Progettazione e produzione di stampi termoplastici e fornitura di servizi di stampaggio di articoli plastici. È di questo che si occupa Prover di Merate (LC), azienda che ha sempre posto grande attenzione all’aggiornamento tecnologico, dalla dotazione in ufficio tecnico di evoluti software Cad/Cam, all’adozione di impianti e macchine di produzione sempre allo stato dell’arte. Queste ultime, operative nel reparto di attrezzeria e in quello di stampaggio, dove vengono realizzati particolari plastici mono-materiale, bi-colore, bi-materiale e articoli cavi.
Progettazione e produzione di stampi termoplastici e fornitura di servizi di stampaggio di articoli plastici. È di questo che si occupa Prover di Merate (LC), azienda che ha sempre posto grande attenzione all’aggiornamento tecnologico, dalla dotazione in ufficio tecnico di evoluti software Cad/Cam, all’adozione di impianti e macchine di produzione sempre allo stato dell’arte. Queste ultime, operative nel reparto di attrezzeria e in quello di stampaggio, dove vengono realizzati particolari plastici mono-materiale, bi-colore, bi-materiale e articoli cavi.

«Nel nostro reparto attrezzeria – spiega Cesare Comi, responsabile delle attività in attrezzeria e ufficio tecnico – si costruiscono tutti gli stampi, secondo progetto, attraverso l’uso di macchine utensili d’avanguardia, al fine di assicurare la massima precisione». Macchine utensili sulle quali vengono utilizzati anche svariati prodotti dell’austriaca Meusburger, azienda familiare con sede a Wolfurt nel Vorarlberg e presente sul mercato degli utensili e della produzione stampi normalizzati di alta qualità. Tra questi, non solo piastre, portastampi e normalizzati, ma anche l’H 1000, un sistema di staffaggio multifunzionale.
Tempi ridotti e riduzione degli errori
«A distanza di circa un anno – prosegue Comi – devo confermare la validità di questo sistema, capace di generare benefici operativi ad alto valore aggiunto per i nostri processi».

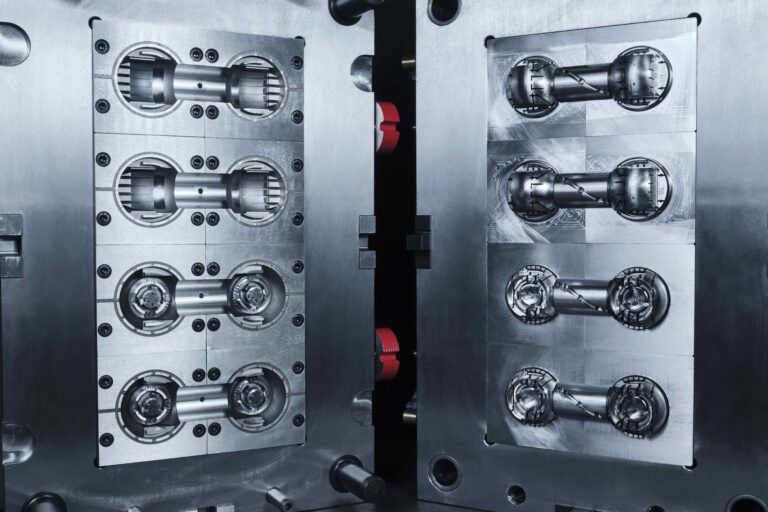
Il sistema di staffaggio H 1000, invenzione innovativa portata sul mercato da Meusburger, consente di lavorare velocemente e in modo efficace, ma anche con assoluta precisione e un’esatta riproducibilità. Le piastre vengono allineate e fissate al sistema di staffaggio, laddove la funzione delle stesse si rivela importante e decisiva, cioè nei fori alesati delle colonne.
«Una soluzione che – osserva Comi – nonostante comporti l’acquisto di piastre sempre dello stesso fornitore, è indubbio come riesca ad abbattere sensibilmente i tempi di piazzamento, di esecuzione, nelle tolleranze desiderate».

Per come progettato, il sistema permette una configurazione semplice e rapida. Una volta scelta la misura delle piastre necessarie, è possibile comporre i sistemi di staffaggio necessari per il diametro delle piastre di forma e di quelle di estrazione. Grazie al calcolo completamente automatico degli elementi di staffaggio necessari, viene garantita la fornitura completa del sistema. Inoltre, è possibile aggiungere l’equipaggiamento complementare per la lavorazione orizzontale oppure delle piastre pallet per morsa, portaelettrodi e così via. Numerosi i punti di forza ottenibili: effettivo miglioramento della qualità dello stampo grazie all’esatta riproducibilità dello staffaggio, con tolleranze di qualche millesimo; riduzione dei tempi di lavorazione ottenibile grazie all’abbattimento dei tempi di messa a punto; semplificazione della programmazione mediante uno staffaggio all’interno dell’incolonnamento, senza pareti sporgenti; non ultimo, il sistema permette di minimizzare i rischi di collisione grazie allo staffaggio tramite gli anelli di espansione.
«Prima di adottare tale sistema – prosegue Comi – questa fase del processo prevedeva maggiori risorse. I nostri operatori, una volta messa la piastra, dovevano allinearla col comparatore, effettuare il centraggio con lo stesso comparatore per individuare lo “zero”. Tutto ciò, tenuto conto che la piastra doveva precedentemente essere sbancata, sgrossata, tolta dalla centro di lavoro per essere portata a fare un trattamento di distensione per ripristinare la struttura molecolare». Oggi, l’abbinamento piastra più sistema di staffaggio, agevola in Prover un’importante ottimizzazione del processo di costruzione del portastampo.

Dalla progettazione allo stampo, allo stampaggio
Una vincente sinergia, dunque, quella offerta dalle soluzioni Meusburger, che non si limita alla fornitura di piastre e del sistema di staffaggio, ma anche di molti normalizzati tra i quali estrattori e punzoni.
«Partner – sottolinea Comi – che nel tempo ha sempre saputo soddisfare le nostre necessità. Col valore aggiunto di riuscire a evadere le commesse in tempi molto rapidi, non più di 2-3 giorni, con la certezza di un prodotto di assoluta qualità. Quindi affidabile sotto ogni punto di vista».
A questo proposito, Meusburger può contare su quasi 20.000 mq di superficie di magazzino, un grande deposito centrale di normalizzati per piastre e pezzi tondi, dove è disponibile la quasi totalità dei prodotti a catalogo, i quali possono così essere spediti in brevissimo tempo. Molto apprezzato da Prover è anche il supporto tecnico.
La fase di lavorazione con il sistema di staffaggio citato si colloca presso l’azienda lecchese in un processo più ampio e articolato, alla cui base risiede una suddivisione operativa in 3 reparti distinti (ufficio tecnico, attrezzeria e reparto stampaggio) ma, al tempo stesso, strettamente connessi attraverso una rete di comunicazione via cavo diretta.
«I nostri software Cad/Cam – rileva Comi – sono infatti utilizzabili, con le dovute gerarchie d’accesso, anche dall’officina, dove è installato un Pc per ogni macchina utensile. Da queste postazioni l’operatore può leggere direttamente i disegni in 3D e ricavarne tutti i dati necessari. Sempre in rete locale sono disponibili tutti i file che occorrono per far funzionare le macchine con il Cam».
Fresatrici e torni Cnc, rettifiche Cnc, macchine per l’elettroerosione a tuffo e a filo si avvantaggiano di questa linea diretta che permette di eliminare la circolazione di quasi tutta la documentazione tecnica su carta.
«Il reparto attrezzeria – aggiunge Comi – è costantemente monitorato attraverso un accurato controllo della qualità. Quest’ultimo viene effettuato a ogni fase di costruzione degli stampi con strumentazioni moderne e differenti».

Per ciò che concerne il ciclo di stampaggio, il flusso coinvolge l’iniziale trattamento della materia prima (dalle classiche poliolefine alle resine di ultima generazione) per poi giungere a una batteria di presse con range di capacità da 20 a 200 tonnellate (tra le quali anche una dedicata allo stampaggio del silicone liquido). Da segnalare che, sempre in un’ottica di costante ottimizzazione di processo, miglioramento della qualità di prodotto e della flessibilità da poter offrire al cliente, l’azienda ha da tempo automatizzato alcune presse nella fase finale del processo, permettendo ai vari operatori di concentrarsi su fasi di lavorazione e preparazione più “nobili” e che richiedono maggiore concentrazione.
«Dalla gestione documentale digitale – conclude Comi – all’automazione di alcune fasi di processo, anche la nostra azienda cerca di sfruttare i concetti tipici dell’Industria 4.0. Con l’unico obiettivo di riuscire a mantenere elevato il livello di competitività nei settori ai quali ci rivolgiamo, dall’automotive al medicale, dall’elettrico al variegato comparto degli elettrodomestici, alle telecomunicazioni».

Staffaggio rapido, preciso e con un’esatta riproducibilità
Resa disponibile da Meusburger in due versioni (da 355 x 196 mm e da 446 x 296 mm), la nuova piastra di staffaggio H20100 con griglia da 20 mm offre la possibilità di fissare i pezzi da lavorare non solo in modo molto rapido, ma anche in modo preciso e con un’esatta riproducibilità. Caratterizzata da un montaggio semplice, anche sul sistema di staffaggio H 1000 utilizzato da Prover, essa assicura all’operatore un risparmio di tempo durante la messa a punto della macchina, grazie alla presenza dei precisi bordi di allineamento.