

La richiesta di ingranaggi di qualità sempre più elevata ha stimolato il perfezionamento di tutte le componenti legate all’operazione di rettifica, cioè: le macchine operatrici, le mole abrasive, i sistemi di ravvivatura, i software e i lubrorefrigeranti.
Negli ultimi anni si è assistito a un progressivo miglioramento dei risultati di rettifica, sia per quanto riguarda la precisione degli ingranaggi prodotti, sia per la riduzione dei tempi di lavorazione.
Specie nelle produzioni di grandi serie la rettifica ha oramai sostituito quello che era il metodo standard di finitura, cioè la rasatura. Infatti quest’ultima è una operazione eseguita prima del trattamento termico e quindi la precisione finale è compromessa dalle deformazioni.
Diamo qui uno sguardo a quelle che sono le basi dell’operazione di rettifica. Si distinguono in primo luogo due sistemi di rettifica degli ingranaggi, ognuno con i suoi vantaggi e svantaggi: metodo di forma e metodo di generazione con mola a vite.
In questo articolo si esporranno le principali caratteristiche tecniche della rettifica con il metodo di forma.
Rettifica con metodo di forma
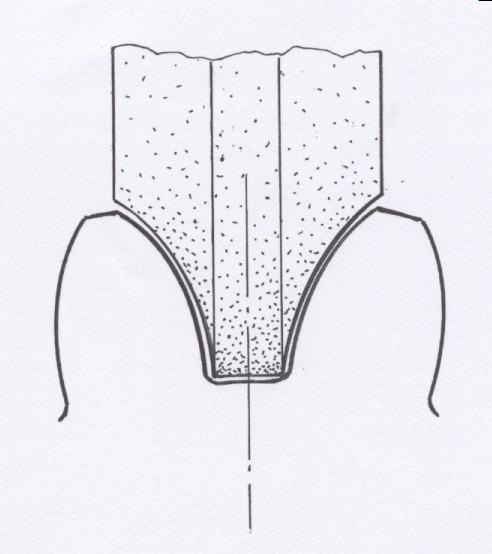
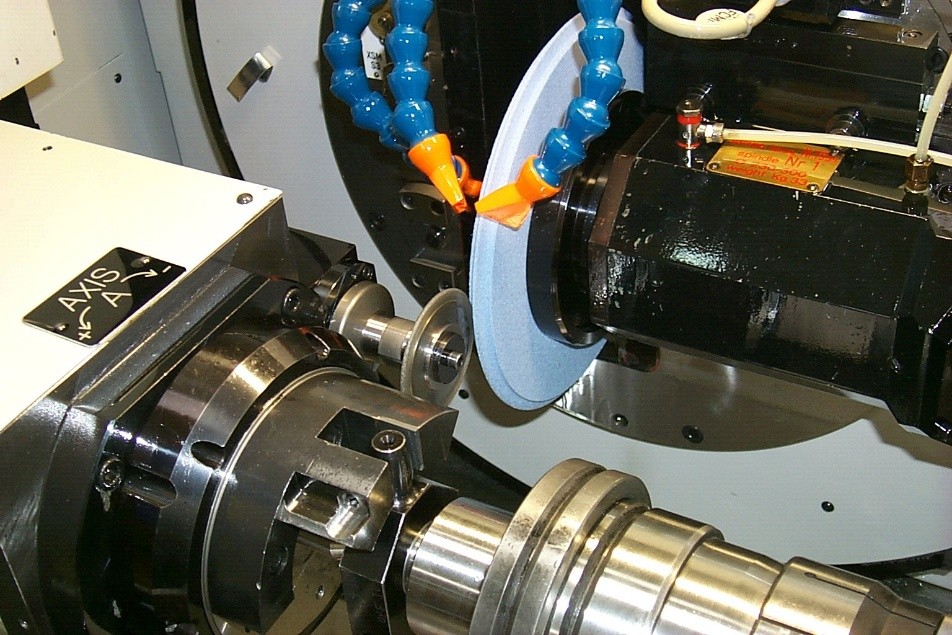
Nella rettifica di forma il profilo della mola corrisponde alla forma del vano tra due fianchi consecutivi dei denti; in pratica è richiesta una mola specifica per ogni ingranaggio (figura 1).
Diverso modulo, un numero di denti diverso, diverso spostamento di profilo richiedono mole con profilo diverso. Ma questo non rappresenta in genere un grande problema, perché le mole in ceramica per questo tipo di lavorazione costano poco e sono facilmente sagomabili.
La rettifica con il metodo di forma offre tutta una serie di vantaggi rispetto alla rettifica per generazione e quindi è oggi largamente utilizzata. I principali vantaggi sono i seguenti:
- la precisione dell’ingranaggio rettificato dipende essenzialmente dalla precisione del profilo della mola; si possono raggiungere precisioni della classe DIN 1 – 2;
- il profilo della mola corrisponde alla forma del vano del dente, salvo le modifiche necessarie a compensare le eventuali interferenze tra mola e dente;
- si possono usare mole in ceramica o in CBN con diametri anche di 40 mm, utili in caso di rettifica di ingranaggi vicini a spallamenti;
- è possibile rettificare anche il fondo del dente;
- si possono rettificare anche profili non a evolvente (scanalati, rotori, viti speciali, ecc.);
- questo metodo è adatto alla produzione di piccoli-medi lotti;
- si possono rettificare ingranaggi interni.
La larghezza della mola deve essere, ovviamente, maggiore della larghezza massima del vano del dente.
Si tratta di un metodo di rettifica discontinuo, nel senso che dopo aver finito un vano, si divide e si passa a rettificare un vano contiguo. Il diametro delle mole di forma può essere estremamente variabile: può andare dai 35 – 40 mm fino a oltre 250 mm e naturalmente il materiale abrasivo può essere del tipo ceramico o CBN.
Questo metodo si presta bene anche alla rettifica di ingranaggi interni, grazie alla possibilità di usare mole di piccolo diametro, ma con mole di piccolo diametro è possibile rettificare anche ingranaggi vicini a spallamenti o ad altri ingranaggi. Questo è uno dei grandi vantaggi della rettifica con il metodo di forma.
Poiché la mola si può sagomare con qualsiasi profilo, con questo metodo si possono rettificare anche alberi scanalati di vario tipo ed ogni altro profilo che si ripeta regolarmente e non su una circonferenza.
Si capisce subito che una delle caratteristiche principali della rettifica di forma è la grande flessibilità, non solo perché si possono rettificare profili di vario tipo, anche quelli non ottenibili per generazione, ma anche perché si possono modificare molto facilmente, e con costi praticamente nulli, i profili dei denti da rettificare.
È abbastanza frequente il caso di modifiche del profilo per ottimizzare l’accoppiamento con la controruota, oppure la ricerca del profilo più silenzioso nella costruzione di prototipi, ebbene, con una rettifica di forma ciò si può fare con molta semplicità.
Si è già accennato al fatto che la mola di forma può essere sagomata in modo da rettificare anche il fondo del dente o rettificare poco più sotto del profilo attivo.
Nella rettifica per generazione la rettifica del fondo dente risulta, il più delle volte, è problematica e quindi in genere si ottiene un dente che è rettificato solo in parte e che presenta, perciò. una zona di discontinuità che, nei casi più gravi è delimitata da uno scalino, come è illustrato schematicamente nella figura 2.
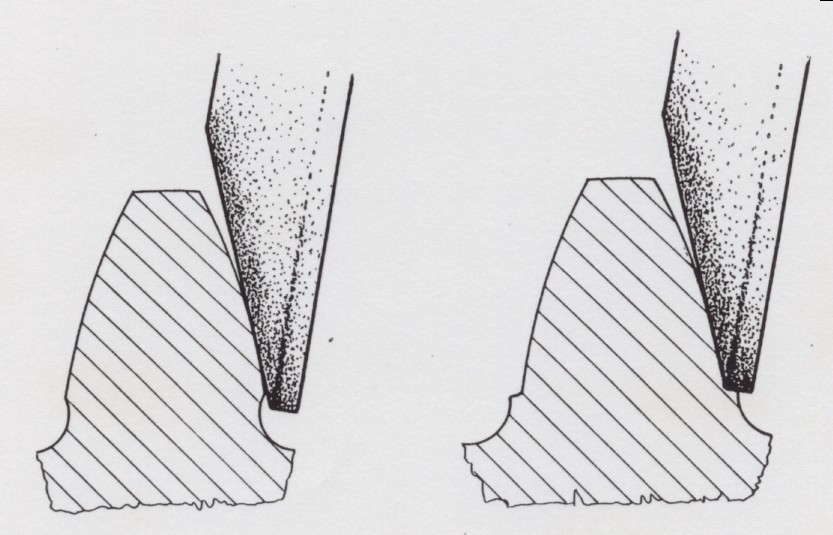
I gradini di rettifica indeboliscono il dente: la perdita di capacità di carico può andare da un 10 – 15% fino ad oltre il 60%. Tutto ciò si traduce in un altro non indifferente vantaggio della rettifica di forma rispetto a quella per generazione.
Con la rettifica di forma si possono ottenere precisioni elevatissime grazie soprattutto alla precisione dei movimenti degli assi gestiti dai Controlli Numerici dell’ultima generazione e all’utilizzo dei motori lineari.
Ora si rettificano ingranaggi master di classe DIN 1 senza particolari problemi e, nelle produzioni normali si arriva con facilità alla classe DIN 2 -3.
Le mole nella rettifica di forma
Uno dei maggiori vantaggi della rettifica di forma è la possibilità di un’ampia scelta dei tipi di mole impiegabili in funzione delle caratteristiche degli ingranaggi da rettificare e dal tipo di produzione.
La prima scelta possibile è quella del tipo di abrasivo che può essere l’ossido di alluminio (Al2O3), cioè quello che forma le mole cosiddette ceramiche, oppure può essere il Nitruro Cubico di Boro, cioè l’abrasivo universalmente conosciuto come CBN.
Questo abrasivo, secondo come durezza solo al diamante, viene fissato con deposizione elettrolitica su un corpo in acciaio utilizzando un legante che in genere è il nichel.
Mole in ceramica
Le mole in ceramica sono facilmente diamantabili e quindi il loro profilo può essere modificato con relativa facilità, sono economiche e facilmente reperibili sul mercato nelle varie specifiche adatte ad ogni tipo di lavorazione.
Esse sono quindi preferibili nei casi in cui la produzione è costituita da piccoli lotti oppure dove si devono eseguire dei prototipi o dove è necessario apportare frequenti modifiche del profilo.
Le mole di questo tipo però devono essere diamantate dopo un certo numero di metri di dentatura eseguita e questo comporta in primo luogo un aumento del tempo ciclo ed in secondo luogo un aumento dei costi per l’uso dei diamanti o dei rulli diamantati di ravvivatura.
Oggi nella rettifica degli ingranaggi vengono usate delle mole in ossido d’alluminio con una struttura microcristallina controllata e con durezza superiore a tutti gli altri ossidi d’alluminio. Questo tipo di abrasivo è conosciuto anche con la sigla SG (Seeded Gel). La caratteristica principale di questo materiale è che i suoi grani sono costituiti da microcristalli che durante l’impiego consentono la frattura del grano in modo che gli spigoli taglienti si rinnovino continuamente.
Mole in CBN
Le mole in CBN (elettrodeposte) hanno invece un profilo fissato in fase di costruzione che non può essere modificato, non necessita di ravvivatura e quindi si ha un vantaggio sul tempo ciclo; possono lavorare con velocità di taglio e con avanzamenti superiori e perciò permettono una maggiore produttività e costanza delle caratteristiche geometriche dell’ingranaggio prodotto. Sono quindi più indicate nelle produzioni di grandi serie.
Lo svantaggio di queste mole è il loro costo e il fatto che, quando non tagliano più, devono essere inviate al costruttore che provvederà a togliere, con mezzi chimici, lo strato di abrasivo e di ridepositarlo riproducendo il profilo originale.
Esiste anche un tipo di mola in CBN diamantabile. Si tratta di una mola che ha i grani in CBN tenuti insieme da un legante di tipo ceramico. Queste mole possono essere considerate una via di mezzo tra quelle ceramiche e quelle in CBN elettrodeposte. Il loro costo è molto elevato ma, in alcuni casi, il loro impiego risulta conveniente.
La grande flessibilità della rettifica di forma si manifesta anche, come si è già accennato, nella scelta del diametro della mola che può andare da circa 35 – 40 mm ad oltre 250 mm.
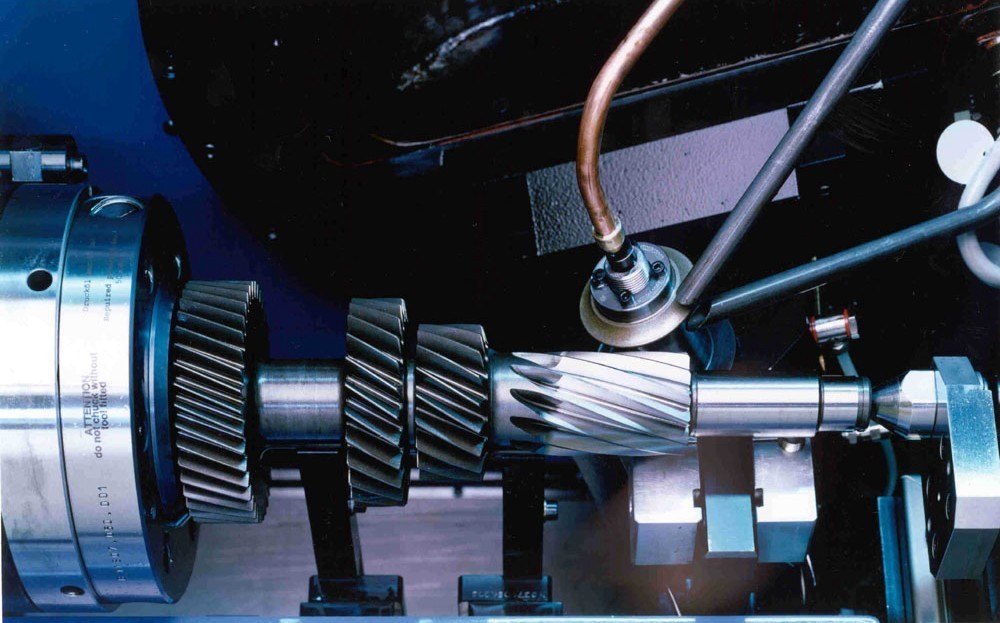
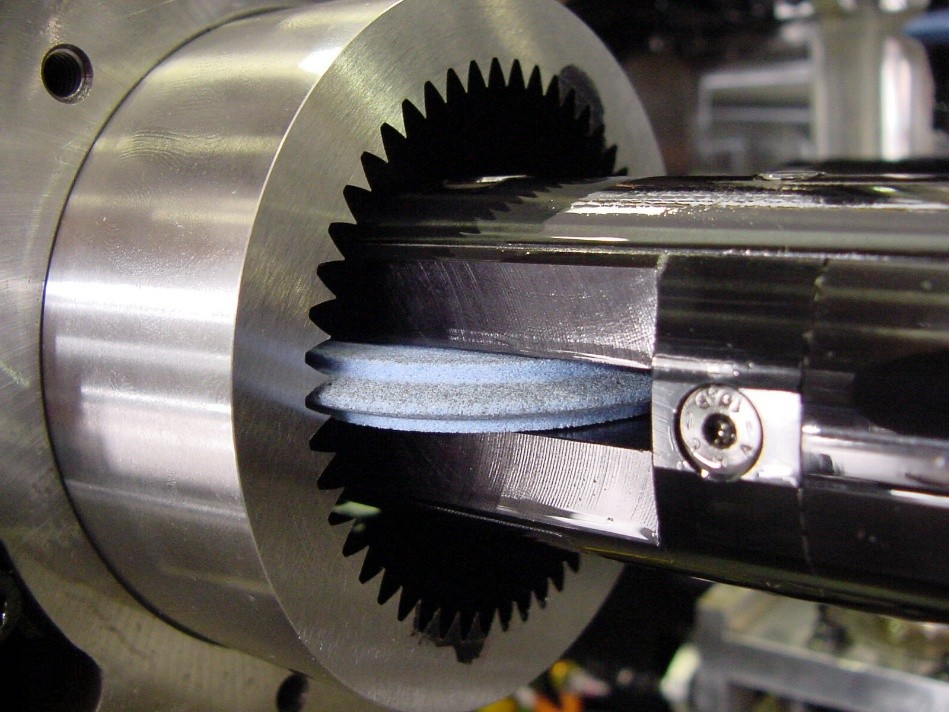
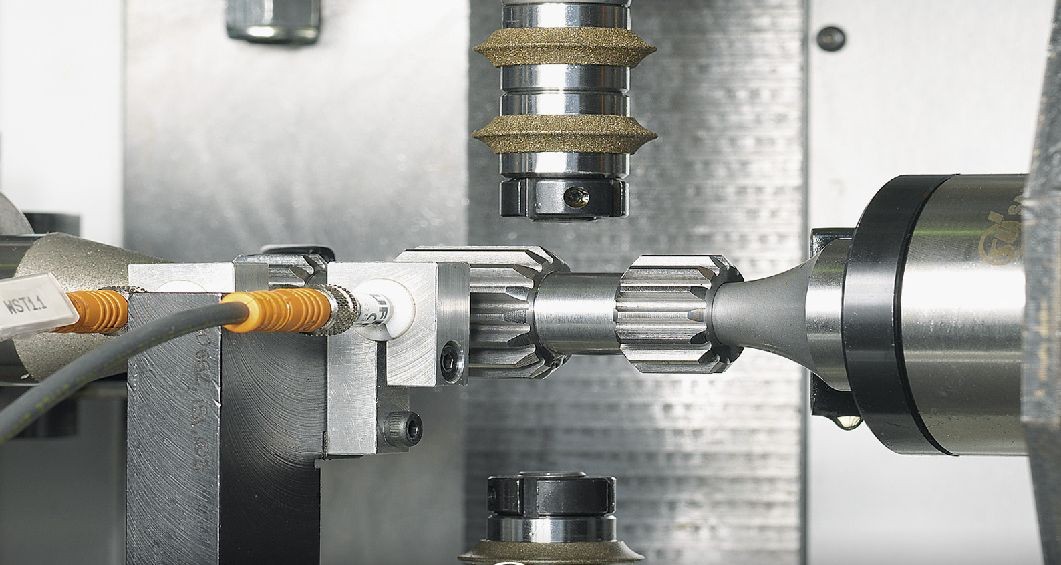
Specialmente la possibilità di usare mole di piccolo diametro consente di rettificare ingranaggi molto vicini a spallamenti o ad altri ostacoli (figura 3), oppure rettificare ingranaggi interni (figura 4).
Poiché la durata delle mole, cioè i metri di dentatura eseguibili per ogni ravvivatura, dipende prevalentemente dal diametro della mola, cioè dalla lunghezza della sua circonferenza e quindi della quantità di abrasivo interessato al taglio, se si devono rettificare ingranaggi con molti denti e con fascia molto larga, è necessario usare mole di diametro maggiore.
Per gli impieghi normali, cioè nella rettifica di ingranaggi con una lunghezza totale dei denti compresa da 1 a 3 metri, si preferiscono mole di diametro di circa 150 – 170 mm e, per il CBN, anche meno.
Ravvivatura delle mole
Come si è detto la ravvivatura delle mole in ceramica è un’operazione necessaria per ripristinare la taglienza dell’abrasivo o per modificare il profilo della mola.
Nella rettifica di forma si possono utilizzare diamantatori molto semplici e poco costosi, come per esempio un paio di diamanti a punta singola o un semplice disco diamantato, come indicato nella figura 5.
Il disco è semplicemente motorizzato per una opportuna rotazione, mentre la profilatura è gestita dal Controllo Numerico che sfrutta gli assi macchina. Nelle macchine più avanzate si possono montare due mole con diverse caratteristiche sullo stesso mandrino in modo da poter finire due ingranaggi diversi con lo stesso ciclo, con evidente risparmio di tempo (figura 6). Le due mole possono anche essere scelte con diverse specifiche in modo che una esegua la sgrossatura e l’altra la finitura.
Condizioni di lavoro
I fattori principali che influenzano le condizioni di lavoro sono:
- il tipo di abrasivo utilizzato;
- le dimensioni della mola;
- il grado di precisione richiesto;
- il tipo di materiale lavorato;
- il soprametallo da asportare.
In primo luogo è necessario esaminare: la velocità di taglio, la velocità d’avanzamento, il numero di passate e l’intervallo di diamantatura, cioè la durata della mola.
Bisogna necessariamente parlare separatamente del caso di mole in ceramica e di quello delle mole in CBN.
Mole in ossido d’alluminio
Con le mole in ceramica a struttura microcristallina, la velocità di taglio può raggiungere anche i 60 m/sec nella lavorazione dell’acciaio. In sgrossatura è però opportuno ridurre questo limite a circa 30 – 40 m/sec.
Il pericolo sempre in agguato nella rettifica di forma è costituito dai surriscaldamenti localizzati sulla superficie del dente. A questo proposito bisogna osservare che le condizioni di taglio non sono uguali per tutta l’estensione del fianco del dente. Anche se il soprametallo è costante, cioè ha uno stesso spessore in ogni punto del dente, durante il processo d’asportazione la zona del dente in prossimità del diametro interno è molto più svantaggiata in quanto l’asportazione del soprametallo viene eseguita da una piccola porzione della mola, vicino al suo diametro esterno. La mola in questo punto è molto sollecitata, si usura maggiormente e tende a surriscaldare il pezzo. L’avanzamento assiale dipende essenzialmente dalla fase della lavorazione e dal soprametallo da asportare.
Si può dire che per un ciclo di lavoro che preveda due passate: una di sgrossatura ed una di finitura, con un’asportazione per ogni fianco rispettivamente di 0,10 mm e 0,025 mm si possono adottare i seguenti avanzamenti:
- sgrossatura: 1000 – 1500 mm/min;
- finitura: 2000 – 3000 mm/min.
Con questi valori, validi per mole del tipo SG, si possono ottenere precisioni della classe DIN 3 – 4 lavorando ingranaggi di modulo da 1 a 3 mm.
Naturalmente questi valori dell’avanzamento assiale sono validi solo se la scelta delle caratteristiche della mola, specialmente della dimensione del grano e della struttura, è corretta.
Il numero di passate dipende in gran parte dal soprametallo da asportare. Per i moduli fino a 3 mm è normale un soprametallo di 0,10 – 0,12 mm per fianco e in questo caso generalmente sono sufficienti una passata di sgrossatura ed una di finitura.
È frequente anche il caso di un ciclo con una passata di sgrossatura, una di prefinitura ed una di finitura, specie dove l’ingranaggio prima della rettifica presenti delle notevoli distorsioni dovute al trattamento termico, oppure dove sia richiesta una grande precisione o una accurata finitura superficiale.
Il rendimento di una mola per la lavorazione degli ingranaggi, viene misurato con il numero di metri di dentatura totali eseguibili. Infatti, ha poco senso parlare di numero di pezzi eseguiti in totale, perché un ingranaggio può avere pochi o molti denti ed una fascia più o meno larga.
La lunghezza totale dei denti di un ingranaggio è data dal prodotto del numero di denti per la larghezza della fascia dentata, diviso poi per il coseno dell’angolo dell’elica nel caso di ingranaggi elicoidali. Il rendimento totale di una mola in Al2O3 dipende principalmente dalla possibilità di sfruttamento, cioè dalla differenza tra il diametro iniziale e quello finale della mola. Questo valore determina il numero di ravvivature possibili.
I metri di dentatura eseguibili per ogni ravvivatura dipendono anche dalle condizioni di lavoro e dalla precisione voluta. Una mola di forma di diametro di 150 mm che fa un ciclo di sgrossatura e finitura, su un ingranaggio di classe DIN 3 – 4 per ogni ravvivatura può eseguire mediamente 2 – 3 metri di dentatura.
Bisogna notare che se la mola ha un diametro maggiore esegue più metri, circa in proporzione alla maggior lunghezza della circonferenza e viceversa.
Mole in CBN elettrodeposto
Come si è già detto questo tipo di mole si impiegano nella produzione di grande serie dove è prioritaria la riduzione del tempo di rettifica.
I vantaggi del CBN sono:
- maggior capacità di asportazione e quindi minori tempi e minori probabilità di surriscaldamenti locali anche a motivo delle maggiori velocità di taglio;
- maggior costanza geometrica degli ingranaggi prodotti;
- non sono necessarie le ravvivature e quindi si risparmia in tempo e nei costi di diamanti o rulli diamantati;
- relativamente lunghe durate anche con diametri piccoli: In certi casi l’uso del CBN è praticamente il solo possibile, come per esempio nelle rettifiche di ingranaggi interni o ingranaggi sotto battuta;
- migliori proprietà strutturali della superficie rettificata con CBN rispetto a quella rettificata con mole in ceramica (taglio freddo).
- minor tempo per il set-up della macchina quando si cambia lavorazione.
La velocità di taglio può arrivare anche oltre i 60 m/sec mentre gli avanzamenti possono essere: in sgrossatura intorno a 2000 mm/min ed in finitura circa 3000 – 3500 mm/min.
La durata delle mole di forma in CBN dipende, come sempre, da innumerevoli fattori ma, in maniera preponderante, è circa proporzionale al diametro della mola.
Se una mola in CBN presenta degli errori di eccentricità o di planarità, la sua vita risulterà drasticamente ridotta. Infatti in questo caso il contatto della mola sul pezzo avviene sempre su un limitato settore che si usurerà molto velocemente.
Il corpo della mola viene rettificato con tolleranze molto strette, dell’ordine del micrometro. Dopo la deposizione galvanica del CBN le mole sono sottoposte a una speciale operazione di ripassatura detta “touch dressing” per livellare la sporgenza dei grani migliorando l’asportazione e la rugosità sulla superficie rettificata.
Nella tabella 1 sono indicati i metri di dentatura rettificabili mediamente con una mola, in funzione del diametro esterno.
| Diametro mola (mm) | Metri di dentatura eseguibili | |
| minimo | massimo | |
| 40 | 200 | 250 |
| 80 | 400 | 500 |
| 100 | 500 | 600 |
| 120 | 600 | 700 |
| 150 | 800 | 1000 |
| 180 | 1100 | 1300 |
Tabella 1 – Metri di dentatura rettificabili con una mola



