A causa delle elevate prestazioni in termini di densità di potenza e coppia e dei requisiti di sicurezza dei Main Gearbox degli elicotteri, i loro ingranaggi devono essere progettati sulla base di metodologie validate e dati affidabili. In generale, la fatica a flessione del piede dente non rappresenta il fenomeno di cedimento più limitante per gli ingranaggi degli elicotteri, ma la conoscenza esatta dei margini di sicurezza è fondamentale a causa delle conseguenze catastrofiche associate al suo verificarsi. In particolare, i dati di resistenza a fatica del materiale devono essere rappresentativi dell’esperienza e delle pratiche specifiche del costruttore e devono includere gli effetti di diversi parametri legati alla geometria, alla produzione, ai trattamenti termici e meccanici e ai processi di finitura.
Per queste ragioni, Leonardo Helicopter sta conducendo da quasi vent’anni una campagna sistematica di prove sulla resistenza a fatica a flessione del piede dente degli ingranaggi. Le prove sono eseguite con l’approccio Single Tooth Bending Fatigue (STBF) e i risultati del primo lotto di famiglie testate sono stati presentati all’AGMA FTM 2008; essi erano focalizzati su alcune varianti di ingranaggi cementati. Da allora sono stati considerati altri sei lotti di ingranaggi, comprendenti materiali nitrurati e materiali da “precipitation hardening”, e sono state investigate ulteriori influenze, come differenti processi produttivi, parametri di trattamento termico, parametri di pallinatura e processi di superfinitura, sia tradizionali sia conformi alla normativa REACH. Leonardo possiede ora un database completo di dati di resistenza a fatica a flessione del piede dente.
Alcuni risultati parziali della campagna sono stati presentati in conferenze sugli ingranaggi o sugli elicotteri, ma molti di essi sono ancora inediti e non è mai stata pubblicata una sintesi completa dell’intera campagna di prove.
L’obiettivo del presente contributo è quello di riassumere i risultati dell’intera campagna e di confrontarli e discuterli, includendo gli approcci utilizzati per definire le curve di Wöhler impiegate per la progettazione dei componenti della trasmissione.
Introduzione
Nella progettazione dei sistemi di trasmissione aerospaziali, in particolare quelli impiegati nei sistemi ad ala rotante, la previsione della vita a fatica riveste un ruolo fondamentale per garantirne prestazioni e affidabilità. A causa dei valori molto elevati di coppia e densità di potenza dei Main GearBoxes (MGB) degli elicotteri moderni, e delle conseguenze catastrofiche derivanti da una loro rottura, è fondamentale un approccio oculato per la progettazione e la verifica degli ingranaggi. In generale, la rottura a fatica per flessione del piede dente non rappresenta il modo di cedimento più limitante per un MGB, ma è certamente il più critico, poiché comporta l’immediata interruzione della potenza trasmessa.
Per questo motivo, Leonardo Helicopter ha avviato 20 anni fa una campagna sistematica di prove, con l’obiettivo di caratterizzare le proprietà di resistenza a flessione del piede dente degli ingranaggi utilizzati negli MGB. Più nel dettaglio, lo scopo del programma è quello di indagare le prestazioni delle soluzioni e dei parametri progettuali applicabili, in termini di materiali, grado di pulizia metallurgica, processi produttivi, trattamenti termici, finitura e superfinitura e pallinatura. L’obiettivo non è limitato alla sola determinazione di dati validati relativi ai limiti di fatica. Una comprensione accurata della forma completa della curva di Wöhler (S-N) è infatti fondamentale. Infatti, gli ingranaggi degli elicotteri sono generalmente progettati per operare nel regime di fatica ad altissimo numero di cicli ma, allo stesso tempo, devono essere in grado di resistere ad occasionali sovraccarichi di breve durata derivanti da condizioni operative transitorie. Una caratterizzazione approfondita della curva di Wöhler consente quindi una migliore progettazione, riducendo il conservativismo non necessario ma mantenendo al contempo adeguati margini di sicurezza e integrità strutturale, anche in presenza di spettri di carico complessi [1], [2] .
Un primo articolo, contenente i risultati relativi ad alcune famiglie di acciai da cementazione, è stato presentato all’AGMA FTM del 2008 [3], [4].Da allora sono stati investigati molti altri materiali e parametri; alcuni risultati sono stati presentati a conferenze sugli ingranaggi [5] o pubblicati su riviste scientifiche (ad esempio [6]), mentre altri sono ancora inediti. In ogni caso, non è mai stata pubblicata una sintesi completa dei risultati né un’analisi sistematica dei parametri influenti.
Per questo motivo, dopo 20 anni di prove, il momento è maturo per proporre una sintesi completa, e gli autori hanno ritenuto che l’AGMA FTM fosse la sede più che appropriata per presentarla.
Prove pulsatore per valutare la resistenza del piede dente
Quando si indaga la resistenza degli ingranaggi, l’esperienza mostra che non è sufficiente eseguire prove su provini standard (ad esempio, quelli utilizzati nelle prove a flessione rotante o nelle prove assiali). Per considerare in modo adeguato tutte le caratteristiche legate al processo di fabbricazione degli ingranaggi, incluse quelle derivanti dalle lavorazioni e dal trattamento termico, l’opzione più adatta è eseguire prove direttamente su ingranaggi. In questo modo, il processo di trasferimento dei dati di resistenza ottenuti dalle prove all’applicazione reale risulta più diretto e non richiede ulteriori assunzioni. In ogni caso, le informazioni fornite da prove su provini standard risultano utili in una fase preliminare di preselezione, poiché consentono di ottenere dati in tempi brevi, ma non sono adatte a una valutazione dettagliata e affidabile.
Gli ingranaggi sono soggetti a diversi meccanismi di cedimento, il cui posizionamento relativo dipende non solo dalle proprietà del materiale, ma anche da numerosi fattori legati alle condizioni progettuali e operative specifiche [7]. Alcuni fenomeni di danneggiamento, come il grippaggio e la fatica da contatto, possono essere studiati solo riproducendo l’ingranamento. Per questi fenomeni, nel tempo sono state sviluppate metodologie di prova dedicate e geometrie specifiche dei provini, in modo da garantire che il setup sperimentale solleciti principalmente il modo di cedimento desiderato, minimizzando l’interferenza degli altri. Anche se il cedimento del piede dente mostra alcune differenze a seconda che l’ingranamento sia o non sia riprodotto, l’esperienza dimostra che prove in cui i fianchi selezionati dei denti sono caricati mediante una macchina di prova universale con punzoni opportunamente progettati forniscano un metodo affidabile ed efficace per la valutazione della resistenza a fatica a flessione.
La semplificazione delle condizioni di carico in questo tipo di prove offre diversi vantaggi rispetto alle prove con ingranamento convenzionale. Innanzitutto, tali prove vengono eseguite su macchine di prova universali e non su banchi prova specifici per ingranaggi, semplificando l’allestimento e la gestione delle prove. Questa configurazione consente una maggiore libertà nella geometria del provino, permettendo di testare, sulla stessa macchina, una vasta gamma di ruote dentate, purché cilindriche a denti diritti, con diverse dimensioni, geometrie e profili, con limitazioni pratiche solo per moduli molto piccoli. Isolando e testando singoli denti anziché l’intera ruota, è possibile ottenere più campioni da un unico ingranaggio, riducendo sensibilmente i costi di prova. Inoltre, a differenza delle prove con rotolamento (ovvero con ruote dentate che ingranano), le quali richiedono un metodo di analisi del contatto sotto carico per stimare con precisione il ciclo di forza agente sul singolo dente, seguito da un metodo di calcolo dello sforzo per determinare il corrispondente stato tensionale al piede, le prove al pulsatore richiedono solo quest’ultimo. La forza agente sul provino è infatti nota a priori: il carico applicato è direttamente imposto (e misurato) dalla macchina stessa, eliminando la necessità di un metodo di stima della forza.
Tuttavia, le prove al pulsatore, che non prevedono ingranamento, portano a risultati differenti a causa delle differenze statistiche e del diverso meccanismo di danneggiamento a fatica: in particolare, si ottengono valori di resistenza più elevati rispetto a quelli ottenuti tramite prove con rotolamento (vedi [8], [9], [10], [11]. Il limite di fatica delle prove al pulsatore può essere superiore anche del 20% rispetto al caso con rotolamento (vedi [12]). Nel corso degli anni, sono stati elaborati metodi di calcolo, come quello sviluppato nella comunità scientifica tedesca nel campo degli ingranaggi (vedi [13]), che consentono una “conversione” validata dei dati delle prove al pulsatore in valori utilizzabili nella di progettazione.
Definizione del provino
La definizione dell’ingranaggio provino comprende sia la scelta del numero di denti sia la progettazione della geometria e del profilo del dente. Ciò è stato effettuato considerando due vincoli principali. In primo luogo, la selezione di utensili già esistenti. In secondo luogo, la possibilità di eseguire prove a carichi compatibili con la capacità della macchina di prova, il cui carico massimo è pari a 60 kN.
Inoltre, sebbene i risultati delle prove dovrebbero essere indipendenti dalla geometria utilizzata, è stato considerato che i metodi di calcolo, per quanto sofisticati, introducono approssimazioni nella determinazione dello sforzo al piede dente a partire dalla forza applicata. Una prima approssimazione riguarda l’effetto del punto di applicazione del carico sullo stato tensionale del piede dente, che non è soggetto a un fenomeno di pura flessione, ma anche a compressione e taglio. Un ulteriore requisito geometrico consiste nel garantire che la posizione in cui il pulsatore applica il carico corrisponda al punto di contatto singolo più esterno quando il provino dentato ingrana con sé stesso nella sua condizione nominale.
Un’ulteriore scelta progettuale riguarda la selezione del numero di denti compresi tra i punzoni di prova, che corrisponde al numero di denti coperti dalla misura Wildhaber. Per evitare di testare denti adiacenti a quelli precedentemente provati, i cui piedi possono aver subito cicli di sollecitazione pregressi, seppur modesti, gli autori hanno scelto di escludere tali denti dalle prove successive. Di conseguenza, la misura Wildhaber è stata selezionata in modo da includere un numero dispari di denti, massimizzando così il numero di provini ricavabili da un singolo ingranaggio.
| Fillet Ground | Fillet Unground | ||
| Numero di denti | [-] | 32 | 32 |
| Modulo normale | [mm] | 3.76 | 3.71 |
| Angolo di pressione normale | [°] | 22.00 | 20.00 |
| Diametro di base | [mm] | 111.55 | 111.55 |
| Larghezza di fascia | [mm] | 15.00 | 15.00 |
| Diametro di testa | [mm] | 130.00 | 130.00 |
| Diametro di piede | [mm] | 111.33 | 111.33 |
| Coeff. di spostamento del profilo | [-] | 0.13 | 0.37 |
| Dedendum utensile, coeff. | [-] | 1.16 | 1.15 |
| Addendum utensile, coeff. | [-] | 1.33 | 1.36 |
| Raggio di raccordo piede dente | [mm] | 1.67 | – |
Tabella 1 – Geometria della ruota
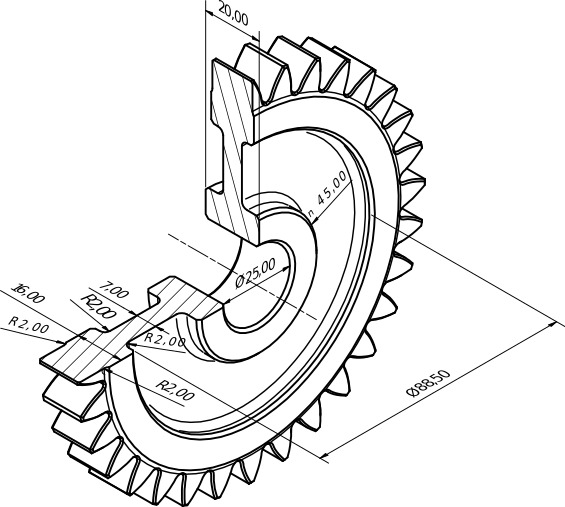
Tutti i requisiti sopra descritti portano alla definizione delle geometrie delle ruote dentate cilindriche riportate nella tabella 1. Le ruote hanno 32 denti e il numero di denti considerato per la Wildhaber [14] è stato fissato a 5. Quindi, ciascun provino d’ingranaggio consente di ricavare otto coppie di denti utilizzabili per le prove.
I provini adottati seguono completamente il ciclo produttivo aziendale. Pertanto, tutte le ruote presentano i fianchi rettificati. La differenza tra le due geometrie riguarda la possibilità di avere o meno il piede dente rettificato, in funzione dei diversi processi produttivi. In particolare, la geometria “Fillet Unground” presenta un piede dente il cui profilo effettivo è generato durante il processo di dentatura, mentre il piede dente “Fillet Ground” è realizzato mediante rettifica di forma.
Inoltre, la geometria incorpora caratteristiche rappresentative delle applicazioni reali, come mostrato in figura 1. Ad esempio, è stata prevista una cartella leggera, tipica dei design leggero degli ingranaggi, con proporzioni coerenti con la pratica industriale elicotteristica. Un altro esempio è la presenza dei raccordi laterali, che riducono lo sforzo alla base del dente.
| Geometria | F [kN] | σF0 – AGMA [MPa] | σF – ISO [MPa] | σI [MPa] – FEM |
| Fillet Unground | 10 | 382.2 | 513.4 | 421.9 |
| Fillet Ground | 361.6 | 474.3 | 417.6 |
Tabella 2 – Relazione forza-sforzo
A partire dalla geometria dell’ingranaggio, la relazione tra il carico applicato e il corrispondente sforzo al piede dente può essere valutata sia mediante analisi FEM sia tramite l’applicazione delle formule di calcolo standardizzate AGMA e ISO, come sintetizzato nella tabella 2.
Metodologia di prova
Esistono due principali tipologie di prove al pulsatore (ad esempio [15], [16], [17]). Nella prima, detta simmetrica, il corpo dell’ingranaggio non è supportato durante l’esecuzione della prova ed è caricato in modo isostatico dai punzoni che, grazie al principio della misura Wildhaber [14], caricano due denti allo stesso diametro, testando quindi una coppia di denti alla volta. Poiché l’ingranaggio non è vincolato da altro se non dai punzoni, una volta completata la prova, cioè quando il dente si rompe, esso deve essere immediatamente rimosso da un dispositivo di estrazione. Per questa ragione, questo approccio, più diffuso in Europa continentale, può essere applicato anche su pulsatori a risonanza meccanica.
Nella seconda tipologia, corrispondente alla SAE J1619 [18] e detta asimmetrica, il corpo dell’ingranaggio è supportato da un perno e viene effettivamente testato un solo dente. A causa della presenza del perno di supporto, la procedura non è compatibile con un pulsatore a risonanza meccanica, perché l’ingranaggio non può essere rimosso immediatamente al termine della prova. Questa configurazione corrisponde letteralmente alla definizione di Single Tooth Bending Fatigue (STBF). Tale configurazione di prova, tipicamente utilizzata con macchine idrauliche o con macchine che possono essere fermate immediatamente al momento del cedimento, è più diffusa negli Stati Uniti e nel Regno Unito.
Le prove condotte nell’ambito del presente programma sperimentale sono state eseguite con la configurazione simmetrica su un pulsatore a risonanza meccanica, con l’eccezione di alcune prove effettuate, con un diverso allestimento e una diversa attrezzatura, su una macchina idraulica, idonea all’applicazione di carichi variabili, così da valutare la robustezza dell’approccio quando vengono considerati gli spettri di carico.
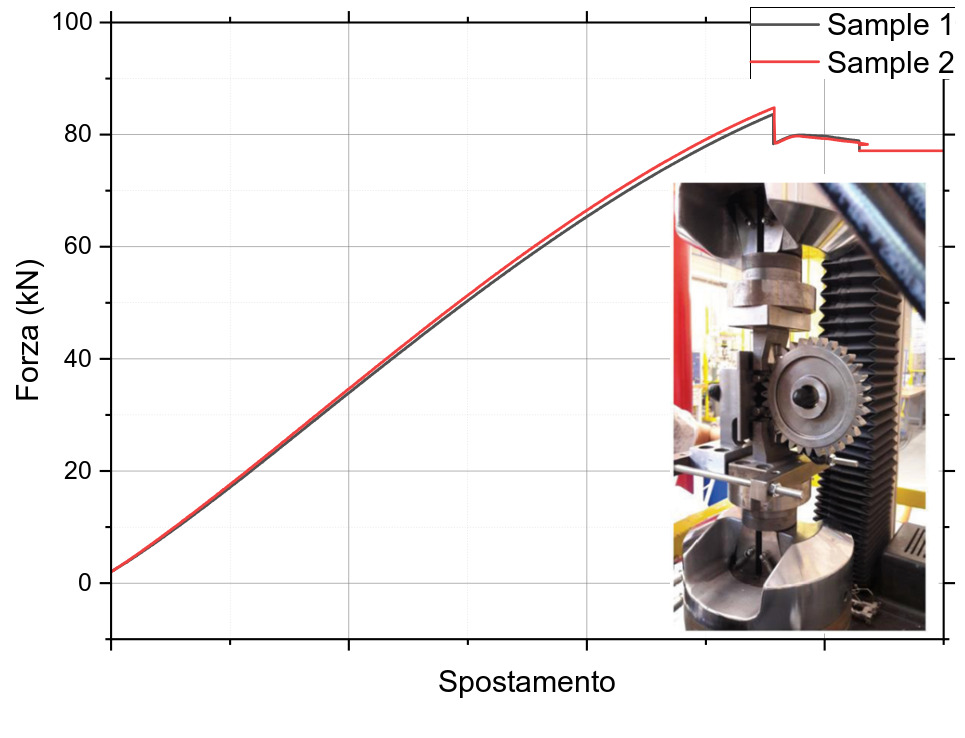
Per ciascuna famiglia di ingranaggi considerata, vengono eseguite due tipologie di prove per investigare la resistenza del piede dente. La prima è la prova a fatica vera e propria, nella quale un carico pulsante viene applicato in una posizione fissa del fianco del dente fino al cedimento del provino. Le prove a fatica qui discusse sono state eseguite su un pulsatore a risonanza meccanica Schenck da 60 kN, con una frequenza di carico di circa 35 Hz. Inoltre, viene eseguita una prova statica, su una macchina idraulica, per valutare la resistenza ultima dei denti.
Anche se le proprietà statiche dei materiali sono già parte del know-how aziendale e il controllo qualità dei processi produttivi garantisce il rispetto dei relativi requisiti (ovvero, tutte le materie prime in ingresso sono testate) per completezza vengono eseguite prove statiche anche sui provini d’ingranaggio, e non su classici provini monoassiali, in modo da mantenere coerenza con le prove a fatica. In questo modo, viene fornita una caratterizzazione più completa e coerente della resistenza del piede dente.
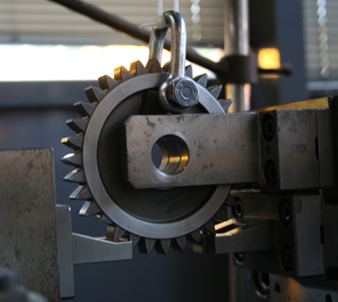
Una tipica campagna di prova prevede l’esecuzione di circa 35 prove al pulsatore, con punti distribuiti lungo l’intera curva di Wöhler. Il livello di run-out è stato fissato a 10 milioni di cicli. Per quanto riguarda invece il carico massimo del piede, vengono eseguite 2 o 3 prove per ciascuna famiglia. La figura 2 mostra la prova a fatica, mentre la figura 3 riporta un esempio dei risultati ottenuti dalle prove statiche.
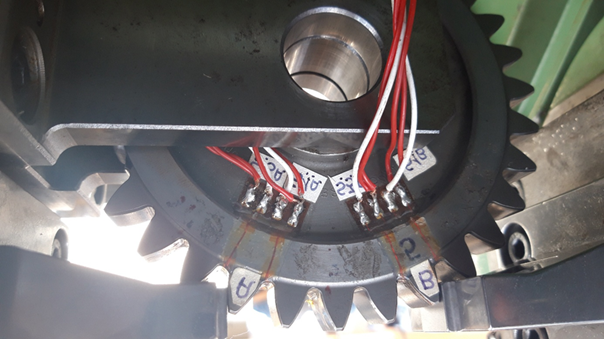
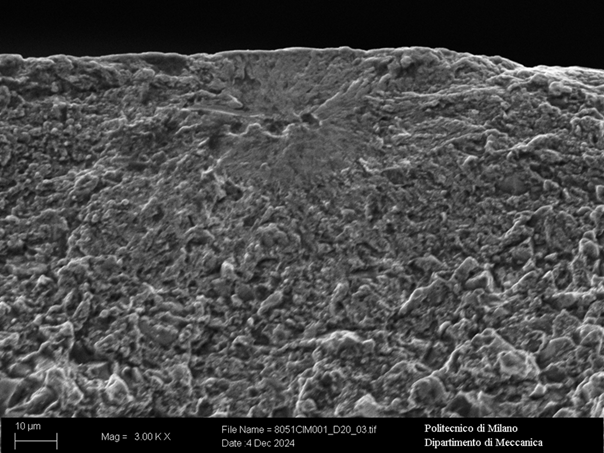
Le prove al pulsatore sono completate da diverse attività accessorie. La prima, eseguita all’inizio di ciascun lotto di prova, prevede l’utilizzo di un ingranaggio estensimetrato per verificare l’allineamento della macchina, controllando che essa fornisca uno stato di sforzo ben distribuito lungo tutta la larghezza del piede. Le informazioni fornite da questo ingranaggio, riportato in figura 4, sono state utilizzate anche per verificare la validità dei modelli FEM sviluppati (ad esempio [3], [6]). Altre attività accessorie sono finalizzate a valutare il materiale da un punto di vista più metallurgico, come l’analisi SEM delle superfici di frattura per investigare l’origine della frattura (figura 5) e i profili di microdurezza (figura 6).

Valutazione dei dati
L’obiettivo di ciascuna campagna sperimentale è la definizione di una funzione continua che caratterizzi l’intera curva di Wöhler, garantendo una rappresentazione continua in tutte le regioni della vita a fatica. In accordo con la procedura di progettazione adottata dall’azienda, è stata utilizzata una curva continua definita secondo la seguente equazione analitica:
dove S è lo sforzo, N il numero di cicli, SL il limite di fatica e H,A,B e C sono delle constanti.
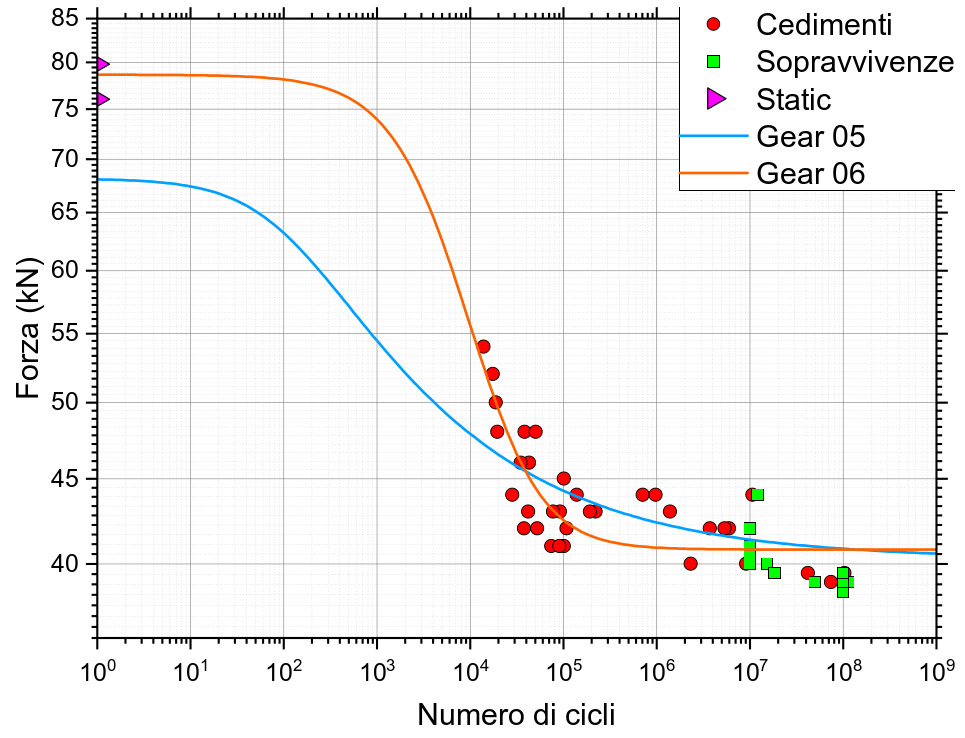
A seconda delle costanti H,A,B e C introdotte possono essere ottenuti diversi andamenti. In una prima fase sono state considerate diverse curve-forma, basate sulle precedenti esperienze dell’Azienda, al fine di individuare quelle più idonee a interpolare i dati sperimentali di prova sugli ingranaggi. Alla fine, una di queste, denominata GEAR05, è stata selezionata. La scelta della curva-forma più appropriata è stata effettuata sulla base del valore minimo del Coefficiente di Variazione (CV), cioè il rapporto tra deviazione standard e valore medio del limite di fatica previsto da ciascuna di esse. Nel corso del presente programma di ricerca è stata definita un’ulteriore curva-forma, denominata GEAR06, avente lo scopo di aumentare la capacità di interpolazione nella regione della resistenza a fatica e di ottenere valori di CV inferiori rispetto a quelli delle curve già disponibili.
Pertanto, le costanti della curva GEAR06 sono state determinate mediante una procedura di minimizzazione del CV, per ciascuna delle famiglie considerate nel programma di ricerca. In questo contesto, il CV viene utilizzato anche per valutare la robustezza della singola famiglia testata.
Nella definizione della curva GEAR06 viene considerata anche la resistenza massima del dente. In questo modo si ottiene una forte correlazione tra la curva interpolata e i dati sperimentali nel regime di fatica oligociclica. In ogni caso, ciò non significa che la curva debba essere applicata in tale regione, dove dovrebbe essere utilizzato un approccio basato sulla deformazione, invece di quello basato sullo sforzo, che è limitato al regime di fatica ad alto numero di cicli.
Questo articolo non è focalizzato sulla discussione delle differenze tra le varie curva-forma della curva di Wöhler, e per questo motivo i risultati delle singole famiglie di materiali sono presentati unicamente in termini della curva GEAR06. È comunque inclusa anche una sintesi in termini della GEAR05.
I parametri sono stimati mediante una procedura di minimizzazione nella quale, per ragioni matematiche, le prove che non si concludono con un cedimento, cioè i runout, sono considerate come cedimenti. Nelle fasi iniziali di questo progetto di ricerca di lungo periodo, sono state eseguite alcune prove al pulsatore a numero di cicli molto elevato, cioè ≥10^8, per verificare che la curva proposta rappresenti correttamente la vita del piede dente a numeri di cicli molto alti; in altre parole, per verificare la presenza di un asintoto orizzontale, ovvero il limite di fatica. La figura 7 mostra un esempio della curva stimata insieme ai punti sperimentali.
Risultati delle prove
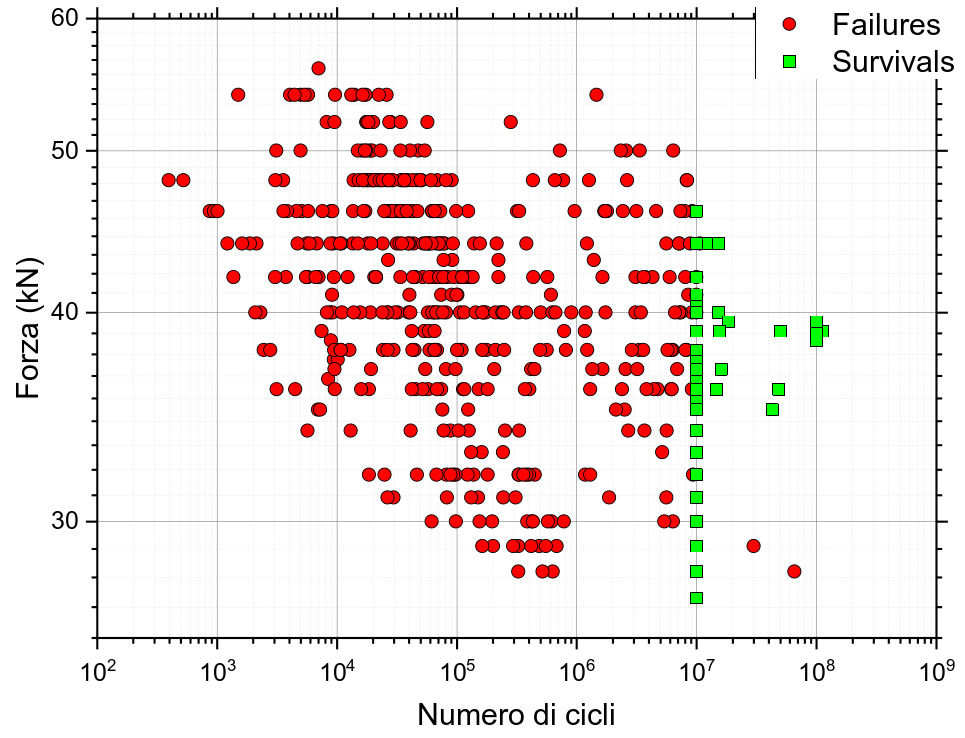
Sono state eseguite più di 650 prove a fatica in questi 20 anni, per un numero totale di 3,13 miliardi di cicli di carico, che corrispondono a un tempo macchina di quasi 3 anni. La figura 8 riporta tutti questi punti sperimentali. Tra le famiglie testate, l’applicazione della superfinitura isotropica al piede con due diversi processi, cioè conformi e non conformi alla normativa REACH, su ingranaggi in AISI 9310 sottoposti a pallinatura, non ha portato a curve statisticamente differenti. Pertanto, entrambe le famiglie sono state unite in un’unica, cioè 9310 VIM-VAR – SP+ISF.
| Materiale di base | Pallinatura | Piede dente | Nome | kN | CV % | N. campioni provati |
| 9310 VIM-VAR | No | Rettificato | 9310 VIM-VAR | 35.781 | 12.4 | 16 |
| Versione 1 | Rettificato | 9310 VIM-VAR – SP1 | 40.807 | 4.4 | 39 | |
| Versione 2 | Rettificato | 9310 VIM-VAR – SP2 | 39.629 | 6.8 | 29 | |
| Versione 3 | Rettificato | 9310 VIM-VAR – SP3 | 39.644 | 3.1 | 32 | |
| Versione 1 | Rettificato +Superfinitura isotropica NON conforme REACH | 9310 VIM-VAR – SP+ISF | 44.006 | 8.06 | 36 | |
| Versione 1 | Rettificato +Superfinitura isotropica conforme REACH | |||||
| Ultrasonica | Rettificato | 9310 VIM-VAR – USP | 36.558 | 17.7 | 32 | |
| Versione 1 | NON rettificato | 9310 VIM-VAR – SP+UG | 36.140 | 4.3 | 20 | |
| 9310 VAR | Sì | Rettificato | 9310 VAR | 37.464 | 3.4 | 22 |
| VASCOJET | Sì | Rettificato | VASCOJET | 27.400 | 13.7 | 32 |
| X-53 VIM VAR | Sì | Rettificato | X-53 VIM-VAR | 41.590 | 5.5 | 29 |
Tabella 3 – Principali famiglie di ingranaggi cementati
| Materiale di base | Pallinatura | Durezza a cuore | Nome | kN | CV % | N. campioni provati |
| 32CVD13 | No | 36-40 HRC | 32CVD13 – 01 | 38.485 | 3.08 | 24 |
| No | 40-44 HRC | 32CVD13 – 02 | 36.492 | 3.79 | 34 | |
| No | 36-40 HRC | 32CVD13 – 03 | 41.613 | 12.4 | 32 | |
| Yes | 40-44 HRC | 32CVD13 – SP | 37.882 | 10.3 | 28 | |
| Nitralloy N | No | 40-44 HRC | Nitralloy N | 30.918 | 4.40 | 34 |
| Yes | 38-42 HRC | Nitralloy N – SP | 38.593 | 8.65 | 25 |
Tabella 4 – Principali famiglie di ingranaggi nitrurati
| Materiale di base | Trattamento termico | kN | CV % | N. campioni provati |
| AERMET100 (AMS6532) | Hard. and double draw | 32.237 | 7.89 | 25 |
| CRES, PH13-8MO (AMS5629) | Prec. hard. H1000 | 29.596 | 6.13 | 29 |
| CRES, 15-5PH (AMS5659) | Prec. hard. H1025 | 29.880 | 6.24 | 25 |
| STL-ALY 4340 (AMS6415) | Hard. and draw (Ftu 1099/1246) | 28.789 | 3.24 | 25 |
Tabella 5 “Altre” famiglie di ingranaggi
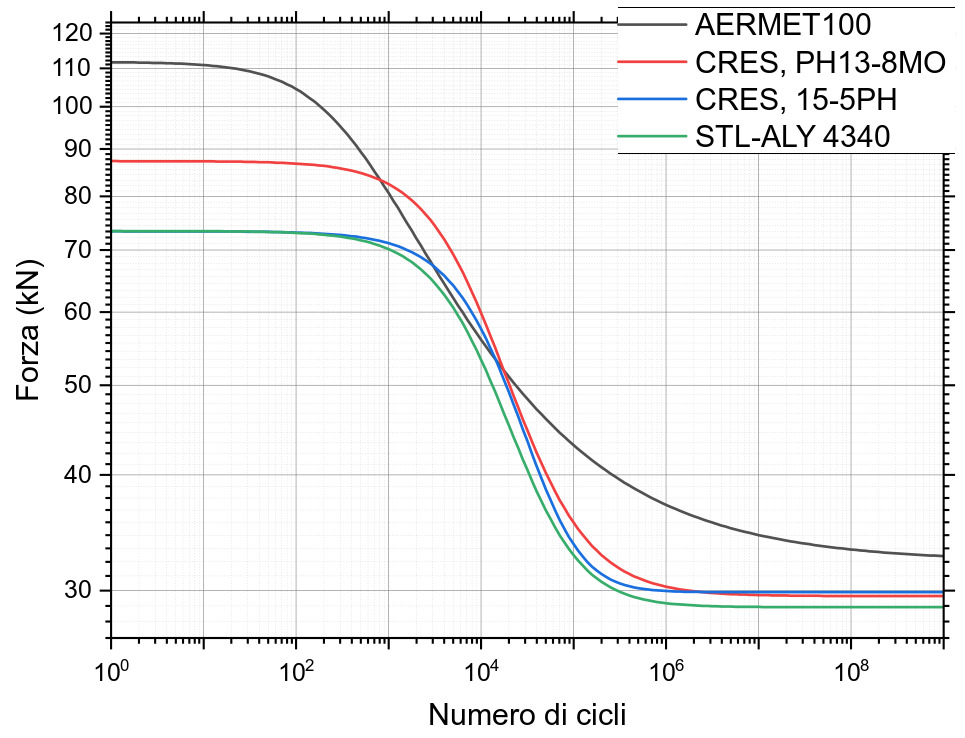
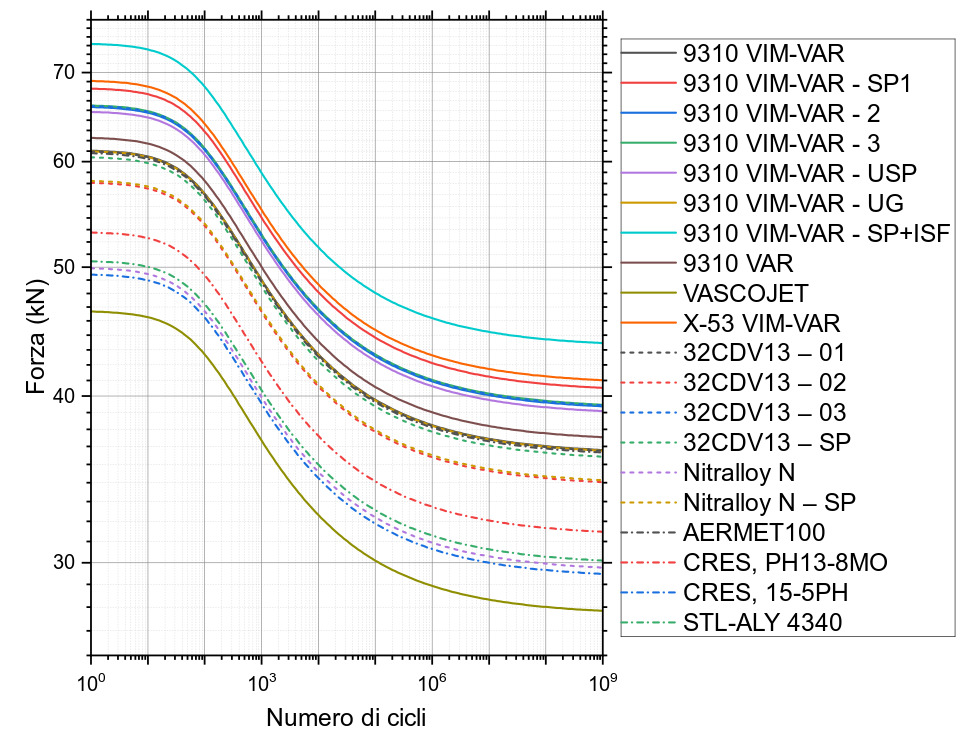
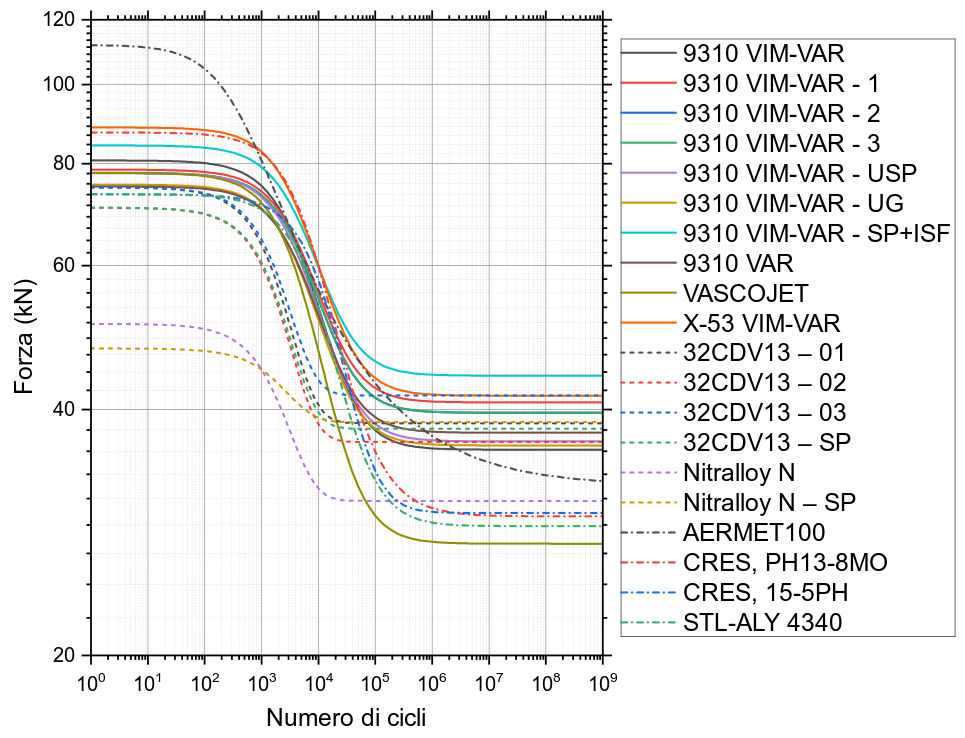
Le tabelle 3,4 e 5 sintetizzano le principali famiglie testate, mentre le figure 9, 10 e 11 riportano le corrispondenti curve GEAR06. Le figure 12 e 13 forniscono invece una sintesi complessiva di tutti i provini testati. Tutte le curve riportate rappresentano valori medi, cioè con probabilità di cedimento del 50%.
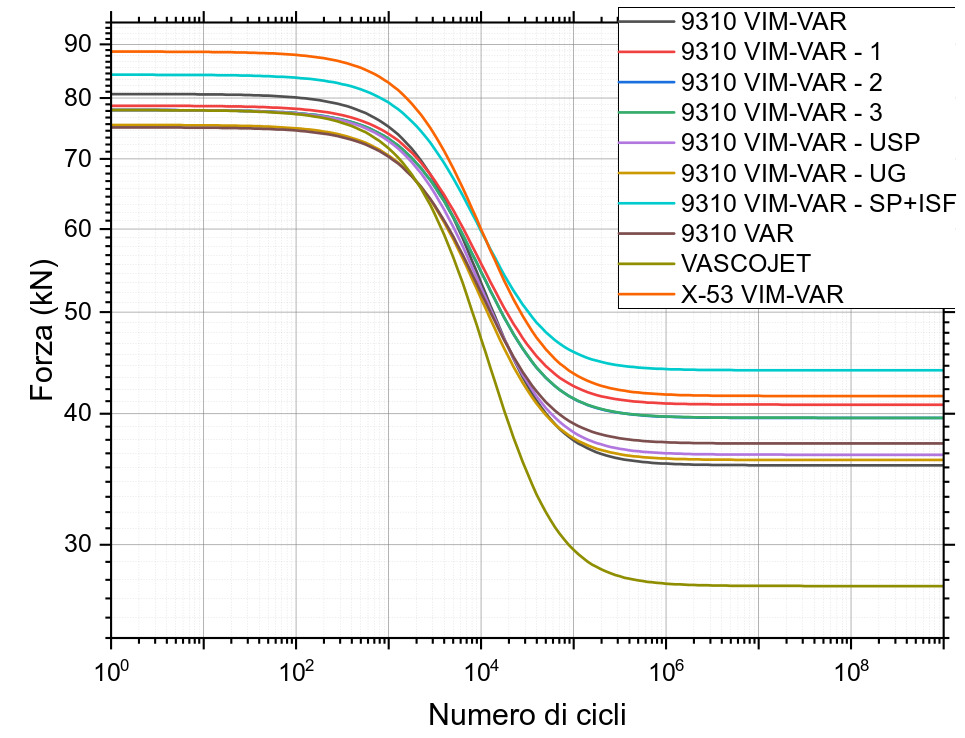
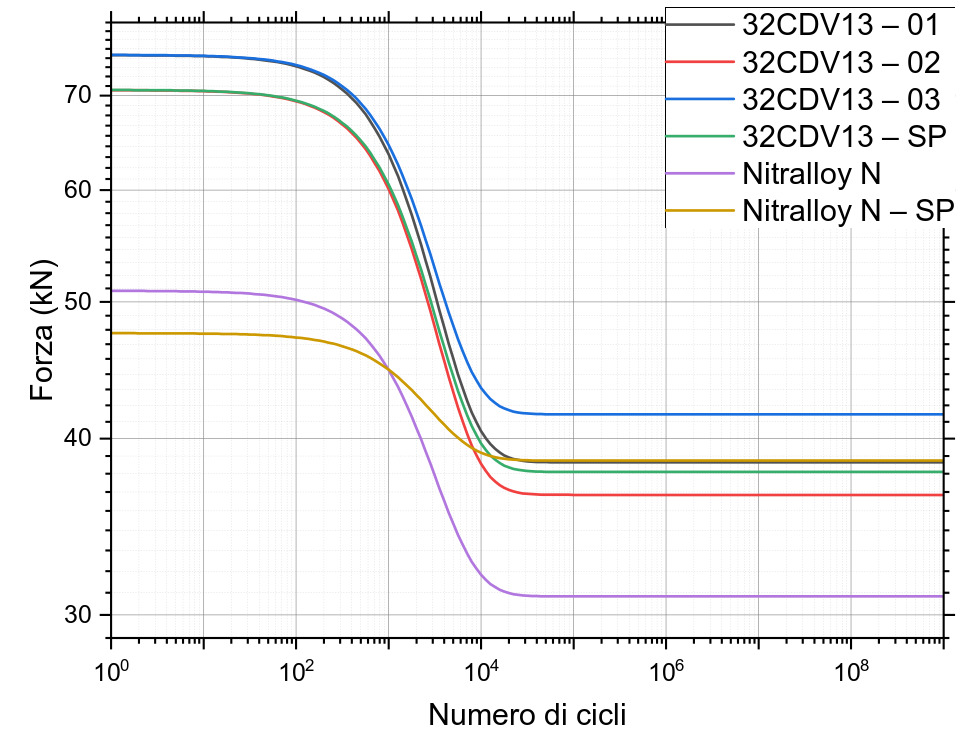
Considerando i materiali per ingranaggi presentati, per gli ingranaggi cementati X53 mostra valori di resistenza superiori rispetto a 9310 VIM-VAR. Tuttavia, al momento, l’applicazione della superfinitura isotropica a 9310 VIM-VAR sottoposto a pallinatura, cioè 9310 VIM-VAR – SP+ISF, fornisce il limite di fatica più elevato. In ogni caso, sono attualmente in corso prove sulla versione isotropicamente superfinita dell’X53 VIM-VAR. Concentrandosi sugli ingranaggi nitrurati, 32CDV13 può essere considerato il più adatto. Altri materiali qui presentati mostrano prestazioni inferiori e sono impiegati per parti non critiche e accessori.
La rettifica del piede è benefica per la capacità portante del piede dente. Essa non solo riduce lo sforzo nominale al piede dente, come riportato in tabella 2, ma migliora anche le condizioni superficiali del medesimo. Infatti, confrontando i limiti di sforzo ammissibile per 9310 VIM-VAR – UG e 9310 VIM-VAR – G, valori più elevati sono mostrati dal caso con piede rettificato.
La pallinatura può migliorare sensibilmente la resistenza del piede, inducendo tensioni residue di compressione benefiche nello strato superficiale. Questo trattamento superficiale ostacola la nucleazione e la propagazione delle cricche di fatica, incrementando così la vita utile e l’affidabilità dei componenti critici della trasmissione. In particolare, per i denti degli ingranaggi nitrurati, è stata dimostrata la possibilità di aumentare il limite di fatica mediante pallinatura.
I valori di resistenza riportati sono significativamente più alti rispetto a quelli tipicamente proposti dalle normative, che sono -giustamente- conservative. Tali valori elevati sono ottenuti grazie alla scelta di materiali con pulizia metallurgica molto elevata. Infatti, maggiore è la pulizia, maggiore è la resistenza a fatica, come si può osservare confrontando i casi 9310 VAR e 9310 VIM-VAR.
Occorre sottolineare che le curve qui presentate corrispondono a dati sperimentali ottenuti da prove al pulsatore. Questi risultati rappresentano i dati grezzi delle prove e non sono direttamente applicabili nei calcoli di progetto. Prima di essere utilizzati nella fase di progettazione, i dati devono essere opportunamente elaborati. Un metodo raccomandato per tale elaborazione è descritto in [19].
Conclusione
L’ampia campagna di prova qui presentata, che comprende le principali alternative progettuali attualmente in uso, ha portato allo sviluppo di un database dei materiali completo, che costituisce un elemento fondamentale per una metodologia di progettazione robusta ed efficiente. Questo insieme di dati consente infatti valutazioni più raffinate del danneggiamento a fatica, stimato sulla base dell’intero spettro operativo di volo.
La procedura di prova sviluppata attraverso questa iniziativa di ricerca è stata istituzionalizzata come protocollo standard all’interno di Leonardo Helicopters per la valutazione, il confronto e la qualificazione di nuovi materiali, processi e soluzioni per il componente ingranaggio. Tale metodologia rappresenta ora un elemento di base nel quadro aziendale di valutazione, garantendo coerenza, affidabilità e conformità ai requisiti prestazionali e di sicurezza aeronautici.
La disponibilità di un database completo di curve di Wöhler per i materiali impiegati nelle applicazioni elicotteristiche, che coglie sia il limite di fatica sia il comportamento in fatica oligociclica, consente un processo di progettazione più accurato e affidabile. Una simile risorsa permette ai progettisti di prevedere meglio la vita dei componenti e ottimizzarne l’integrità strutturale sin dalle prime fasi del progetto. Sebbene le normative richiedano prove in scala reale, tali prove non solo hanno confermato i risultati derivati dalla campagna iniziale sui materiali che ha generato il database, ma forniscono anche dati essenziali per il calcolo del danneggiamento cumulativo in accordo con lo spettro operativo di volo.
In conformità ai requisiti normativi vigenti (CS 29.571 [20]), vengono eseguite prove a fatica in scala reale sull’intera trasmissione per la dimostrazione della “Safe Life” degli ingranaggi. Queste prove sono condotte in condizioni che riflettono i livelli di potenza previsti in servizio, incorporando un fattore di sicurezza pari a 1,4 per una singola prova, per tenere conto della variabilità dei materiali e dei processi produttivi.
La valutazione della Safe Life viene condotta mediante analisi del danneggiamento cumulativo secondo la regola di Miner, utilizzando le curve di Wöhler posizionate in accordo con i risultati delle prove in scala reale, congiuntamente alla storia dettagliata dei carichi di volo.
Ringraziamenti
Il completamento di questo lavoro, frutto di oltre due decenni di impegno, non sarebbe stato possibile senza il contributo di numerose persone. Siamo grati a tutti coloro che hanno contribuito alla sperimentazione con le loro idee e il loro lavoro. Esprimiamo la nostra più sincera gratitudine agli studenti, ai ricercatori, ai professori, agli ingegneri e ai professionisti del “Transmission, Fatigue, and Technological Laboratory” di Leonardo Helicopters. Li ringraziamo tutti. In particolare, desideriamo ricordare Piermaria Davoli, Giuseppe Gasparini, Edoardo Conrado e Mauro Filippini. Un ringraziamento speciale va al compianto Francesco Rosa, al quale questo lavoro è dedicato.
Paper presentato per la prima volta al Fall Technical Meeting (FTM) 2025, Detroit, IL. Stampato con il permesso dell’autore/degli autori. Le dichiarazioni presentate in questo documento sono quelle dell’autore/degli autori e potrebbero non rappresentare la posizione o l’opinione dell’American Gear Manufacturers Association.