Tolleranze, tagli, tracciature e sovrametalli: tutto ciò che il progettista non scrive, ma che chi lavora in officina deve sapere per far uscire il pezzo giusto al primo colpo.
Ogni disegno tecnico è una conversazione tra chi progetta e chi realizza. Il problema è che spesso è una conversazione monca: mancano le risposte alle domande che contano davvero.
Una tolleranza +0/+2 mm su una quota finita non è solo un margine d’errore ammesso. È una domanda implicita: «Dove vuoi stare in quel campo? Al limite inferiore, al superiore, o nel mezzo?» E se nessuno risponde prima di calcolare lo sviluppo, quella domanda si trasforma in un pezzo sbagliato.
Un sovrametallo richiesto a voce tre settimane fa e mai annotato non è un dettaglio trascurabile. È un’informazione critica che, se persa per strada, genera pezzi che non si possono montare o lavorare successivamente.
E quando il cliente li rispedisce indietro, nessuno si ricorda più di quella telefonata.
Le lavorazioni meccaniche non indicate chiaramente sono un incubo per chi deve fare il prezzo: ti ritrovi a contare 47 fori filettati uno per uno, imprecando contro chi ha disegnato senza pensare a chi deve quotare.
Ma sono anche un problema tecnico: un M6 richiede un foro preparatorio da Ø5 mm, non da Ø4,87 mm o altri numeri con sei decimali dopo la virgola.
E se sbagli quella misura, la filettatura non tiene o rompi il maschio.
I tagli di scarico, le tracciature, gli sfoghi sulle tramogge: sono tutti elementi che non compaiono spontaneamente sul disegno del cliente.
Dobbiamo aggiungerli noi, in base all’esperienza, al materiale, allo spessore, alla geometria.
Sono il ponte tra il disegno teorico e il pezzo reale.
I punti che affrontiamo in questo articolo hanno tutti una caratteristica comune: riguardano informazioni che dovrebbero esserci ma spesso mancano, oppure ci sono ma vanno interpretate e tradotte in azioni concrete.
Non basta leggere il disegno: bisogna leggerlo tra le righe, riempire i vuoti, anticipare i problemi che il progettista non ha visto perché non ha mai visto una lamiera slabbrare su una piega.
Riprendiamo ad analizzare i punti dal 20 al 24 della nostra tabella, che è possibile scaricare come sempre cliccando su QUESTO LINK o sul bottone a fine articolo.
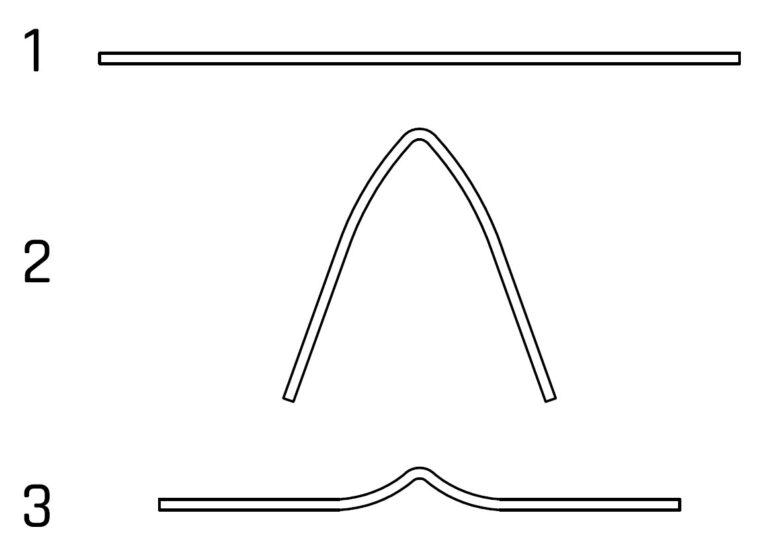
20) Ci sono tolleranze nel disegno?
Le casistiche potrebbero essere infinite ma, quando arriva un nuovo disegno, una delle prime cose da fare anche solo guardando il cartaceo (PDF) è verificare la presenza di tolleranze, evidenziarle e capire se comportano la modifica del nostro disegno 3D o del solo sviluppo.
Ad esempio, se ci troviamo una tolleranza su una piega con quota finita 100 mm e tolleranza +0 / +2 mm, possiamo impostarla a 101 mm per restare nel mezzo campo di tolleranza.
Lo stesso vale per i fori.
Se invece la tolleranza è su dimensioni finite di pezzi con molte pieghe, indica il margine d’errore ammesso: il progettista ci sta mostrando dove possiamo “muoverci” e il piegatore potrà gestire la quota in base alla propria esperienza (figura 1).
21) Il cliente ci ha chiesto dei sovrametalli?
Succede spesso che la richiesta arrivi da aziende terziste che si occupano di meccanica di precisione, le quali richiedono componenti in lamiera destinati a successive lavorazioni su macchine utensili.
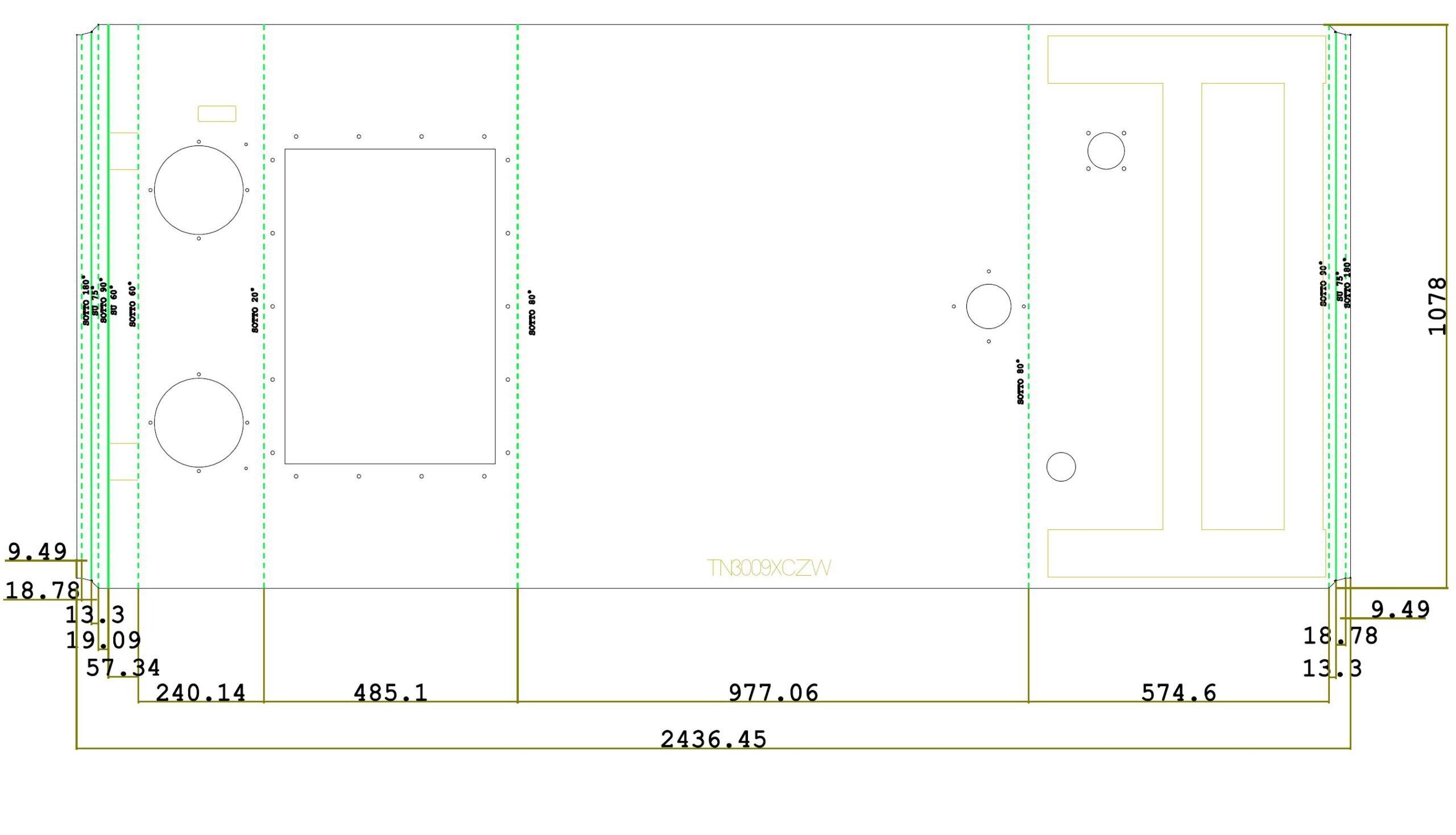
In questi casi il cliente può chiedere uno spessore maggiore o un sovrametallo lungo i bordi, soprattutto in presenza di fori ciechi o zone di accoppiamento.
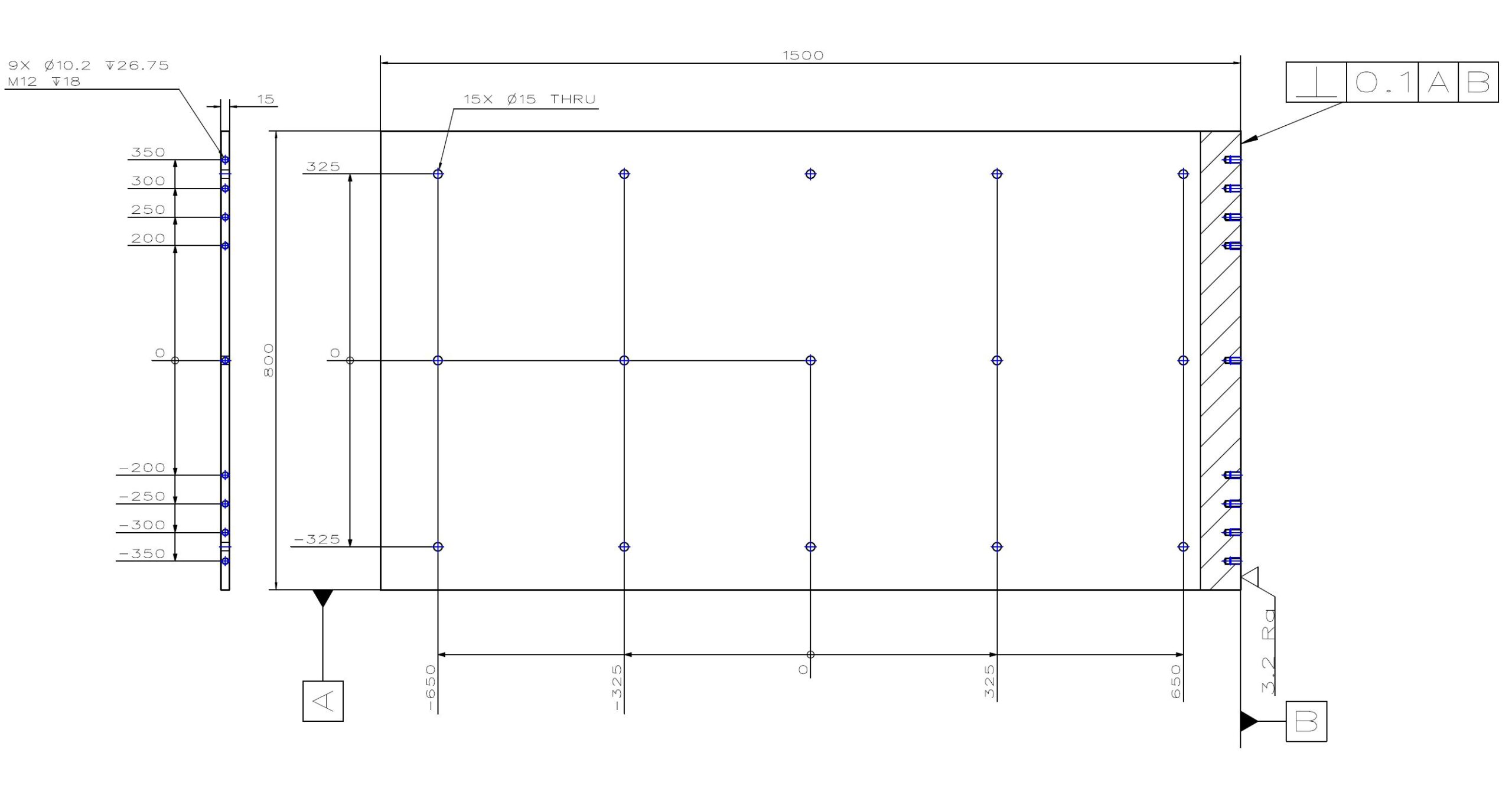
In figura 2 vediamo sulla destra una sezione parziale con dei fori ciechi che dovranno essere realizzati sullo spessore della lamiera: in quel caso, per ottenere una rugosità Ra 3.2 il cliente ha richiesto 2 mm di sovrametallo.
Ed è una richiesta sensata: quella superficie è giusto lavorarla, in questo caso al progettista non interessa tanto la qualità della superficie ma che il piano sia perfettamente perpendicolare per garantire un accoppiamento.
Ricordiamoci che, per quanto evoluto, il laser non taglia mai in modo perfettamente perpendicolare; un piccolo sovrametallo consente poi di lavorare il pezzo in CNC, ottenendo superfici perfettamente precise.
Solo a quel punto potremo andare a realizzare i fori ciechi su un piano effettivamente perpendicolare.
Il nostro compito è aggiornare il disegno — anche se la richiesta arriva solo a voce — e annotarla chiaramente, così da evitare dubbi o incongruenze tra sviluppo e finito.
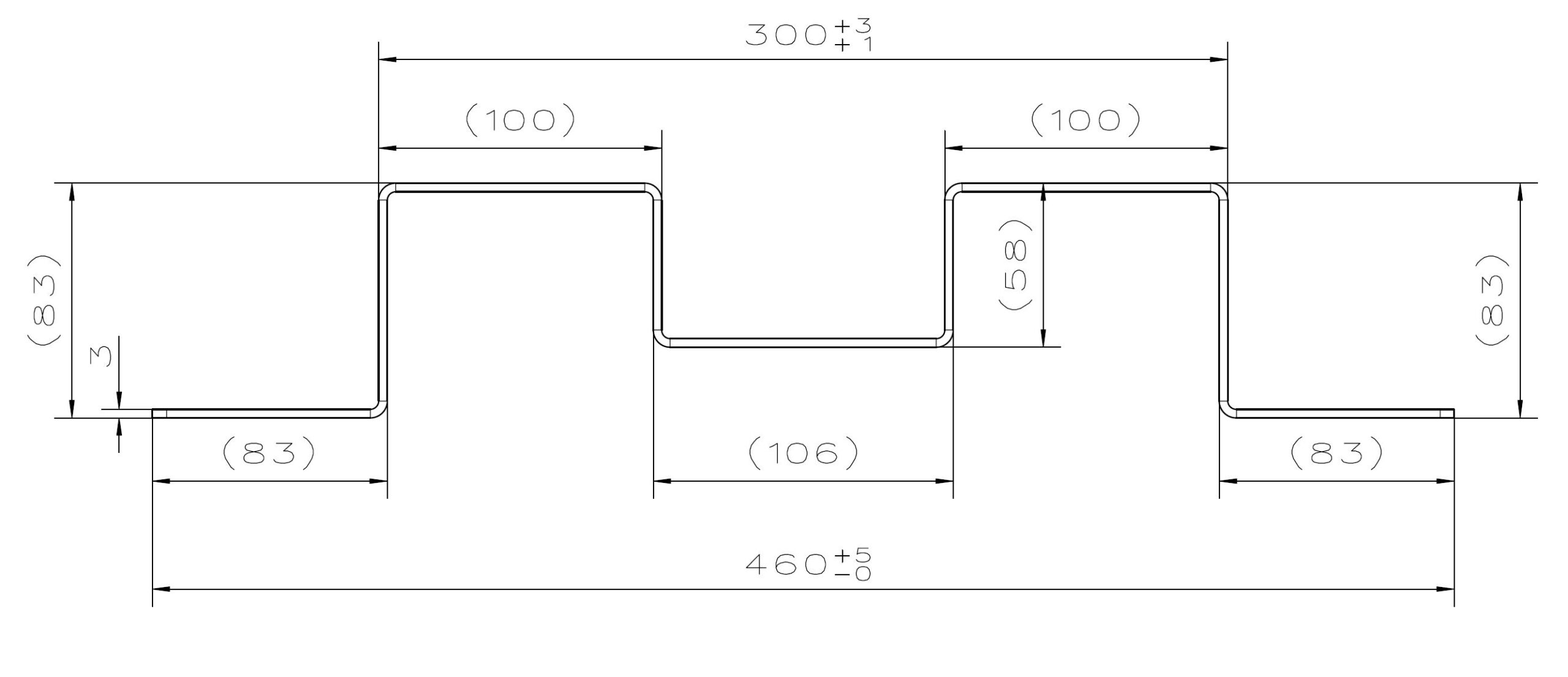
22) Sul disegno sono presenti lavorazioni meccaniche come filettature, svasature o lamature (o altre che facciamo internamente)?
Tasto dolente, soprattutto per chi si occupa di preventivazione.
Spesso arrivano disegni pieni di fori filettati ma senza indicazione del numero esatto. Risultato: tempo perso a contarli uno a uno.
Chi progetta dovrebbe sempre indicare chiaramente numero, tipo e posizione delle lavorazioni meccaniche: aiuta chi fa il prezzo, chi disegna, e chi produce (figure 3 e 4).
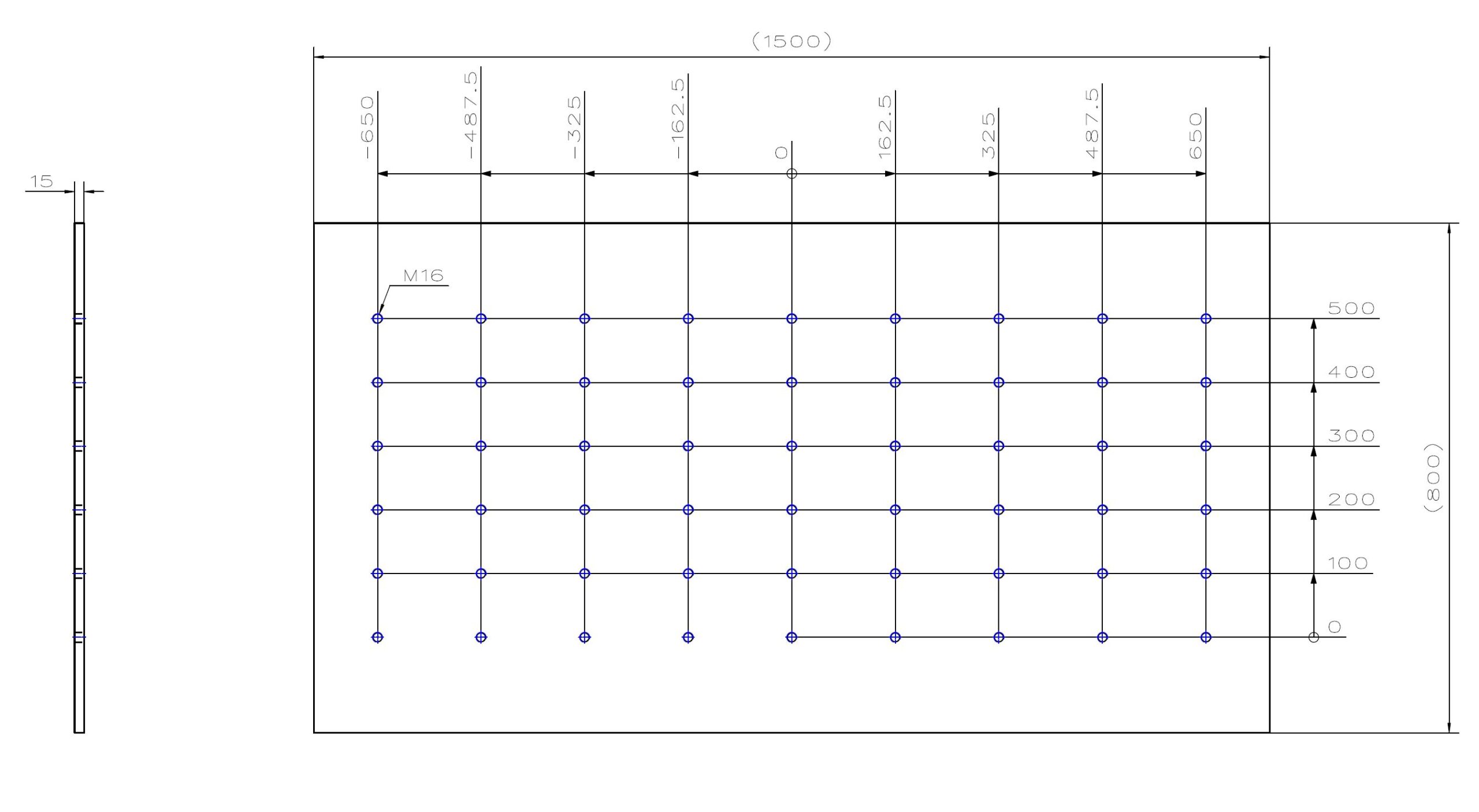
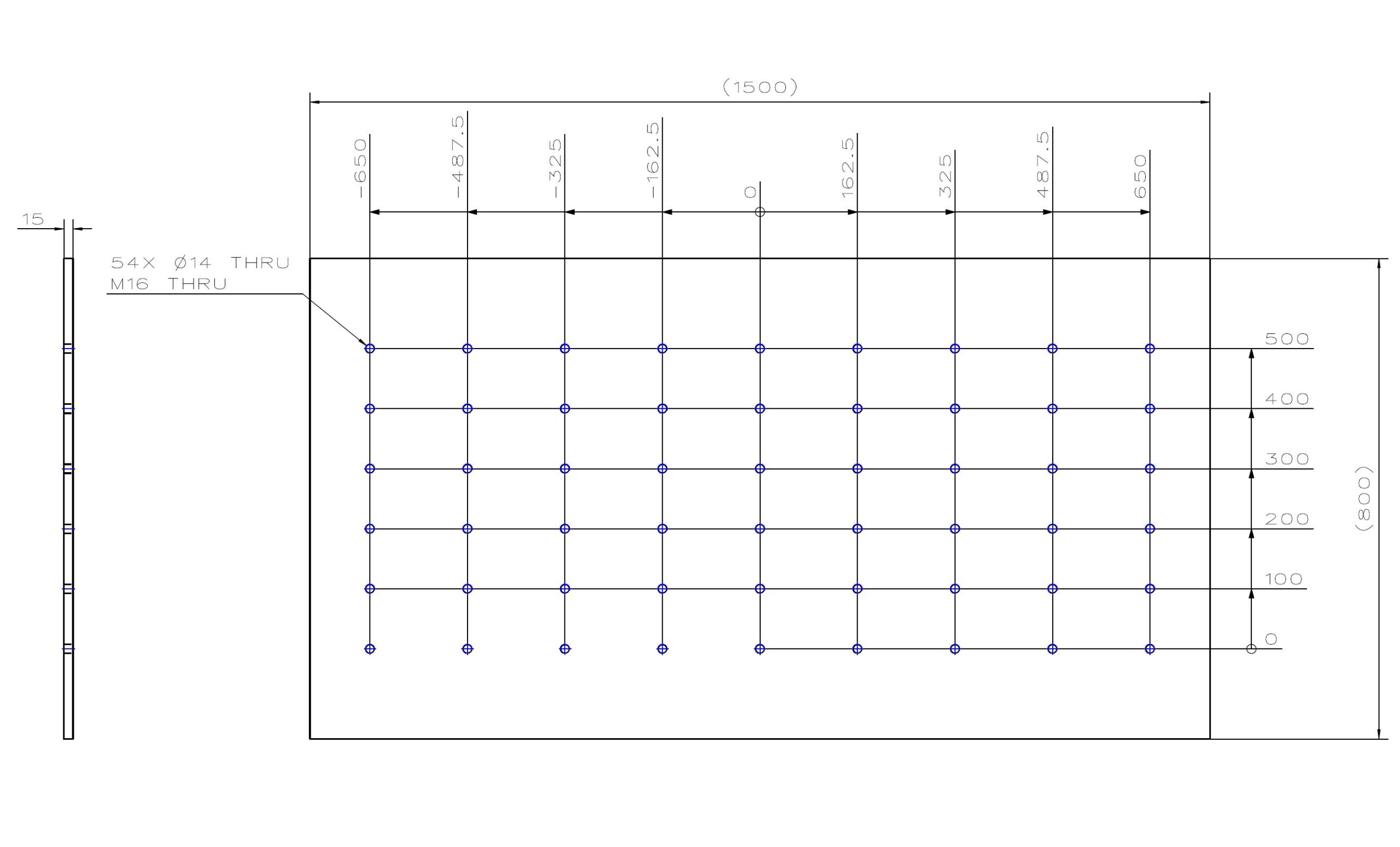
Per esempio, un foro M6 (passo grosso) richiede un foro di Ø 5 mm; ma capita di trovarne anche qui diametri errati o pieni di numeri decimali, costringendoci a correggere o adattare in base alle attrezzature disponibili.
È fondamentale conoscere quali lavorazioni l’azienda può eseguire internamente, quali vengono esternalizzate e quali non si offrono affatto, per evitare promesse impossibili e perdite di tempo.
23) Il pezzo necessita di tagli?
Sul tema dei tagli di scarico in prossimità delle pieghe ci siamo già soffermati nel numero di ottobre 2025, parlando delle deformazioni che si possono generare quando fori, asole o smussi sono troppo vicini alla linea di piega.
In questo capitolo voglio invece approfondire alcuni casi pratici dove il taglio non serve a evitare la deformazione, ma diventa una vera e propria necessità funzionale o strutturale.
Tagli di riferimento per piegare “a segno”
Un’altra funzione spesso sottovalutata dei tagli è quella di un aiuto visivo per il piegatore.
Quando il pezzo è molto piccolo, oppure le pieghe non sono parallele al bordo di appoggio, diventa difficile sfruttare i riscontri della macchina.
In questi casi, due piccoli taglietti da 3-5 mm alle estremità della piega consentono di allineare visivamente il punzone, senza perdere tempo in prove o aggiustamenti.
È una pratica “da vecchia scuola” ma ancora attualissima, soprattutto nelle aziende dove convivono piegatrici moderne e macchine datate.
Un metodo da standardizzare
Ogni azienda dovrebbe documentare come e dove introdurre i tagli, creando una piccola tabella interna con: tipo di spessore, materiale, e dimensioni del taglio consigliato.
Questo evita interpretazioni soggettive, soprattutto quando più disegnatori lavorano su progetti diversi ma condividono le stesse attrezzature di piega.
Un approccio standardizzato riduce gli errori, migliora la ripetibilità e accelera le fasi di nesting e sviluppo.
In definitiva, i tagli non sono “ferite” nella lamiera, ma punti di sfogo intelligenti che permettono al materiale di comportarsi come vogliamo.
Saperli inserire, riconoscere e gestire con metodo è uno di quegli aspetti che trasformano un buon disegno in un pezzo che nasce già “giusto” al primo colpo.
Tagli di sfogo su pezzi complessi o tramogge
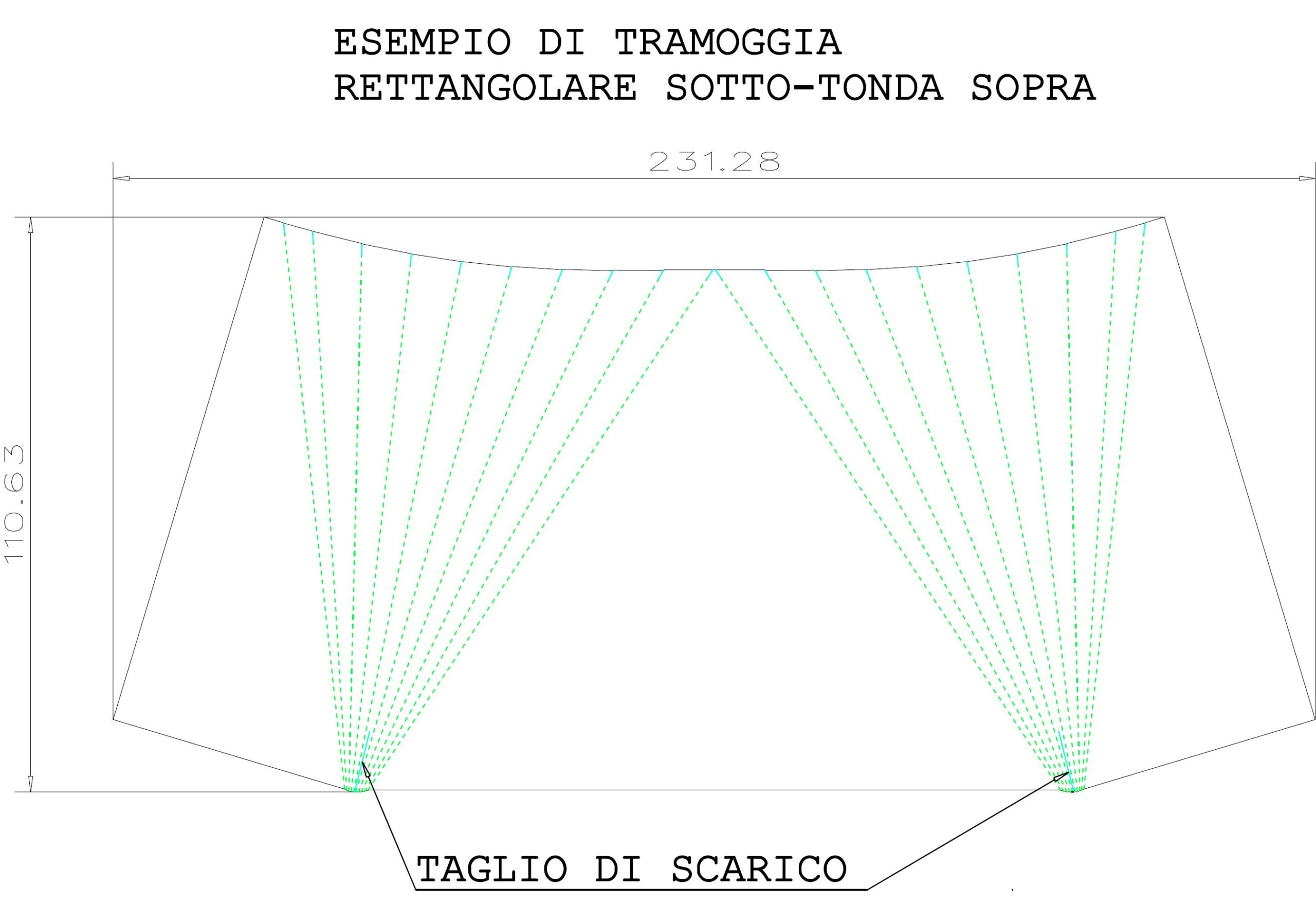
Quando una lamiera presenta numerose pieghe concentrate in un’area ristretta — tipico il caso delle tramogge rettangolari-tonde — il materiale tende ad accumulare tensioni e a “tirare”, generando ondulazioni o piccole deformazioni locali.
Su questo tema esistono diversi approcci: alcuni piegatori preferiscono introdurre tagli di sfogo nelle zone più sollecitate (vedi figura 5), per permettere al materiale di distendersi liberamente ed evitare la formazione di cricche o imbarcamenti.
Altri, più legati ai metodi della vecchia scuola, preferiscono raddrizzare manualmente le deformazioni a fine piega, intervenendo con piccoli assestamenti o colpi di martello, così da evitare di dover poi saldare e ripulire i tagli.
Entrambe le soluzioni sono valide: tutto dipende dallo spessore della lamiera, dal tipo di materiale e dal tempo che si può dedicare alla finitura.
Se il pezzo sarà comunque saldato, i tagli di sfogo restano la scelta più logica; se invece è un pezzo unico o estetico, può avere senso lavorare di aggiustamento manuale.
In ogni caso, è buona pratica definire la scelta in fase di disegno, annotandola nelle note tecniche o sul layer dedicato alla piegatura, così che chi andrà in macchina sappia già come procedere.
24) Il pezzo necessita di tracciature?
Le tracciature sono il linguaggio visivo tra chi disegna e chi monta.
Possono servire per marcare codici, loghi del cliente, oppure linee di riferimento per saldare altri componenti (figura 6).
In altri casi vengono usate per facilitare l’assemblaggio in officina, distinguendo componenti simili, destri e sinistri.
Possono sostituire i taglietti nel piegare “a segno”, ma con una differenza: possiamo marcare solo le pieghe verso l’alto.
Immaginate un profilo a “Z”: una piega sarà verso su, l’altra verso giù — e solo la prima può essere tracciata. Per questo, a seconda dei casi, si sceglierà tra tracciature, taglietti o dime dedicate, in base alla tecnologia e al livello di precisione richiesto.
Dal disegno al pezzo: il lavoro invisibile di chi completa l’incompiuto
Alla fine, quello che abbiamo visto in questo articolo non è “controllare il disegno”. È completarlo.
Perché un disegno tecnico, per quanto dettagliato, non conterrà mai tutte le informazioni necessarie alla produzione. Non perché chi lo ha fatto sia incompetente, ma perché chi progetta una macchina intera non può conoscere ogni singola criticità dei componenti, nel nostro caso la lamiera. Non è il suo mestiere.
Il nostro compito è prendere quel disegno e aggiungere tutto quello che manca: decidere dove stare nel campo di tolleranza, annotare i sovrametalli richiesti a voce, verificare i diametri dei fori preparatori per le filettature, inserire i tagli di scarico dove servono, tracciare le linee di riferimento per chi monta.
Queste non sono modifiche arbitrarie. Sono traduzioni: dal linguaggio del progetto al linguaggio della produzione. E se questa traduzione non avviene, o avviene male, il pezzo non esce. O esce sbagliato.
C’è una competenza nascosta in tutto questo, che spesso non viene riconosciuta: saper anticipare quello che il disegno non dice. Guardare una piega vicino a un foro e capire che serve un taglio di scarico. Vedere una tolleranza e decidere immediatamente se impatta sullo sviluppo o solo sul margine finale. Ricordarsi che tre settimane fa il cliente ha chiesto un sovrametallo e metterlo nero su bianco prima che l’informazione si perda.
Sono micro-decisioni che sembrano banali prese singolarmente, ma sommate fanno la differenza tra un flusso produttivo fluido e uno pieno di intoppi. Tra un pezzo che esce al primo colpo e uno che torna indietro con una nota: “non si può montare”.
Il disegno perfetto non esiste. Esiste il disegno ben completato, ben interpretato, ben tradotto.
E quella è responsabilità nostra di chi sta nel mezzo tra il progetto e la macchina. Di chi sa che dietro ogni linea su un PDF c’è un pezzo reale che dovrà uscire da una pressa, e che per farlo uscire bene servono domande, verifiche, aggiunte e – quando serve – anche il coraggio di chiamare il cliente e dirgli: «Così come l’hai disegnato non funziona, ma ho una soluzione migliore».