

L’attrito è un fattore determinante nei sistemi meccanici con moto relativo. Nei sistemi tribologici, attrito e usura modificano progressivamente le superfici a contatto, facendo evolvere nel tempo il comportamento del sistema. Non risulta di solito possibile ricavare una relazione matematica unica e completa in grado di descrivere in modo esaustivo il funzionamento di un sistema tribologico. Per ciascuna applicazione è pertanto necessario affiancare all’analisi teorica anche prove su componenti reali, che risultano però spesso complessi, onerosi e di lunga durata.
Introduzione alla tribologia
Nei sistemi meccanici soggetti a moto relativo, l’attrito costituisce un parametro funzionale critico, influenzando rendimento energetico, generazione di calore e stabilità del contatto: si pensi, ad esempio, a componenti critici dei motori per autoveicoli, alle giunzioni femorali in ambito biomedicale o anche ai semplici cardini di una porta. In altri contesti, invece, la resistenza di attrito assume un ruolo funzionale essenziale, risultando indispensabile per il corretto funzionamento del sistema, come nel caso dei giunti di trasmissione a frizione oppure nell’interazione tra la ruota di una carrozza ferroviaria e il binario. In ogni caso, resta fondamentale comprenderne i meccanismi.
In generale, i sistemi tribologici si distinguono per il fatto che la loro struttura evolve durante il funzionamento. I fenomeni di attrito e di usura comportano infatti dissipazione di energia, accompagnata da una progressiva modifica delle superfici a contatto e da una perdita di materiale. Il comportamento del sistema non rimane quindi costante nel tempo, ma varia in funzione delle condizioni operative e dello stato superficiale dei corpi interagenti.
Importanza degli esperimenti
Non risulta di solito possibile ricavare una relazione matematica unica e completa in grado di descrivere in modo esaustivo il funzionamento di un sistema tribologico. Per ciascuna applicazione è pertanto necessario affiancare all’analisi teorica anche prove su componenti reali, che risultano però spesso complessi, onerosi e di lunga durata.
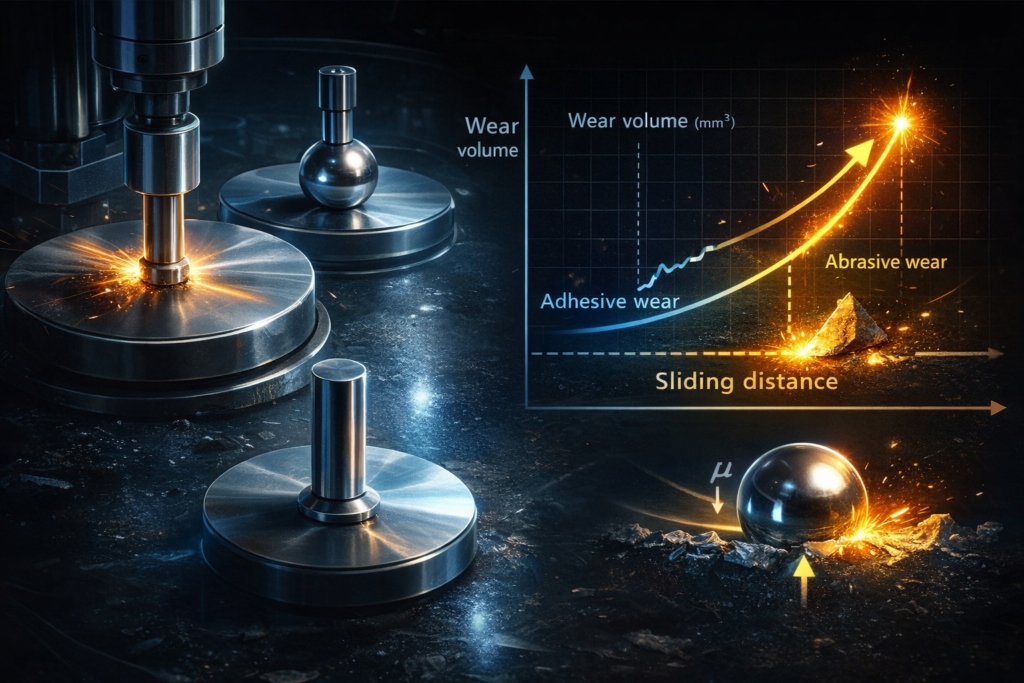
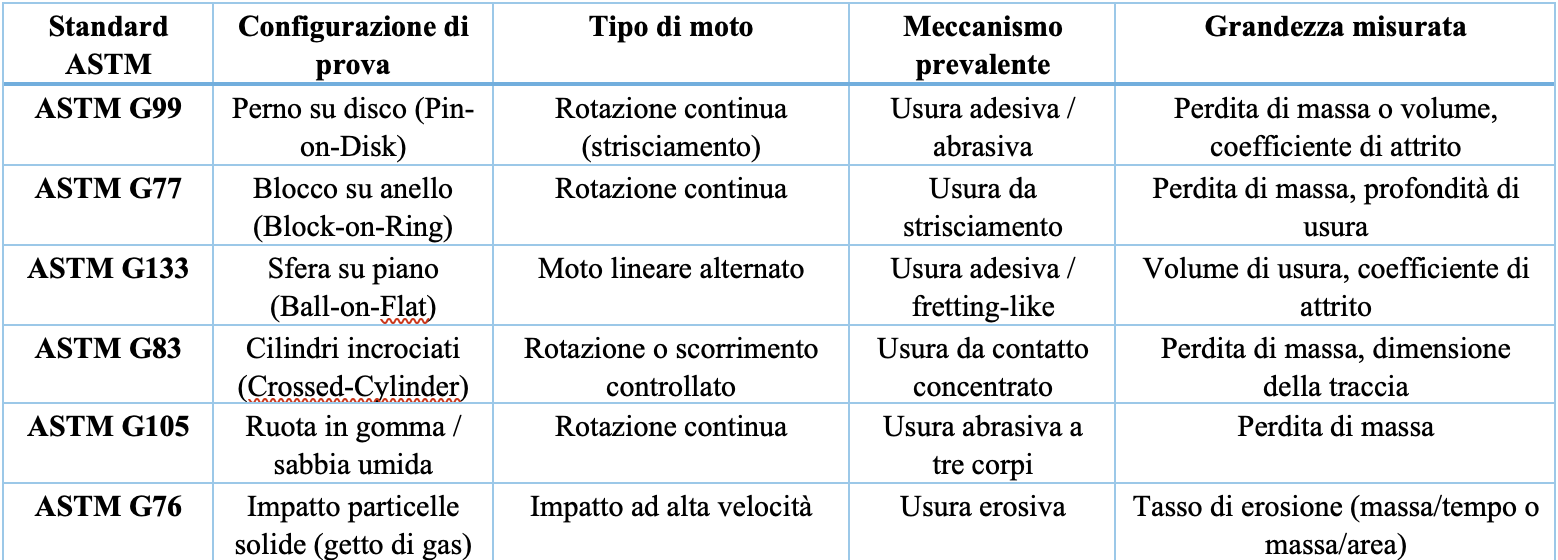
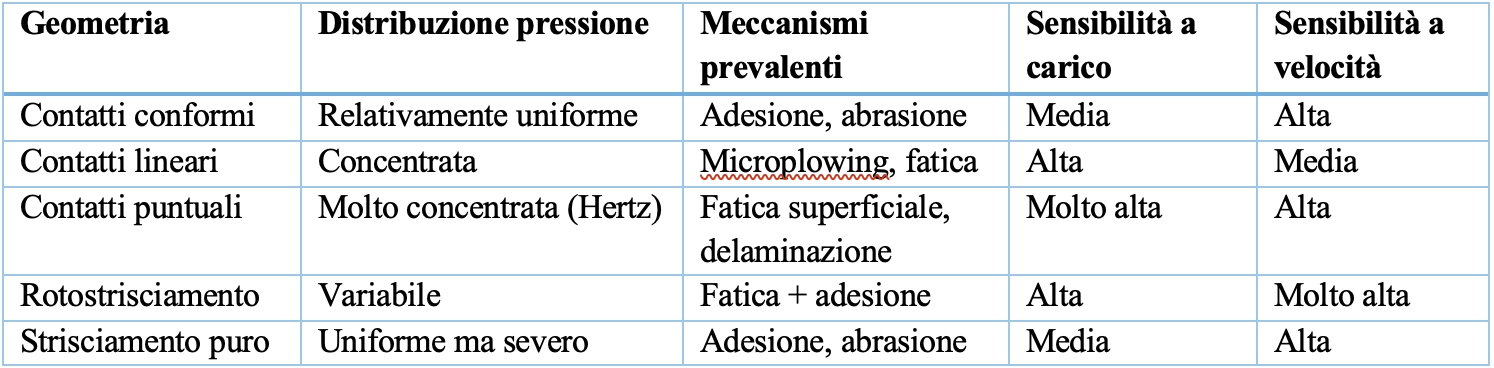
Accanto a tali verifiche, assumono quindi grande importanza prove in configurazioni semplificate, svolte in laboratorio o su banco prova, che consentono di ridurre complessità e costi pur mantenendo condizioni controllate (Tabella 1). Si pone tuttavia il problema dell’interpretazione dei risultati ottenuti e del loro corretto trasferimento alle applicazioni industriali effettive.
In studi di laboratorio e, più in generale, in attività sperimentali in ambito tribologico, è necessario operare in modo tale da favorire l’identificazione dei meccanismi responsabili del danneggiamento da usura. A questo scopo, occorre riprodurre in maniera quanto più possibile aderente alla situazione reale le principali condizioni operative del sistema, tra cui:
- la tipologia di contatto tra i due corpi antagonisti;
- la pressione di contatto;
- la velocità del moto relativo;
- la temperatura nella zona di contatto.
Un ruolo determinante è inoltre svolto dalle caratteristiche superficiali dei materiali coinvolti. Le proprietà delle superfici dei corpi a contatto influenzano infatti in modo significativo la natura delle interazioni fisico-chimiche e meccaniche che si instaurano all’interfaccia.
Semplificazioni fondamentali e parametri essenziali
Nei modelli teorici si assume spesso, per semplicità, che le superfici a contatto siano idealmente piane e perfettamente regolari. Nella realtà, tuttavia, esse presentano asperità e avvallamenti (rugosità e ondulazioni), difetti derivanti dai processi di lavorazione e difetti microstrutturali, quali ad esempio inclusioni di materiali indesiderati. Queste discontinuità possono modificare in modo anche considerevole proprietà e comportamento delle superfici, influenzando in modo diretto i fenomeni di attrito e di usura.
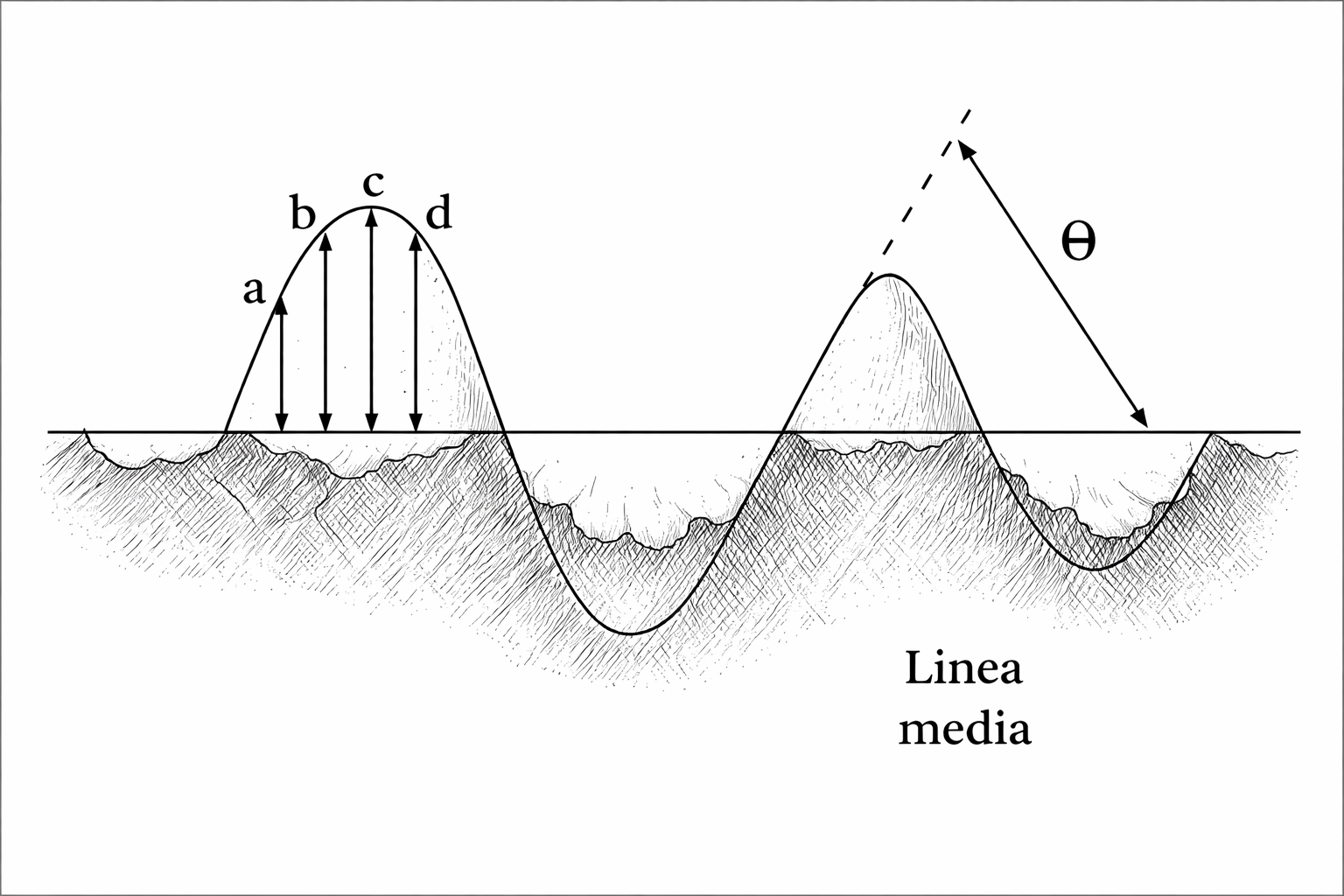
La rugosità superficiale può essere rappresentata a partire dalle misurazioni puntuali degli scostamenti del profilo reale rispetto alla linea media di riferimento grazie a parametri geometrici, tra i quali i più usati sono (Figura 1):
- Ra, rugosità media aritmetica, definita come il valore medio aritmetico degli scostamenti assoluti del profilo rispetto alla linea media nell’intervallo di valutazione,
- Rq, rugosità media quadratica (o scarto quadratico medio), definita come la radice quadrata della media dei quadrati degli scostamenti del profilo rispetto alla linea media,
- θ, valore medio dell’angolo che la tangente locale al profilo, in corrispondenza di ciascuna asperità, forma con la linea media di riferimento, generalmente inferiore a 10° e più frequentemente compreso tra 1° e 5°.
Contatto in condizioni reali
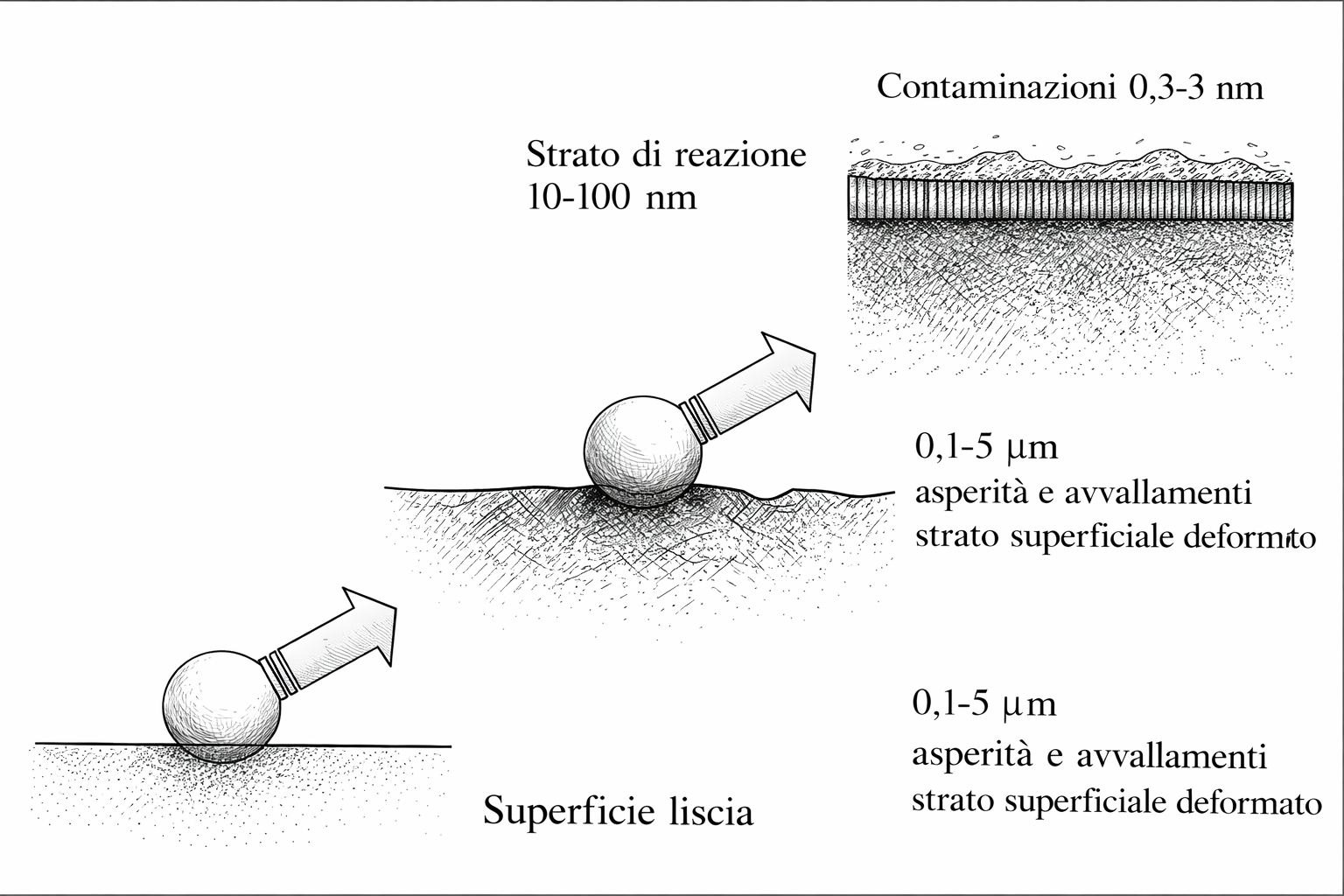
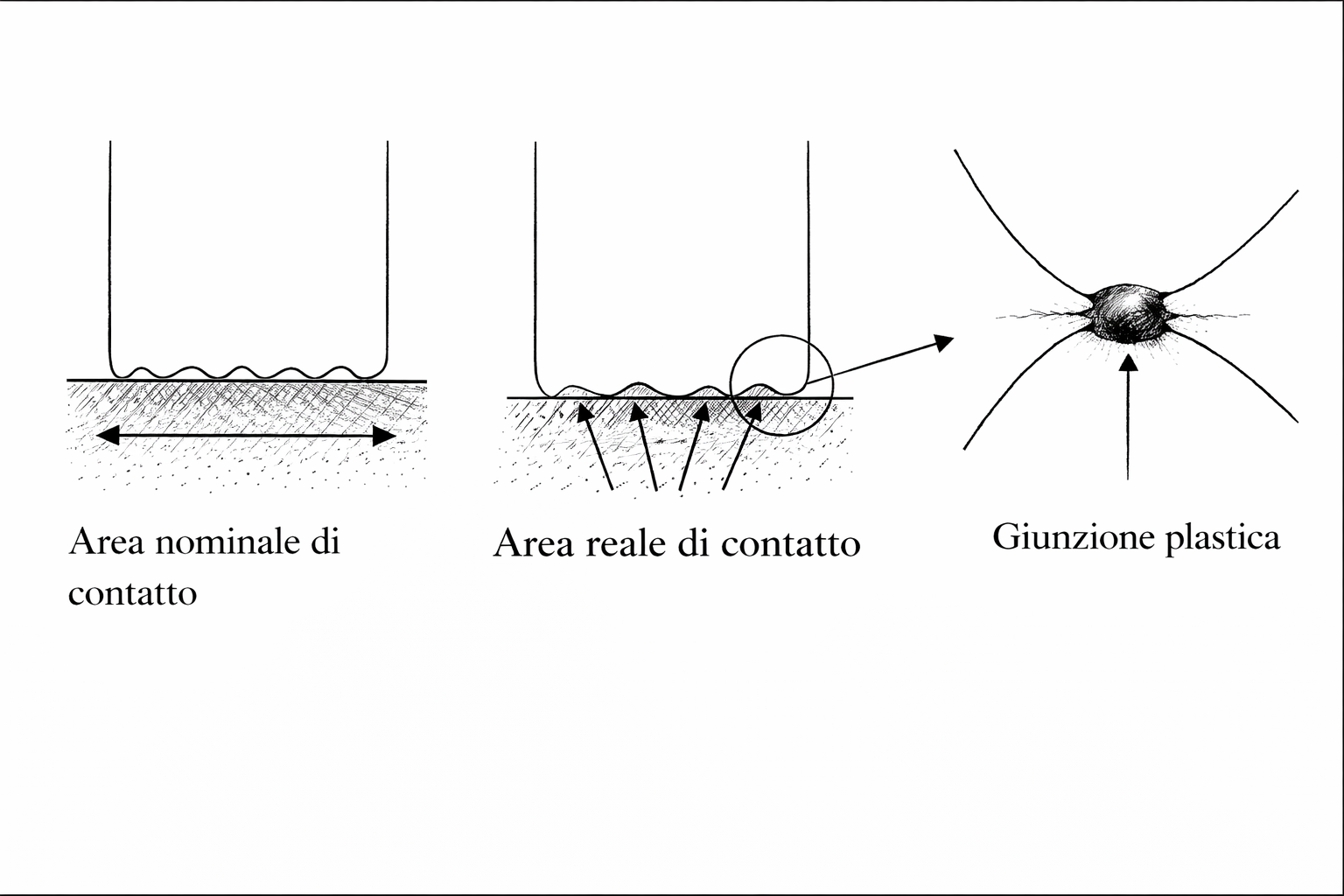
Occorre tuttavia considerare che una superficie reale presenta di solito (Figura 2):
- uno strato esterno di contaminazione, costituito da residui di grassi o di lubrificanti, gas adsorbiti, ecc.;
- uno strato intermedio di reazione, prodotto da interazioni chimiche tra il materiale e l’ambiente circostante (generalmente, ossidi);
- uno strato successivo incrudito per deformazioni plastiche, tipico dei materiali metallici, di entità dipendente dal materiale e dal processo di lavorazione.
Inoltre, nel contatto tra due superfici, solo alcune delle asperità vengono effettivamente in contatto, per cui l’area reale di contatto (Ar) risulta inferiore all’area geometrica (o nominale, o apparente), ed è data dalla somma delle aree di contatto (Ai) delle asperità coinvolte (Figura 3). Il contatto tra le asperità può portare a deformazioni di tipo sia elastico che plastico. Il secondo caso si presenta di regola nel caso di materiali metallici, mentre nel caso di materiali ceramici le deformazioni possono essere elastiche (reversibili) se la rugosità superficiale è sufficientemente bassa.
Attriti e ruolo delle forze
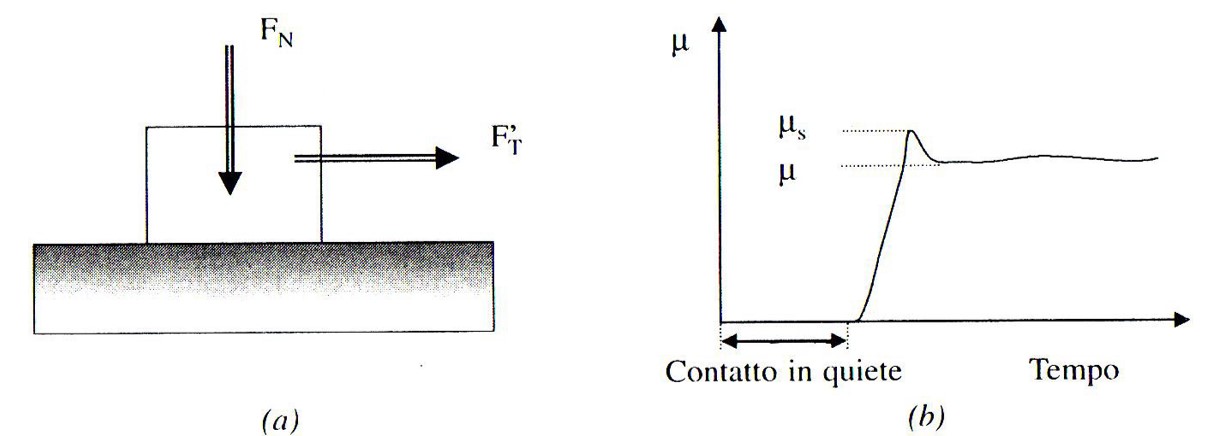
Passando ad esaminare meglio i fenomeni di attrito (Figura 4), si è soliti definire coefficiente d’attrito cinematica (m) il rapporto tra forza resistente di attrito (FT) e forza normale applicata (FN) durante il movimento. Affinché tra i due corpi a contatto si realizzi il movimento con velocità relativa (v), la forza tangenziale applicata deve risultare superiore alla forza resistente di attrito.
In generale si assume che m sia indipendente:
- dall’area nominale di contatto (An),
- dal carico normale applicato (FN) e
- dalla velocità del moto relativo (v).
In realtà, il coefficiente d’attrito risulta spesso dipendente dalle condizioni di moto e soprattutto dallo stato delle superfici a contatto (rugosità, natura e morfologia degli ossidi superficiali, ecc).
La forza d’attrito (FT) deriva sostanzialmente da due fattori:
- una resistenza di origine adesiva (Fad), dovuta a microsaldature che si producono tra asperità superficiali a contatto in seguito alle elevate pressioni interfacciali;
- una resistenza che il corpo più tenero oppone al moto relativo e alla solcatura da parte delle asperità del corpo più duro, ossia alla sua abrasione (Fabr).
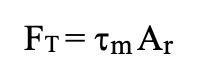
La componente adesiva dipende dall’area reale di contatto (Ar) e dalla forza di taglio (tm) necessaria a separare le asperità a contatto, secondo la relazione:
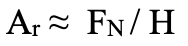
In prima approssimazione l’area reale di contatto (Ar) può considerarsi direttamente proporzionale al carico normale applicato e inversamente proporzionale alla durezza (H) del materiale più tenero:
Il contributo al coefficiente d’attrito della forza adesiva (Fad) è dato pertanto da:

La componente abrasiva della forza d’attrito può essere espressa a sua volta tramite il prodotto della sezione trasversale retta del solco creato (Ap) e dello sforzo medio necessario per avere deformazione plastica (pY). Tale componente assume una notevole importanza quando uno dei due materiali a contatto è molto meno deformabile dell’altro, oppure anche quando particelle dure sono presenti all’interfaccia tra le due superfici in moto relativo.
Tassi di usura
Spostandoci ora al concetto di usura, ossia di danneggiamento delle superfici solide con una perdita progressiva di materiale dovuta al moto relativo sotto carico, è innanzitutto importante notare come la misura dell’entità dell’usura stessa possa essere effettuata in unità di massa, di volume o di dimensione. Di solito, l’usura negli esperimenti viene misurata come tasso di usura inteso quale perdita di volume (V) per unità di percorso (s), oppure come il suo valore specifico, ossia la perdita di volume per unità di percorso e di carico assiale.
In detti termini, è opportuno sottolineare come il tasso di usura rappresenti una caratteristica di un sistema tribologico e non una proprietà di un unico materiale. Essa dipende infatti da:
- materiali con cui sono realizzati i corpi a contatto;
- geometria di contatto;
- tipi di interazione;
- condizioni ambientali;
- morfologia delle superfici
- natura dei lubrificanti e modalità di lubrificazione.
Impostati carico, velocità, percorso e temperatura, attraverso i test tribologici si riescono ad ottenere informazioni essenziali sui fenomeni di attrito, usura, rumore, vibrazioni.
Meccanismi di usura
Collegati all’usura, è possibile identificare diversi meccanismi, quali:
- adesione;
- abrasione;
- erosione;
- fatica superficiale;
- tribossidazione (fretting).
Detti meccanismi concorrono, anche in modo combinato, alla formazione dei principali fenomeni di danneggiamento superficiale (Figura 5).
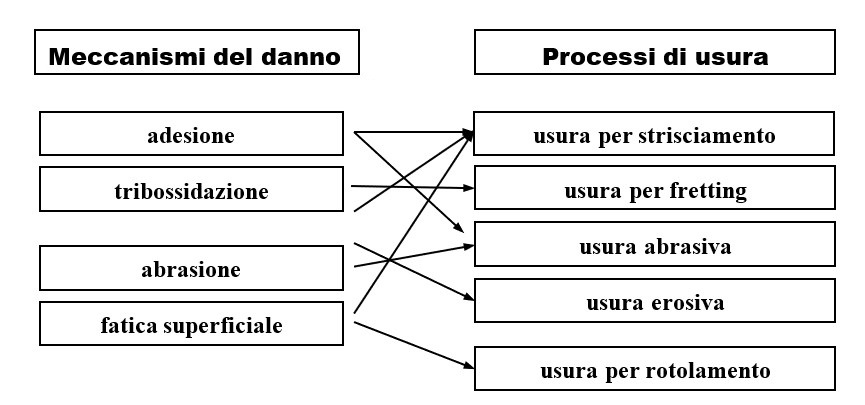
L’usura da strisciamentoderiva da fenomeni di adesione e da deformazioni plastiche localizzate, dalla tribo-ossidazione e, in determinate condizioni, anche da processi di natura abrasiva. Possono inoltre manifestarsi forme specifiche di danneggiamento: si parla, ad esempio, di usura per fusione quando la temperatura superficiale raggiunge valori tali da determinare la localizzata fusione del materiale; analogamente, si può avere usura per diffusione quando, in presenza di pressioni e temperature particolarmente elevate, si instaurano fenomeni di interdiffusione tra i materiali a contatto, con conseguente riduzione della resistenza meccanica nella zona interfaciale. Si definisce comunemente usura adesiva la condizione in cui la resistenza al taglio all’interfaccia tra le microgiunzioni formatesi sulle asperità è superiore alla resistenza al taglio dei materiali coinvolti. In tale situazione, le sollecitazioni tangenziali favoriscono il distacco di frammenti dal materiale meno resistente e il trasferimento di materia da un corpo all’altro. Si genera così uno strato di materiale trasferito, spesso indicato come “terzo corpo”, che può a sua volta partecipare al processo di danneggiamento, fino alla formazione di veri e propri detriti di usura. Si parla poi di usura per delaminazione quando le deformazioni plastiche delle regioni superficiali causano la formazione di cricche di frattura che, propagandosi circa parallelamente alla superficie esterna, portano alla formazione di frammenti di usura prevalentemente in forma da lamine o scaglie (Figura 6). Questo tipo di usura può essere descritto quantitativamente dalla ‘relazione di Archard’ che pone in proporzionalità diretta il volume di materiale rimosso per unità di percorso (tasso di usura) al rapporto tra la forza applicata normalmente alla superficie e la durezza del materiale soggetto ad usura (tipicamente il più tenero) attraverso un fattore dimensionale denominato proprio coefficiente di usura di Archard.
L’usura adesiva o da deformazioni plastiche può essere favorita da:
- assenza di lubrificazione;
- impiego di materiali caratterizzati da una elevata tendenza all’adesione reciproca (caso frequente con coppie di materiali metallici);
- insufficiente resistenza alla deformazione dei materiali a contatto, che favorisce gli inneschi di cricche di frattura suscettibili di propagarsi e dare origine a frammenti di usura (caso frequente in presenza di strati superficiali duri, ad es. cementati, nitrurati, ecc., o depositati mediante processi PVD o CVD, suscettibili di presentare fragilità;
- coppie cinematiche operanti sottovuoto o in ambiente inerte, ossia in assenza di ossidi superficiali capaci di agire come lubrificanti solidi;
- i componenti caratterizzati da rugosità superficiali molto basse.
Usura a due o tre corpi
L’usura di tipo abrasivo si produce, come detto, quando particelle o asperità superficiali dure si muovono sotto carico lungo una superficie solida. L’abrasione di un materiale può presentarsi se:
- le asperità di un materiale molto più duro dell’altro asportano frammenti dal materiale più tenero: in questo caso si parla di usura a due corpi (Fig. 7a);
- particelle dure e spigolose si interpongono tra i due corpi a contatto, causando asportazione di frammenti da uno di essi o da entrambi: in tale caso si parla di usura a tre corpi (Fig. 7b).
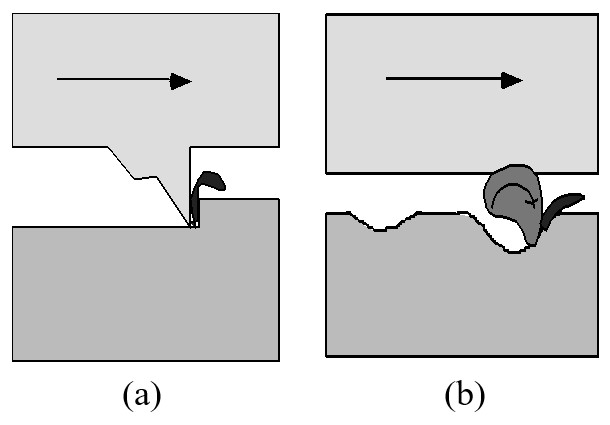
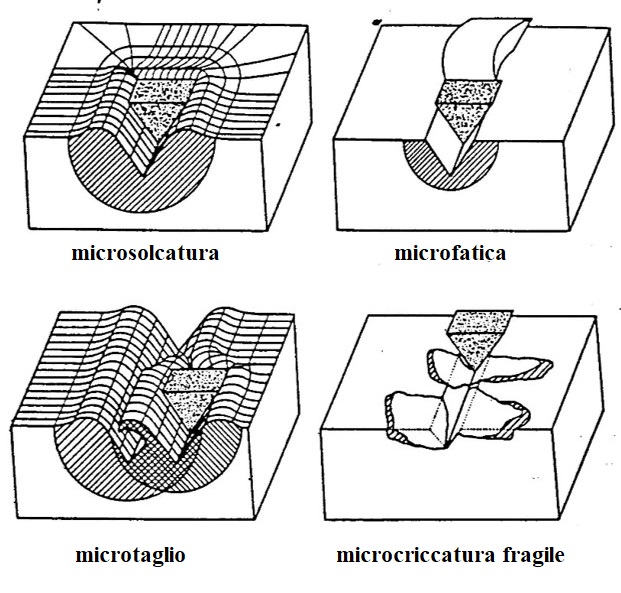
In generale l’usura a tre corpi, legata al rotolamento delle particelle dure, produce danni inferiori rispetto all’usura a due corpi. Nel caso più gravoso di usura a due corpi, si possono produrre vari meccanismi di danneggiamento, i principali dei quali sono schematizzati in Figura 8: (a) deformazioni plastiche senza asportazione di materiale (‘microsolcatura’); (b) come nel caso precedente, con innesco di fenomeni di fatica da passaggi ripetuti di asperità e deformazioni plastiche cumulative (‘microfatica’); (c) micro truciolatura del materiale più tenero in sostanziale assenza di deformazioni plastiche (‘microtaglio’); (d) formazione di frammenti e perdita di materiale per innesco e propagazione di cricche di frattura fragile (‘microfrattura’).
Effetti dell’ossidazione
Nella maggior parte dei casi i sistemi tribologici operano in aria, talora in assenza di lubrificanti e con alte velocità del moto relativo. A tale riguardo, è tipico il caso degli utensili per lavorazioni meccaniche ad alta velocità in assenza di fluidi lubrorefrigeranti, di regola tossici e inquinanti. Pertanto, le superfici di lavoro (in particolare le superfici dei componenti metallici) presentano uno strato superficiale di ossidi che tende a sgretolarsi e nello stesso tempo a riformarsi nel corso dell’esercizio. Il modo di usura che ne deriva, conosciuto come tribo-ossidazione, combina fenomeni ossidativi e di azioni meccaniche in corrispondenza delle due superfici a contatto. In tal senso, si usa distinguere l’usura tribo-ossidativa ad alta velocità di moto relativo dall’usura tribo-ossidativa a bassa velocità. Nel primo caso la temperatura può raggiungere valori tali da provocare l’ossidazione diretta delle asperità a contatto. Lo strato ossidato cresce in corrispondenza di tali asperità finché, raggiunto uno spessore critico, non si rompe formando frammenti di usura. Nel secondo caso (velocità inferiori a 1 m/s ca.) le asperità a contatto rimangono relativamente fredde, e il processo di usura ossidativo è favorito da bassi carichi e da condizioni fortemente ossidanti.
In generale l’usura ossidativa è moderata. Tuttavia, essa assume particolare importanza nel caso del ‘fretting’, un modo di usura causato da movimenti alterni di strisciamento a corto raggio, quali, ad esempio, quelli che vibrazioni possono produrre tra componenti meccanicamente serrati. In tali circostanze è necessario utilizzare materiali poco soggetti ad ossidazione (metalli nobili, ceramici), limitare il riscaldamento delle superfici a contatto oppure ricorrere ad una lubrificazione efficace che impedisca i contatti diretti tra i corpi antagonisti.
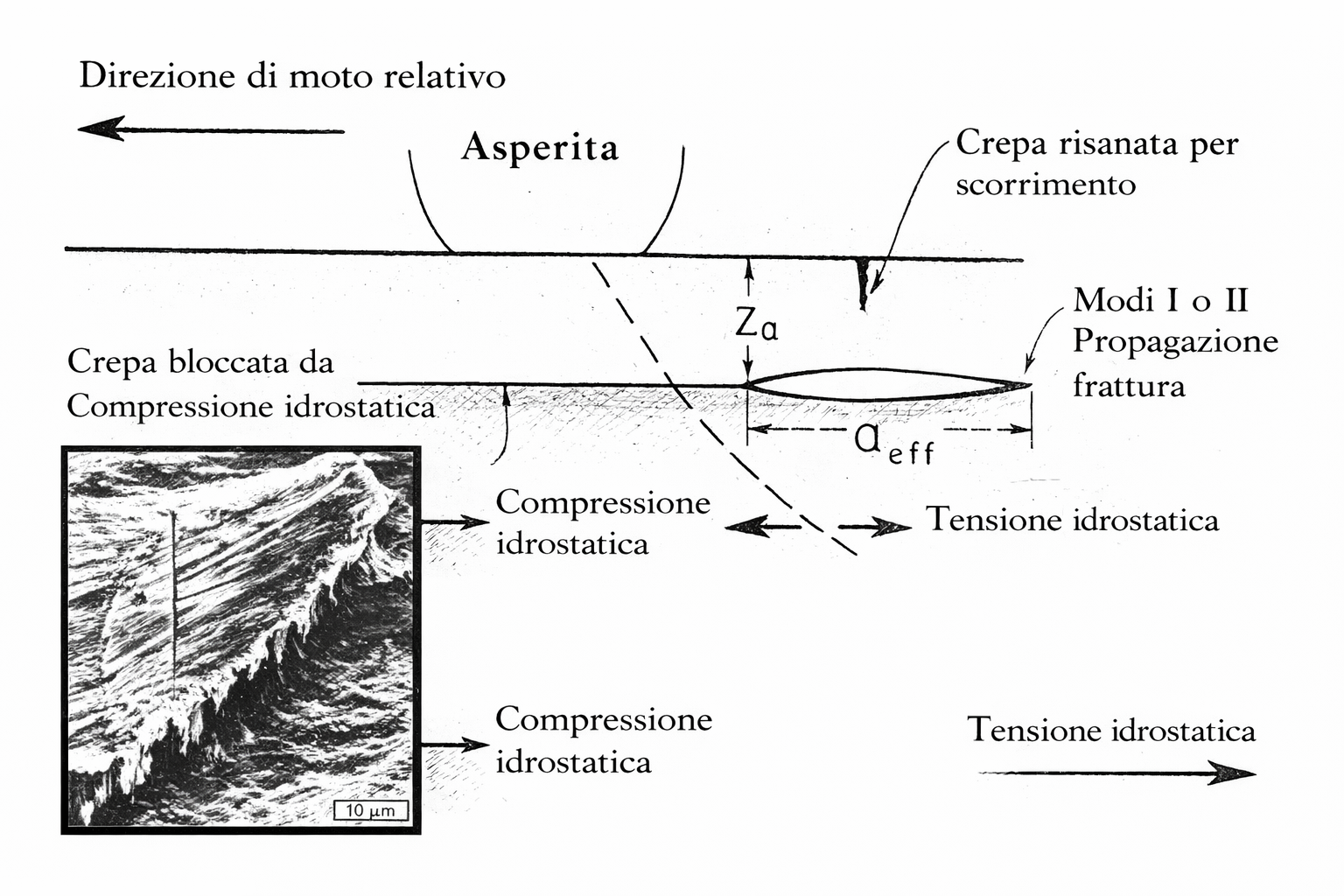
All’interno di corpi a contatto sottoposti a sollecitazioni superficiali cicliche si può avere, anche in presenza di lubrificante, un danneggiamento cumulativo con conseguente nucleazione e propagazione di cricche, con possibile formazione di frammenti di usura.
In condizioni di lubrificazione fluida (m→0) la nucleazione avviene sostanzialmente in corrispondenza delle discontinuità microstrutturali (inclusioni non metalliche, precipitati di seconde fasi, ecc.), sia in superficie dove la difettosità è maggiore, sia ad una certa profondità dove l’intensità delle sollecitazioni è massima. Nel caso di nucleazione superficiale, la cricca si propaga verso l’interno e, alla profondità alla quale la sollecitazione di taglio è massima, si propaga parallelamente alla superficie esterna. Quando la lunghezza della cricca raggiunge un certo valore, essa tende a deviare nuovamente verso la superficie con conseguente formazione di un frammento di usura.
Diagrammando il carico applicato in funzione del numero di cicli necessari per formare il primo frammento di usura, si possono costruire curve utili a determinare un limite di durata in funzione del numero di cicli (nel caso dell’usura per fatica superficiale, sembra che tale limite non esista). In definitiva, l’usura per fatica superficiale è favorita in materiali caratterizzati da una scarsa combinazione tra durezza e tenacità, eterogenei e di scarsa qualità (cioè con un alto contenuto di inclusioni e altre difettosità), mentre è ovviamente sfavorita da stati superficiali residui di compressione che tendono a chiudere le cricche di usura.
Geometrie di contatto e test
Nei sistemi tribologici la geometria del contatto riveste un ruolo fondamentale, poiché influenza in modo diretto la distribuzione delle pressioni, l’estensione dell’area reale di contatto e, conseguentemente, i meccanismi di attrito e usura attivabili (Tabella 2).
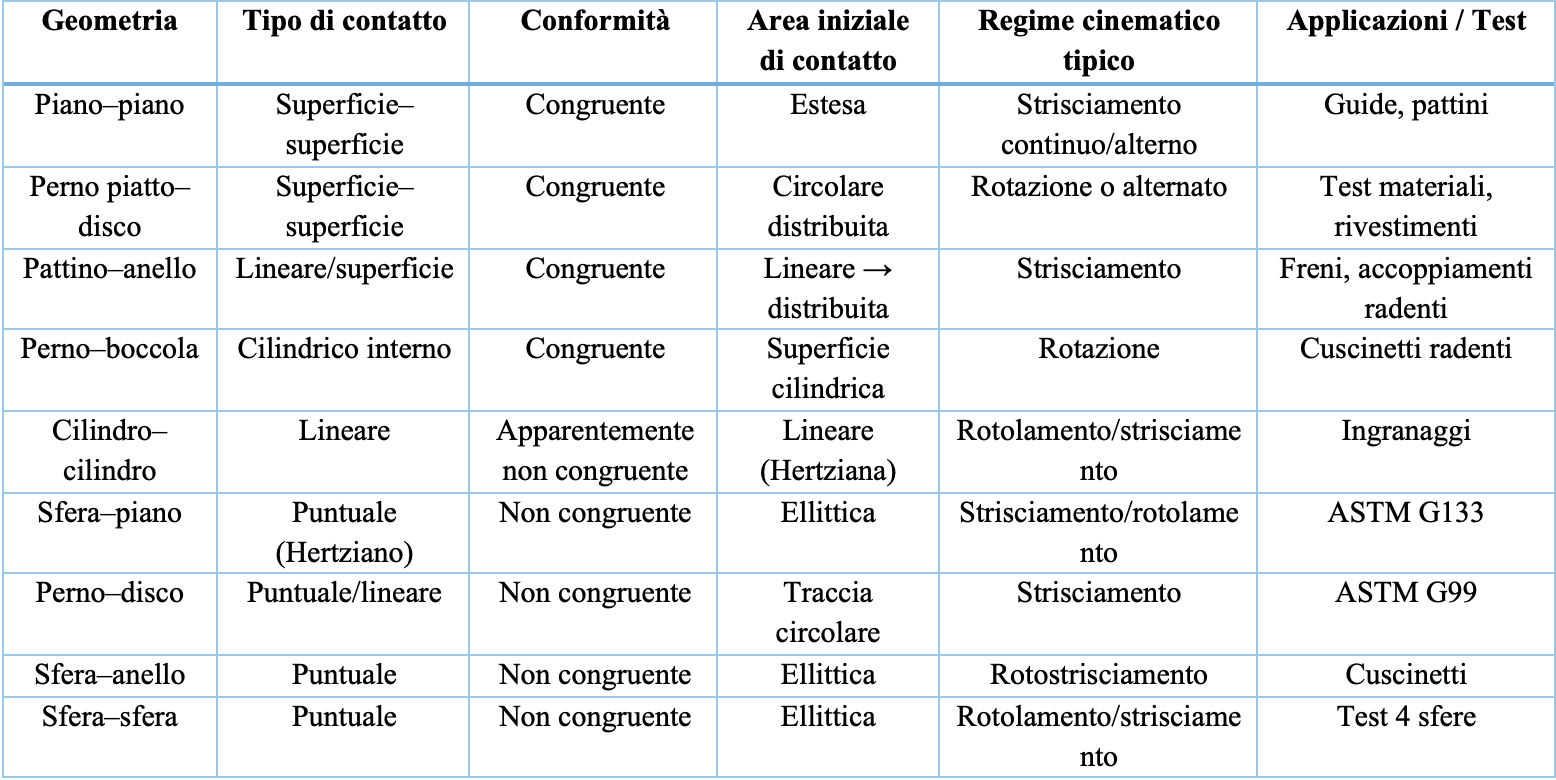
In Figura 9 sono schematizzate diverse configurazioni di contatto di tipo ‘congruente’, nelle quali i profili geometrici delle superfici risultano conformi e generano interazioni estese di tipo superficie-su-superficie. Un esempio rappresentativo è il sistema ganascia-su-tamburo, tipico delle coppie frenanti (Fig. 9b), in cui la conformità geometrica consente una distribuzione relativamente uniforme delle pressioni di contatto. Analogamente, le configurazioni cilindriche interne, come nel caso perno-boccola (Fig. 9c), largamente impiegate nei cuscinetti radenti e nei giunti meccanici, appartengono alla stessa categoria di contatti conformi. Anche le altre geometrie illustrate (Fig. 9a, 9d, 9e) rappresentano ulteriori accoppiamenti caratterizzati da elevata estensione dell’area nominale di contatto, nei quali il comportamento tribologico è fortemente influenzato dalla distribuzione globale delle pressioni e dalla capacità del sistema di mantenere la conformità durante l’esercizio. In tali configurazioni, l’usura tende a svilupparsi in modo progressivo su superfici relativamente ampie, con meccanismi spesso governati dall’interazione distribuita tra le superfici accoppiate.
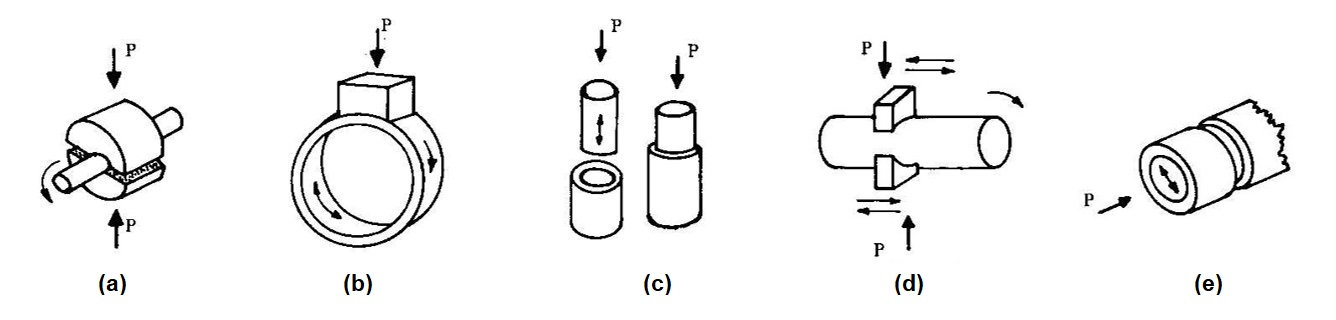
D’altra parte, tra le configurazioni sperimentali maggiormente impiegate nelle prove tribologiche rientrano i contatti non congruenti di tipo perno-su-disco (pin-on-disc), schematizzati in Figura 10. In tali configurazioni di solito c’è un elemento di piccole dimensioni (pin) che viene premuto con carico controllato contro una superficie piana rotante, generando un contatto concentrato e una traccia circolare di usura. Il pin può assumere differenti geometrie, quali sfera, cilindro o stelo ad estremità arrotondata, al fine di modulare la distribuzione delle pressioni e il regime di contatto. Per migliorare la stabilità del sistema e garantire una più uniforme ripartizione del carico applicato, possono essere impiegati anche più perni simultaneamente. Questa configurazione consente un controllo accurato dei parametri di prova — carico normale, velocità di scorrimento e percorso — ed è particolarmente adatta allo studio dell’attrito e dell’usura in condizioni di strisciamento secco o lubrificato. Tuttavia, presenta configurazioni geometriche di contatto che possono differire in modo significativo da quelle che compaiono nella realtà.
Alcuni casi speciali
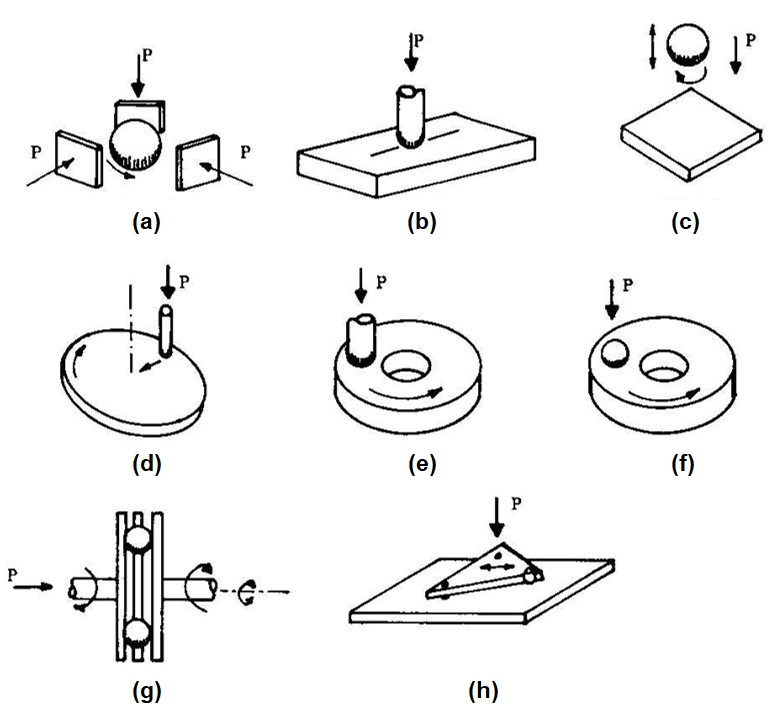
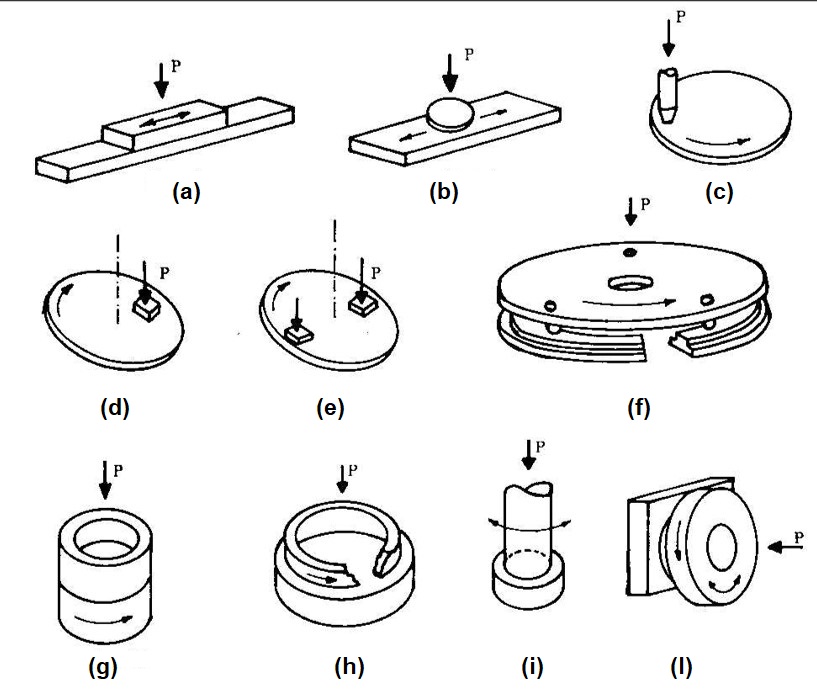
La Figura 11 illustra diverse configurazioni di contatto tra superfici sia congruenti sia apparentemente non congruenti, riconducibili al caso tipico del sistema perno-boccola e, più in generale, ai contatti anello-su-anello. In tali configurazioni due corpi cilindrici o toroidali sono posti a contatto sotto carico normale controllato (P), con possibilità di imporre differenti condizioni cinematiche. Le varianti mostrate nelle sottoclassi (a–d) rappresentano differenti combinazioni delle velocità periferiche dei due elementi, consentendo di passare da condizioni di rotolamento puro (assenza di strisciamento relativo) a condizioni di strisciamento puro, fino a situazioni intermedie di rotostrisciamento, nelle quali il moto relativo è caratterizzato da una combinazione controllata di rotolamento e scorrimento. Tale modulazione permette di dosare l’entità del contributo tangenziale, variando dal 0% al 100% di rotolamento, e quindi di investigare meccanismi di usura differenti, quali fatica superficiale, micro-slittamento o usura adesiva. Le configurazioni (e–g) estendono il concetto a sistemi cilindrici incrociati o coassiali, nei quali il contatto può assumere carattere lineare o superficiale a seconda della conformità geometrica e delle deformazioni elastiche indotte dal carico. In questi casi il moto relativo può essere continuo o alternato, rendendo tali configurazioni particolarmente adatte allo studio dei fenomeni di rotolamento con slittamento controllato, tipici dei cuscinetti, degli ingranaggi e degli accoppiamenti radenti. Nel complesso, la figura evidenzia come la variazione della cinematica relativa e della conformità geometrica consenta di riprodurre in laboratorio condizioni operative molto diverse, mantenendo sotto controllo i parametri fondamentali del sistema tribologico.
Le successive immagini illustrano un insieme articolato di configurazioni di contatto ampiamente impiegate nelle prove tribologiche, caratterizzate da differenti livelli di conformità geometrica, distribuzione delle pressioni e modalità cinematiche. In Figura 12 sono riportate geometrie tra superfici piane congruenti, inclusa la configurazione perno piatto-su-disco, nella quale un elemento a estremità piana viene premuto contro un disco rotante o soggetto a moto alternato. Questa configurazione è particolarmente indicata per lo studio dell’usura da strisciamento in condizioni controllate, consentendo di analizzare la formazione della traccia di usura, l’evoluzione del coefficiente d’attrito nel tempo e l’influenza del carico sulla stabilità del contatto. È una geometria frequentemente utilizzata nello studio di materiali metallici, rivestimenti superficiali (PVD, CVD) e materiali polimerici caricati.
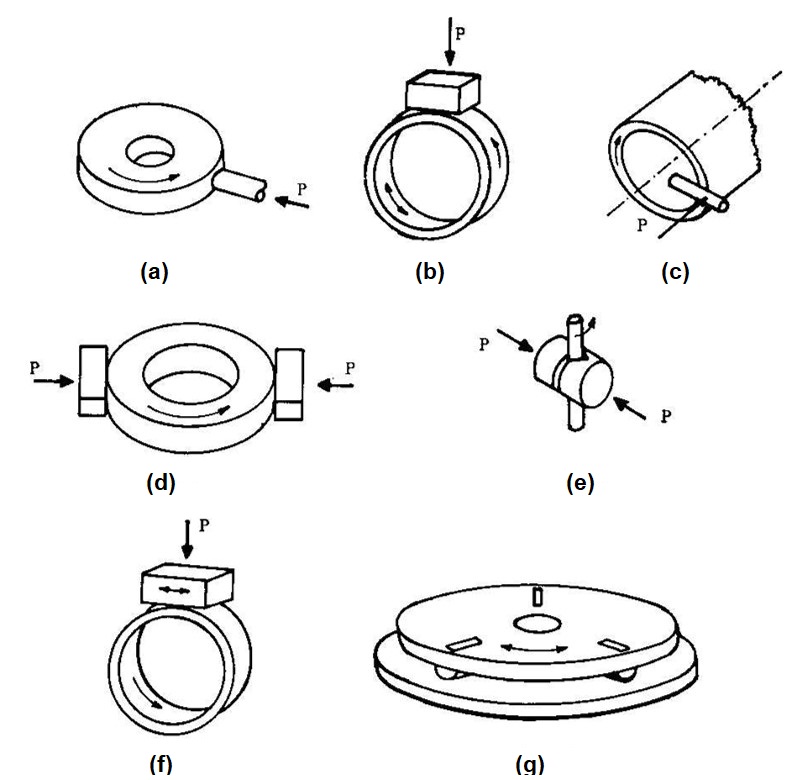
La Figura 13 mostra invece configurazioni di tipo pattino (generalmente piatto)-su-anello e cilindro-su-piano, in cui il contatto può essere lineare o superficiale a seconda della geometria e della deformabilità dei materiali. Tali configurazioni riproducono condizioni tipiche di sistemi reali quali freni a disco, pattini di guida o accoppiamenti radenti. Il moto relativo può essere continuo o alternato, permettendo di indagare fenomeni quali micro-slittamento, usura abrasiva e generazione di vibrazioni tribologiche (stick-slip).
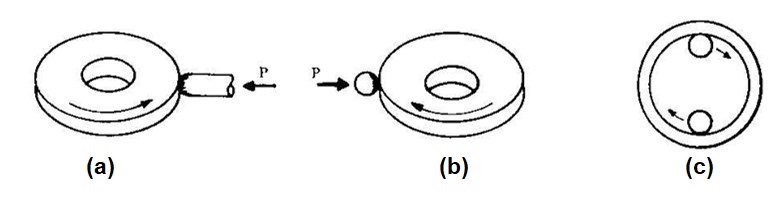
In Figura 14 sono rappresentate configurazioni di tipo perno sferico-su-anello, analoghe al contatto sfera-su-pista nei cuscinetti volventi. In questi sistemi il contatto è inizialmente puntuale (Hertziano) e si sviluppa su un’area ellittica sotto carico; la cinematica può essere regolata per ottenere rotolamento puro, strisciamento o combinazioni di rotostrisciamento. Tali configurazioni risultano particolarmente idonee allo studio della fatica superficiale, della nucleazione sub-superficiale di cricche e della delaminazione, fenomeni tipici degli organi di trasmissione meccanica e dei cuscinetti ad alta velocità.
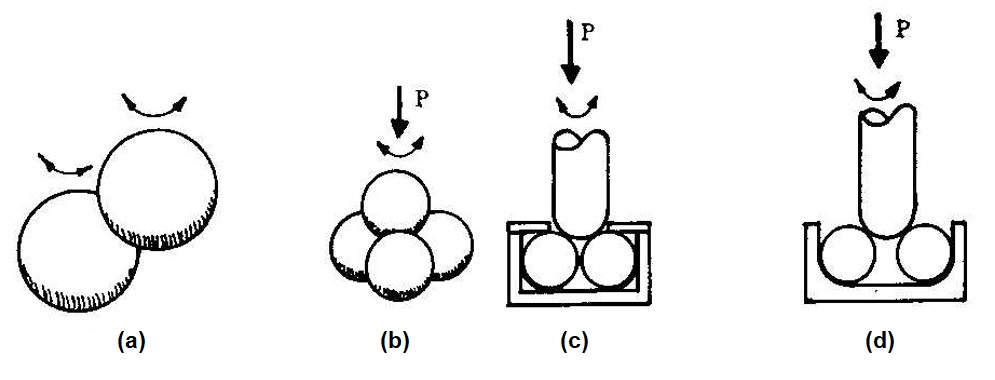
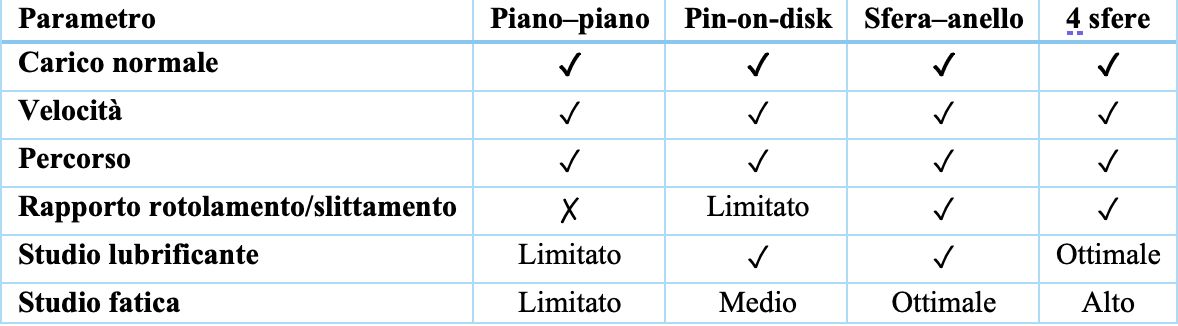
Infine, la Figura 15 riporta configurazioni sfera-su-sfera, nelle quali il moto relativo può variare dal rotolamento puro allo strisciamento completo. Questa geometria è largamente utilizzata nelle prove su lubrificanti, come nel test a quattro sfere, dove tre sfere inferiori costituiscono il supporto mentre una sfera superiore viene caricata e messa in rotazione. Tale configurazione consente di valutare la capacità del lubrificante di ridurre l’attrito, prevenire il grippaggio e limitare l’usura in condizioni di elevata pressione di contatto, risultando quindi fondamentale nella caratterizzazione di oli industriali e additivi antiusura.
Nel loro insieme, le configurazioni illustrate evidenziano come la scelta della geometria di contatto non sia un semplice aspetto costruttivo, ma un parametro sperimentale cruciale che determina il campo di sollecitazione, il regime cinematico e i meccanismi di danneggiamento attivati. La possibilità di passare da contatti estesi a contatti concentrati, e da strisciamento puro a rotostrisciamento controllato, consente di riprodurre in laboratorio condizioni operative molto diverse, garantendo al contempo il controllo dei parametri fondamentali del sistema tribologico (Tabella 3 e 4).
Compatibilità
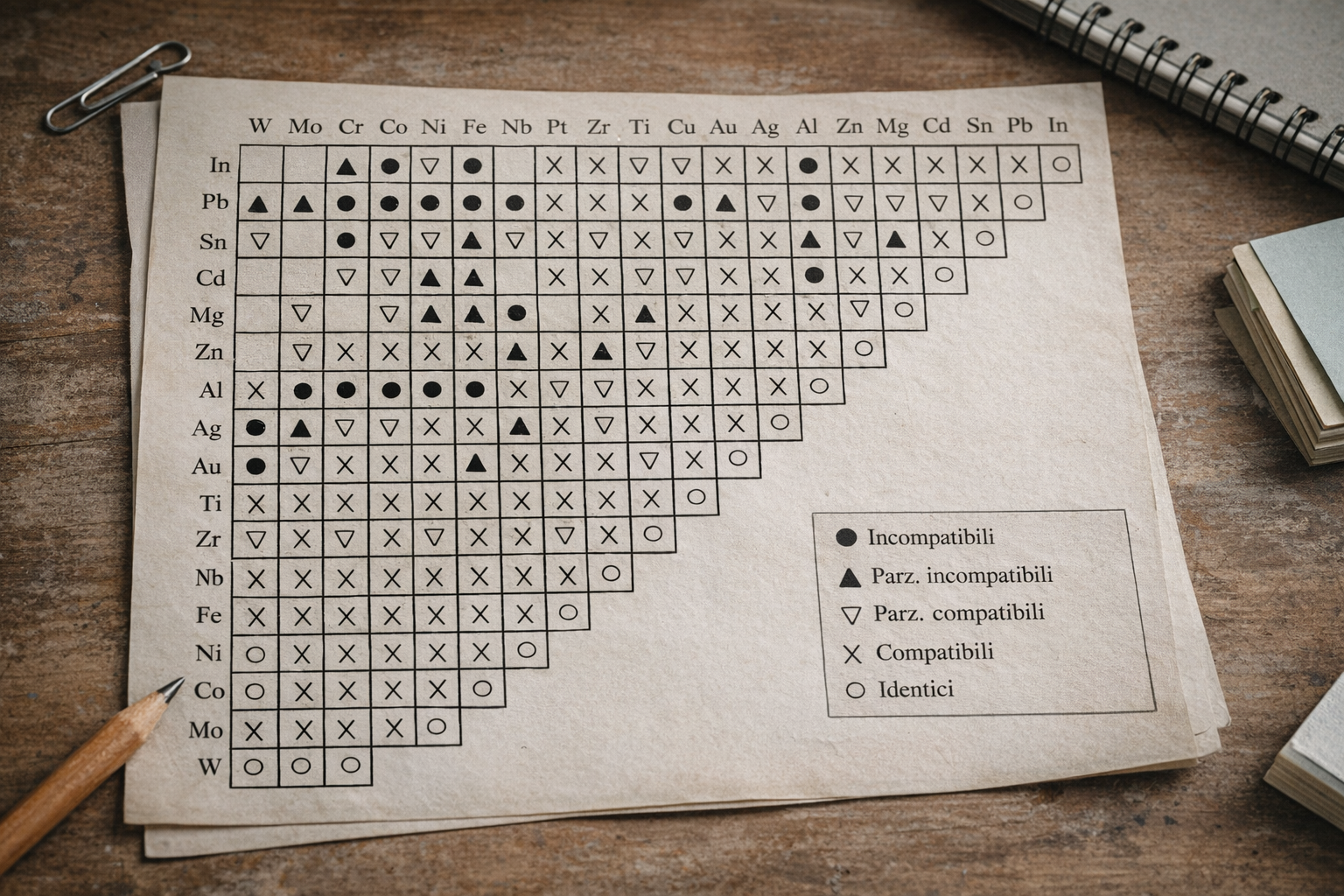
Nello scegliere e progettare le modalità di conduzione delle prove di laboratorio, è da considerare anche la compatibilità tribologica tra i due materiali a contatto, sostanzialmente dipendente dalla mutua solubilità allo stato solido. Il caso tipico è rappresentato dalle coppie omologhe, in cui i due componenti hanno la stessa composizione e presentano, quindi, una tendenza massima all’adesione. I fenomeni di interdiffusione rendono quindi le coppie tanto meno compatibili dal punto di vista tribologiche (tendenti cioè a originare forze resistenti di attrito), quanto più sono compatibili (simili) dal punto di vista metallurgico. Seguendo questa impostazione, è stato preparato lo schema riportato in Figura 16 relativo ai materiali metallici, da cui è possibile ricavare indicazioni di prima approssimazione sull’efficacia della scelta di una coppia di materiali o di un’altra.
Una menzione tra gli elementi di base va fatta infine sulle problematiche della lubrificazione, così largamente ed opportunamente usata nell’industria meccanica per ridurre per quanto possibile il coefficiente di attrito. La lubrificazione qui è stata volutamente accantonata, non per sminuirne l’importanza, ma per affrontare il problema delle condizioni di prova esclusivamente rispetto ai materiali dei due corpi principali del sistema tribologico. Una volta determinata e caratterizzata la coppia di materiali più adatta all’applicazione specifica, è possibile passare ad una fase successiva dedicata alla ricerca\del lubrificante e del sistema di lubrificazione più adatto all’applicazione stessa.