Lo scorso 11 giungo il Dipartimento di Meccanica del Politecnico di Milano ha ospitato il workshop PoliMill – Lavorazioni di superfinitura di stampi.
L’evento, molto atteso dagli esperti del settore e giunto ormai alla sesta edizione, è stato seguito da circa 80 persone di una quarantina di aziende diverse. I partner coinvolti GF Machining Solutions, Team3D, Heidenhain, Big Kaiser, Fraisa e Bruker Alicona, leader nel mercato per ciascun settore di competenza, hanno coperto tutta la process chain utile a realizzare uno stampo.
A una lezione introduttiva in aula, dove i partecipanti hanno assistito a una presentazione moderata dal Prof. Annoni del Politecnico, è seguita una visita in laboratorio dove i partecipanti, divisi in gruppi, hanno toccato con mano la tecnologia alla base delle lavorazioni. Sia in aula che in laboratorio, i rappresentanti dei singoli partner hanno illustrato, spiegandone i punti salienti, il processo decisionale utilizzato per realizzare il componente nelle singole fasi.
Il componente, oggetto di studio, è stato realizzato a partire da un grezzo del materiale Böhler K110 di durezza 63 HRC (dimensioni: 70 mm di diametro per 60 mm di altezza).
Per realizzare una lavorazione di superfinitura è necessario che la macchina possieda stabilità termica, strutturale e accuratezza dinamica. Con tali premesse, GF Machining Solutions ha proposto la serie Mikron Mill S e in particolare la 400 U, fresatrice 5 assi. La linea di prodotti considerati garantisce sia alta velocità sia precisione.
Una macchina performante deve aver un controllo numerico in grado di gestire ed eseguire le richieste del CAM. Heidenhain, casa produttrice di sistemi di misura e controlli numerici, ha dimostrato come nella sua versione dell’iTC 530 siano già disponibili tutti gli accorgimenti necessari per un’ottima prestazione.
L’innovazione a livello CAM, presentata da Team3D, fornitore di Siemens NX, è stata l’Adaptive Milling. Essa gestisce l’alto avanzamento e lo integra con l’asportazione volumetrica. NX CAM decide in maniera autonoma la strategia in funzione del pezzo. Nel caso studio è stato utilizzato anche l’HDC – Hight Dynamic Cutting, funzione che considera il volume del truciolo come parametro univoco in termini di produttività.
Con lo scopo di rispettare quest’ultima funzione, gli utensili, forniti dalla svizzera Fraisa, hanno visto un importante impegno del tagliente con forze di taglio basse in relazione alla durezza del materiale grezzo. Gli utensili Fraisa, rivestiti con composti del silicio, sono stati scelti appositamente per lavorare un range di durezza superiore a 60 HRC e un materiale molto ricco in cromo. I parametri di taglio sono stati ottenuti per mezzo dell’applicativo Tool Expert 2.0 che supporta i clienti nella scelta delle migliori condizioni.
Meritevole di nota è la lavorazione di finitura perimetrale eseguita in discordanza per evitare vibrazioni causate della durezza del materiale.
Sgrossatura e prefinitura delle feature interne sono state realizzate con un utensile ad estremità emisferica ottenuta tramite lavorazione laser per preservare il centro fresa da rapida usura.
Per la finitura è stato scelto un utensile a 8 denti in grado di eseguire una lavorazione ad un alto numero di giri (25700 giri/min) con ap = 0.03 mm ed ae = 0.03 mm così come comunemente impiegato nella manifattura degli stampi.
Per garantire una buona solidità della lavorazione si è spinto al massimo l’intero assieme costituito da macchina, utensile e non per ultimo il porta utensili. I portautensili sono stati forniti da Big Kaiser. Essi garantiscono una concentricità di 3 µm a 4 volte il diametro. Il gruppo rettifica anche le superfici interne dei portautensili per garantire alti standard di qualità.
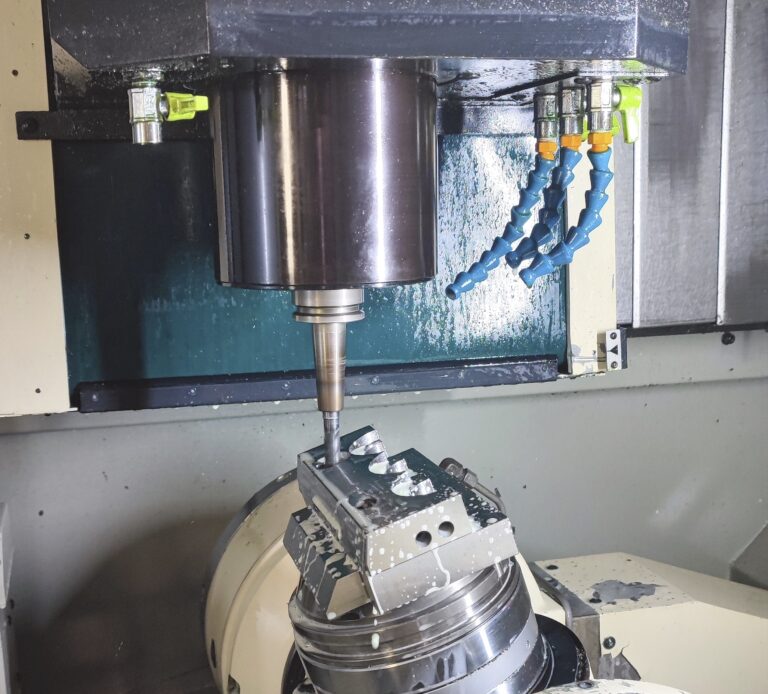
Il ciclo di lavoro totale (sgrossatura + finitura) è durato 1 ora e 23 minuti ed è stato realizzato in laboratorio durante la visita dei partecipanti. Tutte le lavorazioni sono state effettuate senza lubrorefrigerante come consuetudine per i materiali di tale durezza.
Alla fine della lavorazione, lo stampo è stato misurato per mezzo di un microscopio Alicona InfiniteFocus, capace di acquisire la geometria realizzata, caratterizzata da spigoli vivi all’interno dell’impronta. Questo strumento produce un dataset di punti in formato STL. Attraverso il software proprietario sono state eseguite diverse misurazioni tra cui la rugosità Ra pari a 0,49 µm.
L’attività di ricerca svolta al Dipartimento di Meccanica del Politecnico di Milano sulle applicazioni avanzate dell’asportazione di truciolo è stata oggetto dell’ultimo intervento del Prof. Annoni, che ha citato i progetti “ForZDM” e “Digiman 4.0” (Industria 4.0), “MADE4LO” (additive manufacturing), “Microman” (microlavorazioni) e ha introdotto la lavorazione di Magnetic Assisted Finishing, utile per la finitura di superfici sculturate e oggetto di ricerca presso l’Università della Florida (Prof.ssa Hitomi Yamaguchi).
PoliMill
Un modello innovativo di collaborazione tra aziende e università
 PoliMill è il laboratorio del Dipartimento di Meccanica del Politecnico di Milano che propone un nuovo modello di collaborazione tra le aziende e il Politecnico di Milano nel campo delle lavorazioni avanzate. PoliMill organizza workshop tematici per fornire alle realtà manifatturiere italiane competenze allo stato dell’arte, attrezzature e metodi per risolvere casi di lavorazione complessi in cui la multidisciplinarietà è la chiave per il successo. I workshop tematici PoliMill implementano sempre una process chain completa partendo dal co-design del componente per arrivare alla progettazione, implementazione e ottimizzazione del ciclo di lavoro fino alla misurazione e verifica del prodotto. Le process chain sono dimostrate attraverso demo live di lavorazione e le soluzioni offerte alle imprese sono pronte per essere implementate nell’ambiente industriale. Per raggiungere questo obiettivo, PoliMill conta sulle competenze della rete del Dipartimento di Meccanica e dei suoi partner. Uno dei maggiori vantaggi dell’interazione di un’azienda manifatturiera con PoliMill è far parte di questa rete. Il Dipartimento di Meccanica partecipa a progetti nazionali e internazionali e fornisce una didattica di alto livello. Società del settore delle lavorazioni meccaniche possono interagire con PoliMill supportando le attività del laboratorio con accordi di collaborazione a lungo termine, fornendo macchine, strumentazioni e attrezzature o partecipando anche a un singolo workshop tematico come partner.
PoliMill è il laboratorio del Dipartimento di Meccanica del Politecnico di Milano che propone un nuovo modello di collaborazione tra le aziende e il Politecnico di Milano nel campo delle lavorazioni avanzate. PoliMill organizza workshop tematici per fornire alle realtà manifatturiere italiane competenze allo stato dell’arte, attrezzature e metodi per risolvere casi di lavorazione complessi in cui la multidisciplinarietà è la chiave per il successo. I workshop tematici PoliMill implementano sempre una process chain completa partendo dal co-design del componente per arrivare alla progettazione, implementazione e ottimizzazione del ciclo di lavoro fino alla misurazione e verifica del prodotto. Le process chain sono dimostrate attraverso demo live di lavorazione e le soluzioni offerte alle imprese sono pronte per essere implementate nell’ambiente industriale. Per raggiungere questo obiettivo, PoliMill conta sulle competenze della rete del Dipartimento di Meccanica e dei suoi partner. Uno dei maggiori vantaggi dell’interazione di un’azienda manifatturiera con PoliMill è far parte di questa rete. Il Dipartimento di Meccanica partecipa a progetti nazionali e internazionali e fornisce una didattica di alto livello. Società del settore delle lavorazioni meccaniche possono interagire con PoliMill supportando le attività del laboratorio con accordi di collaborazione a lungo termine, fornendo macchine, strumentazioni e attrezzature o partecipando anche a un singolo workshop tematico come partner.
GF Machining Solutions
Fresatura ad alta velocità
 GF Machining Solutions, appartenente al gruppo svizzero Georg Fischer, sviluppa e commercializza soluzioni per la meccanica di precisione. Vanta una più che significativa presenza nel mondo dell’aerospace, del motorsport, del medicale, degli stampi e della meccanica generale. GF Machining Solutions comprende i marchi di assoluto riferimento come AgieCharmilles per la tecnologia d’erosione a filo e tuffo, Mikron Mill per i centri di fresatura 3-4-5 assi, Steptec per i mandrini, System 3R per tutto quello che concerne le attrezzature e l’automazione sia standard sia personalizzata, Liechti per le soluzioni aerospace-energia nell’ambito palette e giranti, laser e additive per quanto riguarda le tecnologie innovative. GF Machining Solutions Italia è in grado di offrire supporto completo di consulenza tecnologica ai propri clienti, sia nelle delicate fasi di definizione di un investimento, sia nella realizzazione del progetto, seguendolo poi nell’intero ciclo di vita del prodotto grazie ad un efficiente servizio post vendita. La combinazione di più tecnologie caratterizza GF Machining Solutions come partner di riferimento capace di offrire un notevole valore aggiunto alle competenze dei suoi utilizzatori assicurando l’opportunità di sfruttare al meglio ogni singola tecnologia rendendo la massima profittabilità per i clienti.
GF Machining Solutions, appartenente al gruppo svizzero Georg Fischer, sviluppa e commercializza soluzioni per la meccanica di precisione. Vanta una più che significativa presenza nel mondo dell’aerospace, del motorsport, del medicale, degli stampi e della meccanica generale. GF Machining Solutions comprende i marchi di assoluto riferimento come AgieCharmilles per la tecnologia d’erosione a filo e tuffo, Mikron Mill per i centri di fresatura 3-4-5 assi, Steptec per i mandrini, System 3R per tutto quello che concerne le attrezzature e l’automazione sia standard sia personalizzata, Liechti per le soluzioni aerospace-energia nell’ambito palette e giranti, laser e additive per quanto riguarda le tecnologie innovative. GF Machining Solutions Italia è in grado di offrire supporto completo di consulenza tecnologica ai propri clienti, sia nelle delicate fasi di definizione di un investimento, sia nella realizzazione del progetto, seguendolo poi nell’intero ciclo di vita del prodotto grazie ad un efficiente servizio post vendita. La combinazione di più tecnologie caratterizza GF Machining Solutions come partner di riferimento capace di offrire un notevole valore aggiunto alle competenze dei suoi utilizzatori assicurando l’opportunità di sfruttare al meglio ogni singola tecnologia rendendo la massima profittabilità per i clienti.
Heidenhain
Controllo numerico all’avanguardia
 Fondata nel 1889, Heidenhain sviluppa e produce sistemi di misura lineari e angolari, trasduttori rotativi, visualizzatori di quote e controlli numerici per funzioni di posizionamento evolute. Le apparecchiature Heidenhain vengono utilizzate principalmente su macchine utensili di alta precisione, oltre che su impianti per la produzione e il trattamento di componenti elettronici. Heidenhain propone controlli numerici come l’iTNC 530, di cui il centro di lavoro del laboratorio PoliMill è dotato, e il più recente controllo numerico TNC 640, che permette lavorazioni di fresatura e tornitura garantendo semplicità di programmazione, una simulazione grafica estremamente dettagliata, sicurezza di processo e accuratezza nella produzione. Di particolare interesse è la funzione ADP – Advanced Dynamic Prediction, che permette di migliorare la definizione della superficie e di incrementare la velocità della lavorazione.
Fondata nel 1889, Heidenhain sviluppa e produce sistemi di misura lineari e angolari, trasduttori rotativi, visualizzatori di quote e controlli numerici per funzioni di posizionamento evolute. Le apparecchiature Heidenhain vengono utilizzate principalmente su macchine utensili di alta precisione, oltre che su impianti per la produzione e il trattamento di componenti elettronici. Heidenhain propone controlli numerici come l’iTNC 530, di cui il centro di lavoro del laboratorio PoliMill è dotato, e il più recente controllo numerico TNC 640, che permette lavorazioni di fresatura e tornitura garantendo semplicità di programmazione, una simulazione grafica estremamente dettagliata, sicurezza di processo e accuratezza nella produzione. Di particolare interesse è la funzione ADP – Advanced Dynamic Prediction, che permette di migliorare la definizione della superficie e di incrementare la velocità della lavorazione.
Team3D
Nuove strategie per massimizzare la produzione
 Team3D è oggi una realtà altamente qualificata sul territorio italiano nella vendita e nella formazione inerente a soluzioni CAD, CAM, CAE e PLM di Siemens Industry Software. La società distribuisce NX CAM, software con una gamma di funzionalità innovative e specializzate (lavorazioni multi-assi, ad alta velocità, simulazioni, sincronizzazioni…) che contribuiscono a rendere più efficienti i processi produttivi. NX CAM, in particolare, è in grado di modificare in maniera automatica i parametri di taglio, consentendo di ridurre in maniera significativa l’usura degli utensili, verificare i G-code attraverso il gemello digitale della macchina. L’intero ciclo di lavorazione dello stampo realizzato per il workshop PoliMill è stato gestito da NX CAM, programma che riesce a sfruttare perfettamente le caratteristiche tecniche di macchine utensili evolute come la Mill S 400 U e ad adattarsi al meglio alle esigenze di lavorazione. Durante il workshop è stata utilizzata una strategia di lavorazione a volume di truciolo costante e l’interessante funzione di Adaptive Milling. Invece con le operazioni 5 assi è stato possibile eseguire una superfinitura ottenendo il grado di finitura richiesto grazie anche alla gestione dell’angolo di anticipo.
Team3D è oggi una realtà altamente qualificata sul territorio italiano nella vendita e nella formazione inerente a soluzioni CAD, CAM, CAE e PLM di Siemens Industry Software. La società distribuisce NX CAM, software con una gamma di funzionalità innovative e specializzate (lavorazioni multi-assi, ad alta velocità, simulazioni, sincronizzazioni…) che contribuiscono a rendere più efficienti i processi produttivi. NX CAM, in particolare, è in grado di modificare in maniera automatica i parametri di taglio, consentendo di ridurre in maniera significativa l’usura degli utensili, verificare i G-code attraverso il gemello digitale della macchina. L’intero ciclo di lavorazione dello stampo realizzato per il workshop PoliMill è stato gestito da NX CAM, programma che riesce a sfruttare perfettamente le caratteristiche tecniche di macchine utensili evolute come la Mill S 400 U e ad adattarsi al meglio alle esigenze di lavorazione. Durante il workshop è stata utilizzata una strategia di lavorazione a volume di truciolo costante e l’interessante funzione di Adaptive Milling. Invece con le operazioni 5 assi è stato possibile eseguire una superfinitura ottenendo il grado di finitura richiesto grazie anche alla gestione dell’angolo di anticipo.
Fraisa
Precisione e affidabilità
 Fondata nel 1934, Fraisa produce per il mercato globale oltre 9.000 prodotti per la truciolatura e la lavorazione del metallo, sviluppati e convalidati con estrema cura al fine di soddisfare tutte le esigenze del mercato della meccanica di precisione. Fraisa è sinonimo di massimo prestigio in fatto di tecnologia, arte ingegneristica e qualità, dalla lavorazione di acciaio dolce alla rettifica in tondo, dall’affilatura di utensili vera e propria alla tecnologia delle superfici. Protagonisti del workshop sono state le soluzioni innovative della gamma HX-NVS, studiate per un’eccellente sgrossatura di materiali extra duri, la Sphero-X progettata per la pre-finitura di stampi più e meno complessi e la Sphero-XF Multicut che con le sue caratteristiche non convenzionali rende estremamente sicuro il processo di superfinitura. In questo modo si possono raggiungere gradi di finitura elevati anche su materiali temprati sopra i 60 HRC.
Fondata nel 1934, Fraisa produce per il mercato globale oltre 9.000 prodotti per la truciolatura e la lavorazione del metallo, sviluppati e convalidati con estrema cura al fine di soddisfare tutte le esigenze del mercato della meccanica di precisione. Fraisa è sinonimo di massimo prestigio in fatto di tecnologia, arte ingegneristica e qualità, dalla lavorazione di acciaio dolce alla rettifica in tondo, dall’affilatura di utensili vera e propria alla tecnologia delle superfici. Protagonisti del workshop sono state le soluzioni innovative della gamma HX-NVS, studiate per un’eccellente sgrossatura di materiali extra duri, la Sphero-X progettata per la pre-finitura di stampi più e meno complessi e la Sphero-XF Multicut che con le sue caratteristiche non convenzionali rende estremamente sicuro il processo di superfinitura. In questo modo si possono raggiungere gradi di finitura elevati anche su materiali temprati sopra i 60 HRC.
Big Kaiser
Garanzia di concentricità
 Big Kaiser, fondata nel 1948, progetta produce e commercializza utensili sofisticati e soluzioni per lavorazioni meccaniche di alta precisione destinate al settore automobilistico, militare e aerospaziale, dell’energia e delle microlavorazioni, come medicale, elettronica e orologeria. Big Kaiser fa parte del gruppo BIG Daishowa, che impiega 900 dipendenti nel mondo. Il suo punto di forza, dimostrato all’interno del workshop PoliMill con i portautensili è la concentricità e il controllo dei suoi prodotti. Utensili da taglio concentrici danno il massimo della prestazione in termini di qualità sul pezzo e durata utensile. Sul centro di lavoro sono stati utilizzati i portapinze Mega6S e Mega6N e il mandrino idraulico Super Slim HDC6S-UP. Quest’ultimo garantisce ottime finiture grazie alla concentricità di 1 µm a quattro volte il diametro.
Big Kaiser, fondata nel 1948, progetta produce e commercializza utensili sofisticati e soluzioni per lavorazioni meccaniche di alta precisione destinate al settore automobilistico, militare e aerospaziale, dell’energia e delle microlavorazioni, come medicale, elettronica e orologeria. Big Kaiser fa parte del gruppo BIG Daishowa, che impiega 900 dipendenti nel mondo. Il suo punto di forza, dimostrato all’interno del workshop PoliMill con i portautensili è la concentricità e il controllo dei suoi prodotti. Utensili da taglio concentrici danno il massimo della prestazione in termini di qualità sul pezzo e durata utensile. Sul centro di lavoro sono stati utilizzati i portapinze Mega6S e Mega6N e il mandrino idraulico Super Slim HDC6S-UP. Quest’ultimo garantisce ottime finiture grazie alla concentricità di 1 µm a quattro volte il diametro.
Bruker Alicona
La misurazione dei risultati
 Bruker è una multinazionale statunitense che da più di 50 anni sviluppa e fornisce soluzioni tecnologiche nell’ambito della misura e acquisizione attraverso l’uso di microscopi, profilometri, rugosimetri, micro-CT e numerosi altri sistemi di misura. Più di 6.000 dipendenti collaborano allo sviluppo di tecnologie all’avanguardia e di grande utilità in ambito metrologico. Nello specifico del workshop è stato impiegato il sistema Alicona InfinteFocus, che, attraverso la messa a fuoco dei diversi piani dello stampo, ha consentito di ricostruire un modello corrispondente alla realtà per mezzo di una nuvola di punti. Il software in dotazione è stato impiegato per eseguire misure dimensionali su particolari dettagli del componente, come lunghezze lineari, angoli, spigoli, raggi di raccordo. È stato possibile anche effettuare un confronto col modello CAD iniziale dello stampo. Il sistema Bruker Alicona è utile anche per analizzare la rugosità superficiale dei componenti.
Bruker è una multinazionale statunitense che da più di 50 anni sviluppa e fornisce soluzioni tecnologiche nell’ambito della misura e acquisizione attraverso l’uso di microscopi, profilometri, rugosimetri, micro-CT e numerosi altri sistemi di misura. Più di 6.000 dipendenti collaborano allo sviluppo di tecnologie all’avanguardia e di grande utilità in ambito metrologico. Nello specifico del workshop è stato impiegato il sistema Alicona InfinteFocus, che, attraverso la messa a fuoco dei diversi piani dello stampo, ha consentito di ricostruire un modello corrispondente alla realtà per mezzo di una nuvola di punti. Il software in dotazione è stato impiegato per eseguire misure dimensionali su particolari dettagli del componente, come lunghezze lineari, angoli, spigoli, raggi di raccordo. È stato possibile anche effettuare un confronto col modello CAD iniziale dello stampo. Il sistema Bruker Alicona è utile anche per analizzare la rugosità superficiale dei componenti.
di Salvatore Cataldo, Politecnico di Milano