In questa seconda parte dell’approfondimento sul tema della saldatura (clicca qui per la prima parte) analizzeremo più nel dettaglio il processo del Cold Metal Transfer (CMT), evidenziandone applicabilità e vantaggi in automazione e robotica.
Nella puntata precedente abbiamo affrontato i procedimenti di saldatura più tradizionali (sinergico standard short/spray e pulsato), per poi introdurre alcuni processi moderni, evoluzione dei primi ma con caratteristiche più sofisticate e performanti come LSC e PMC (Low Spatter Control e Pulse Multi Control). Legate a questi ultimi abbiamo descritto le correzioni lunghezza d’arco e penetrazione, utilizzabili sia in modalità di saldatura manuale e soprattutto automatica/robotizzata. Infine abbiamo introdotto il CMT (Cold Metal Transfer) ormai molto noto e diffuso (oltre che soggetto a numerosi tentativi di copiatura), che andremo ora ad approfondire.
Il CMT al centro dell’automazione
Principe dei processi per l’automazione, dunque, è proprio il CMT, che infatti è applicato nella stragrande maggioranza delle installazioni nell’ambito di sistemi automatici, quasi sempre robotizzati, data la versatilità, la semplicità di dialogo e di regolazione e la replicabilità dei risultati ottenibili. La vestizione robotica è completamente modulare, quindi adattabile in qualunque situazione, lunghezza del braccio, layout della cella e accessibilità dei componenti da saldare.
Il CMT è dunque un procedimento di saldatura che regola con grande precisione il distacco delle gocce di filo a una a una, fino a un massimo di 160 gocce al secondo(!) tramite impulsi di corrente che provocano il trasferimento delle gocce stesse nel bagno di saldatura nel momento di retroazione del filo; questo produce una lunga serie di vantaggi: radicale riduzione dell’apporto termico al materiale da saldare, assenza di spruzzi, rapidità di esecuzione, applicabilità a lamiere sottilissime, minore usura delle torce impiegate e dei rispettivi ricambi ecc.
I programmi di saldatura
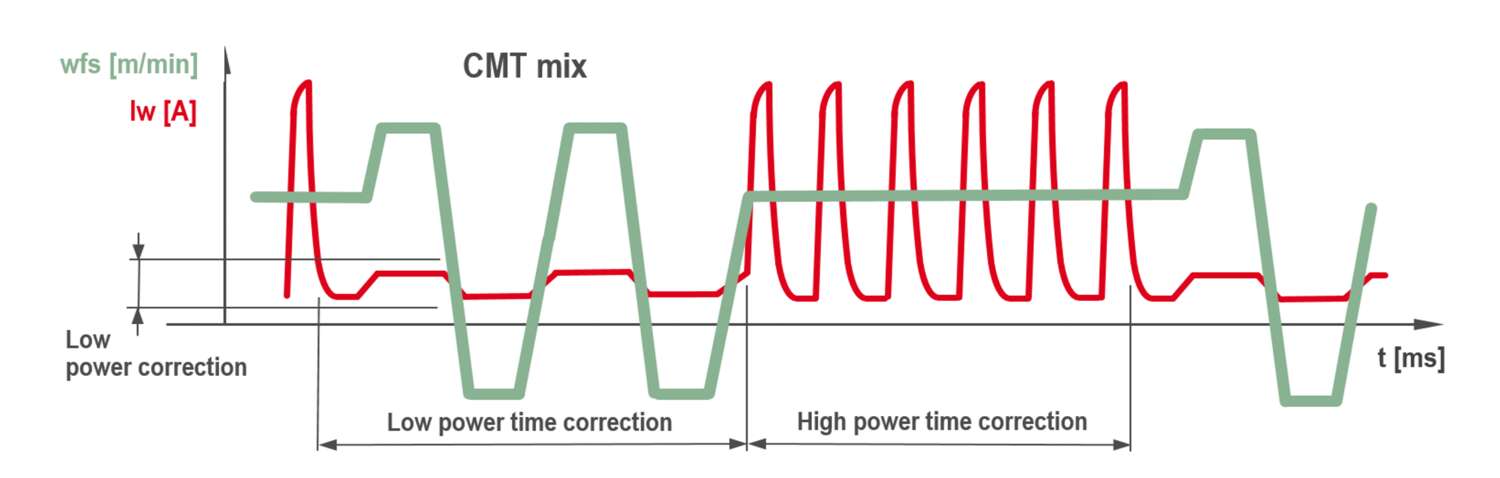
I programmi di saldatura presenti nei generatori (le cosiddette curve caratteristiche disponibili sono oltre 1000) soddisfano la gran parte delle esigenze produttive che incontriamo ogni giorno; tuttavia è possibile intervenire su alcuni parametri di processo per regolare in dettaglio quale apporto termico dedicare per ogni singola situazione applicativa. Come? Per esempio attraverso la regolazione quantitativa del distacco delle gocce in modalità CMT e analogamente in modalità pulsata: nella figura 1 ogni impulso / distacco gocce avviene in modalità “low power (CMT)” e in modalità “high power (pulsato)”.
Fisicamente scegliamo quante gocce apportare nel bagno in CMT e quante in pulsato in funzione dell’apporto termico che intendiamo ottenere, semplicemente attraverso il setting parametri dell’apposito menù del pannello-generatore. Il Cold Metal Transfer è oggi disponibile anche con la funzione “Cycle Step”; si tratta di una variante per il CMT che permette all’utilizzatore non solo di scegliere e regolare il numero di gocce di filo d’apporto, ma di stabilire e regolare anche i tempi di pausa (arco spento!) duranti i cicli di processo e, non ultimo, è possibile persino definire la dimensione della goccia. Il risultato principale è l’apporto termico ulteriormente ridotto rispetto al CMT che già conosciamo, unito ad una estetica davvero sorprendente e all’alta riproducibilità del risultato stesso.

Lo spazio applicativo è estremamente ampio: dalle saldature dove l’estetica è il primo requisito, fino alle applicazioni additive e/o di puntatura; in sintesi, ogni distacco di goccia del filo è una saldatura indipendente. Grazie al Cycle Step l’apporto termico ai componenti da saldare risulta così ridotto ai minimi termini e può realmente essere controllato con precisione, cosa particolarmente apprezzabile, ad esempio, durante le saldature in posizione e in presenza di gap e tolleranze rilevanti nell’accoppiamento delle lamiere. Un ulteriore vantaggio è l’estetica a “onde” del cordone di saldatura, che rende accattivante il cordone finito, senza necessità di ulteriori post-lavorazioni (vedi figura 2).
Il CMT Cycle Step rende semplice l’utilizzo del procedimento MIG/MAG anche per operazioni di puntatura, solitamente appannaggio di procedimenti specifici “spot” (figura 3). Inoltre il CMT Cycle Step può essere impiegato per saldare lamiere zincate oppure ancora per eseguire puntature di ancoraggio per materiali gommosi e/o tecnoplastici. È possibile applicare il Cycle Step anche per applicazioni di “claddatura” o di manifattura additiva, che, come sappiamo, è in una fase non solo di ampia ricerca ma di prime industrializzazioni.

Conclusioni
Siamo giunti al termine dell’approfondimento centrato sia sui processi di saldatura noti da tempo, sia di recente introduzione; trattandosi di impianti che si avvalgono delle più recenti tecnologie, le novità e le implementazioni sono sempre possibili, pertanto le illustreremo non appena saranno disponibili; nel frattempo: buon lavoro e buone sperimentazioni!
Luigi Gennari