, la miscela gas – particolato viene raffreddata con acqua nella parte finale della lancia, la camera è pulita con getti di azoto (fig. 9). La distanza media di spruzzatura è di 5-10 cm e si ottengono spessori fino a 250 µm formati da lamelle sovrapposte aventi lunghezza di circa 50 µm e spessore di circa 6 µm. Il livello di inclusioni (ad esempio ossidi) è minimizzato dalla presenza del tubo che protegge le particelle. Ciò permette di ottenere caratteristiche di uniformità, adesione e coesione fra gli splat maggiori rispetto a quelle di qualunque altro metodo di termospruzzatura. Tuttavia, la frequenza del processo (da 3 a 6 Hz) e il rumore associato alla detonazione (145 dBA) fanno sì che sia necessario un isolamento acustico della struttura. La bassa velocità di deposizione (circa 1.2 kg/h) e gli elevati costi di installazione rendono poi questo processo oneroso, per quanto adatto per rivestimenti poco porosi (0.5-1% di porosità residua) e molto aderenti. Esempi di rivestimenti realizzati con questa tecnica sono: (1) carburi di tungsteno + matrice cobalto (WC-Co), (2) carburi di tungsteno + cromo e nichel; (3) carburi di tungsteno + cromo e cobalto (WC-CoCr).
- High Velocity Oxygen Fuel (HVOF) è una spruzzatura a combustione con ossigeno ad alta velocità. Brevettato nel 1958, ma l’applicato commercialmente solo dal 1974, il lancio e lo sviluppo di tale tecnologia sono avvenuti nel campo aeronautico – aerospaziale, sia nell’ambito commerciale che in quello militare, diffondendosi poi in altri settori (es. barriere termiche). L’introduzione e lo sviluppo di questa recente tecnologia hanno permesso di ottenere coatings di qualità, con vantaggi economici e pratici. I rivestimenti HVOF hanno caratteristiche simili a quelli prodotti tramite Detonation gun, ma con un processo continuo, meno costoso e che può essere effettuato “in situ”. Sfrutta la combustione continua e controllata di una miscela tra l’ossigeno e un combustibile, che dipende dalla torcia usata (si può lavorare con idrogeno, propilene, propano ed anche con combustibili liquidi come il cherosene), per fondere le polveri e proiettarle ad alta velocità sulla superficie che deve essere rivestita.(fig. 10) L’ossigeno e il combustibile sono miscelati sotto pressione all’interno della torcia prima di entrare all’interno della camera di combustione; a seguito di tale iniezione avviene una reazione chimica esotermica che rilascia energia sotto forma di calore, l’aumento della temperatura produce un incremento notevole della pressione; l’effetto sostanziale è la generazione di un gas ad altissima velocità. La reazione chimica della miscela, nel caso di un combustibile gassoso, può essere così decritta: Gas combustibile + Ossigeno + Azoto → Acqua + Anidride carbonica + Azoto + Calore. Dopo la combustione, l’azoto non subisce cambiamenti, mentre si ha la formazione di acqua e CO2 come prodotti di reazione; a causa delle elevate temperature di deposizione l’H2O evapora; l’energia chimica viene convertita in calore e successivamente in pressione, usata poi per fondere e accelerare le particelle assieme al gas di trasporto. La temperatura, la pressione, la composizione del gas, la densità del gas e lo spazio attraversato dal flusso, sono tutte variabili che influenzano la velocità del gas e quindi delle particelle. L’accelerazione delle particelle oltre la velocità del suono è resa possibile grazie all’utilizzo di un ugello di De Laval (convergente – divergente) posto all’uscita della camera di combustione.(fig. 11) La torcia è costantemente raffreddata con aria o acqua, mentre le polveri, portate inizialmente da un gas di trasporto (viene spesso usato l’argon o azoto per questo compito), vengono messe a contatto con il getto caldo: il punto e la modalità d’immissione delle polveri sono caratteristiche progettuali che variano da torcia a torcia e che possono influire in maniera determinante sulle proprietà del rivestimento. Nelle torce HVOF il combustibile e l’ossigeno vengono bruciati ad una pressione superiore a quella atmosferica e di conseguenza la velocità dei gas prodotti è compresa tra Mach 1 e Mach 2 (generalmente circa 1000 m/s) ed è tale da formare, immediatamente all’esterno dello strumento, una serie di urti a forma di diamante (Shock Diamonds), dovuti alla natura sottoespansa dell’efflusso in uscita dalla pistola (fig. 12). Il flusso dei gas, molto veloce, accelera le polveri fino a velocità molto più vicine a quelle dei gas stessi rispetto agli altri processi di termospruzzatura, sia di tipo combustion che di tipo plasma, e ciò comporta l’ottenimento di un rivestimento con densità maggiore, grande coesione ed una distribuzione di inclusioni (ossidi) molto più fine. Sebbene la temperatura media delle polveri sia di molto inferiore a quella raggiungibile con processi di tipo plasma spray, e ciò porta ad avere una minore quantità di polveri fuse e ad evitare possibili fenomeni degradativi che causerebbero variazioni composizionali indesiderate, è ancora possibile ottenere un rivestimento ad alta densità in quanto con l’HVOF le polveri hanno un’elevata velocità d’impatto sul substrato che consente facilmente alle polveri non ancora fuse di deformarsi, portandole ad avere la caratteristica forma di splat. Ne derivano, diversi vantaggi rispetto alle altre tecnologie di termospruzzatura quali: (a) riscaldamento delle particelle più uniforme ed efficiente, dovuto alla elevata turbolenza generata all’interno della camera di combustione; (b) una minore esposizione del materiale all’ambiente esterno, quindi minor variazioni composizionali, dovuto alle elevate velocità in gioco; (c) minor temperatura raggiunta dalle particelle (3000°C) rispetto al plasma o ai sistemi ad arco elettrico (16000 e 6000°C rispettivamente).

Cold spray
Il principio base della tecnologia cold spray è molto semplice: quando una particella accelerata impatta su una superficie solida i fenomeni che si possono presentare differiscono a seconda della velocità della particella stessa. Se la velocità è bassa la particella viene semplicemente riflessa; se raggiunge valori moderati, e si presentano determinate condizioni, erode la superficie; se supera un valore critico (variabile a seconda del materiale della particella e del substrato – tipicamente nel range da 500 a 900 m/s) la particella si deforma plasticamente e aderisce al substrato (o ad un’altra particella) per formare un rivestimento del tutto analogo ai coatings termospruzzati. Gli scienziati russi scoprirono ciò verso la metà degli anni Ottanta e successivamente depositarono con successo una grande varietà di materiali quali metalli, leghe e compositi. Un tipico sistema cold spray consiste in un compressore o in un sistema ad alta pressione di mandata su un gas, un gas riscaldante, la polvere, una console di controllo e la pistola per cold spray. (fig. 13). Il gas viene riscaldato non per rammollire le particelle bensì per raggiungere velocità ipersoniche (Mach 4). Il gas ad alta pressione viene immesso in un ugello De Laval (convergente – divergente) che gli permette di raggiungere velocità supersoniche in seguito all’espansione che avviene nella sezione divergente. A seguito dell’espansione il gas si raffredda istantaneamente, tanto da uscire dalla pistola ad una temperatura prossima a quella ambiente (da qui il nome “cold”). (fig.14). Il grande vantaggio che questa tecnologia ha sui processi più convenzionali di termospruzzatura è proprio l’assenza della componente termica, che è causa della maggior parte dei difetti presenti nei pezzi finiti (particelle non fuse, inclusioni di ossidi…). Negli ultimi anni poi, si è scoperto che la tecnologia cold spay rappresenta anche un utile approccio alla protezione di aree localizzate molto soggette ad attacchi corrosivi, ciò fa sì che in un prossimo futuro possa essere presa in considerazione per sostituire il processo galvanico.