

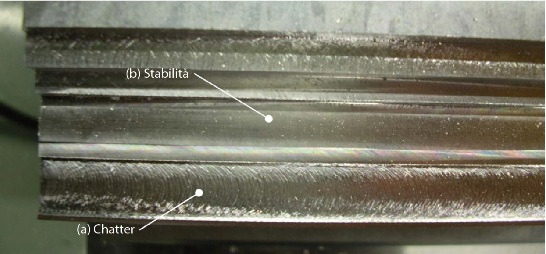
 L’insidia del Chatter, fenomeno di instabilità che può presentarsi durante la lavorazione.
L’insidia del Chatter, fenomeno di instabilità che può presentarsi durante la lavorazione.
Con l’intento di favorire l’aggiornamento, aumentando la conoscenza reciproca aziende/enti ricerca, MUSP ha organizzato una serie di incontri a tema, gli aperitivi del MUSP, dove, dopo un approfondimento su temi specifici di ricerca, sia possibile un confronto informale ma costruttivo mirato al miglioramento della competitività del made in Italy.
Il secondo tema affrontato riguarda l’insidioso problema delle vibrazioni nelle macchine utensili e, più in particolare, del Chatter, valutando origini e possibili modalità di riduzione.
Volendo fare un quadro sulle vibrazioni nelle macchine utensili, si deve distinguere fra operazioni di sgrossatura e di finitura. Di fatto, in sgrossatura si massimizza la quantità di materiale asportato per minimizzare i costi oppure i tempi, mentre per la finitura prevalgono gli aspetti legati alla accuratezza, alla qualità superficiale e al rispetto delle tolleranze. Come conseguenza, le prestazioni richieste alla macchina sono molto diverse, ma con un punto in comune: le vibrazioni.
Classificazione delle vibrazioni
Le vibrazioni possono essere di diversi tipi ma essenzialmente si può parlare di vibrazioni forzate, di cui non ci si può liberare, e di Chatter auto rigenerativo. Quest’ultimo è il più pericoloso perché, durante la lavorazione, induce vibrazioni, anche di forte intensità, che danneggiano l’utensile e i componenti della macchina, come per esempio i cuscinetti del mandrino, andando ad impattare così sul risultato della lavorazione stessa, sia dal punto di vista della qualità che della produttività.
Le vibrazioni forzate sono direttamente legate al comportamento dinamico della macchina utensile, che non è un sistema rigido, mentre le vibrazioni auto-rigenerative sono dovute alla caratteristica dinamica della macchina utensile, senza esserne legate direttamente, ma dipendono dallo spessore del truciolo e dalla superficie lavorata. Durante la lavorazione, l’utensile percorre una traiettoria reale che dipende dalle caratteristiche reali del sistema, quindi occorre considerare che la macchina utensile non è un sistema rigido, le forze di taglio “deformano” la macchina e la posizione effettiva del tagliente dipende dal comportamento dinamico della macchina. Premesso ciò, durante la lavorazione le vibrazioni forzate che si generano tra pezzo e utensile marcano la superficie con delle ondulazioni che vanno ad influenzare lo spessore del truciolo nelle passate successive, portando alla generazione di altre vibrazioni che, a loro volta, marcheranno ulteriormente il pezzo. Si genera allora un truciolo con spessore variabile e si instaureranno forze variabili nel tempo. Considerando l’andamento della superficie e l’oscillazione delle forze, se l’ondulazione non è in fase, si genera instabilità. Per arginare l’instabilità, è consuetudine intervenire riducendo le velocità o le profondità di taglio, anche se queste sono pratiche legate all’esperienza dell’operatore e non ad uno studio specifico, con tutti i rischi che ciò comporta.
Continua a leggere l’articolo all’interno dello sfogliabile, da pagina 20: http://www.macchineutensilinews.it/numeri/201402-febbraio/.



