Le caratteristiche e le sfide che due processi come il waterjet e la tornitura-fresatura devono soddisfare per lavorare nel settore delle microlavorazioni
Questo articolo ha l’obiettivo di portare all’attenzione dei lettori l’esperienza sulle microlavorazioni della WatAJet s.r.l., microimpresa operante nel settore delle lavorazioni meccaniche di precisione dalla fine del 2014. WatAJet s.r.l., azienda spin-off del Politecnico di Milano, prende il nome dall’esclamazione “What a jet!”, modificata per assomigliare al termine “Waterjet”, nome del processo di taglio usato in azienda a partire dalla fondazione.
Taglio a getto d’acqua nel settore industriale
Questo progetto è nato in un periodo in cui il getto d’acqua era noto per la sua capacità di tagliare diversi materiali; a partire dai più soffici, come gomma e plastica per guarnizioni in configurazione a acqua pura, fino a materiali compositi e acciaio, in configurazione AWJ (Abrasive Water Jet), ma non per la sua accuratezza sul pezzo. Come noto a chi opera nel campo dei processi di lavorazione, l’accuratezza finale sul pezzo dipende da molti fattori e il processo in sé è responsabile soltanto di una quota della tolleranza naturale della lavorazione. Macchina, setup del pezzo sulla tavola di lavoro, qualità dei consumabili (ugello primario e focalizzatore) e qualità dell’abrasivo sono alcuni degli elementi che spesso determinano la maggior parte dell’errore sul pezzo.
Difficoltà e soluzioni per la meccanica di precisione
Questo articolo utilizza alcuni esempi di componenti lavorati mediante taglio a getto d’acqua per meglio rappresentare le difficoltà e le soluzioni che le aziende della meccanica di precisione affrontano ogni giorno.





La Figura 1 riporta un componente la cui caratteristica principale è includere delle pareti sottili di forma complessa (centro del pezzo) utili per sostenere un potenziometro. Le pareti hanno spessore da 0,15 mm e una tolleranza sullo spessore di 0,02 mm.
Gli aspetti salienti di questo componente e della soluzione di taglio a getto d’acqua sono i seguenti:
- Lo spessore di acciaio da 2,6 mm ben rappresenta il campo di lavoro del waterjet di precisione. Spessori sotto 0,5 mm sarebbero affrontabili dal laser nei femtosecondi e l’elettroerosione a filo (WEDM), che potrebbe tagliare spessori inferiori ma anche notevolmente superiori, ha un’accuratezza sul pezzo addirittura sovradimensionata per il componente in esame, cosa che ne determina anche una minore produttività.
- Anche la tolleranza richiesta ben rappresenta il microAWJ, trattandosi di un campo che va da 1 a 3 centesimi di millimetro sul pezzo. Questa accuratezza comporta il fatto che le aziende operanti in questo settore devono essere dotate di strumenti di misura adeguati alla verifica dei pezzi.
- Il getto d’acqua può sia tagliare sia forare nello stesso setup, contrariamente all’EDM che invece ha bisogno di un passaggio del pezzo attraverso una macchina foratrice apposita, sempre basata su EDM. Ciò rende il getto più versatile e complessivamente più veloce.
- Componenti come quello in Figura 1 possono essere affetti dalla formazione di bave durante il taglio in funzione della tecnologia che si usa. Anche il waterjet può produrre bave, soprattutto su materiali duttili, ma il fatto che non siano di tipo termico, come nel caso del materiale fuso e risolidificato prodotto dal taglio laser, permette una facile rimozione della bava con vari processi di finitura che non alterano le prestazioni complessive di accuratezza, produttività e economicità della process chain.
La Figura 2 riporta il caso di una molletta per orologeria che ha alcune caratteristiche simili al componente precedente, ma che offre lo spunto per altre considerazioni:
- Il setup del pezzo sulla tavola di un impianto di taglio a getto d’acqua è sempre un fattore critico di successo. Il waterjet ha il vantaggio di applicare forze ridotte sul pezzo, fino a un newton o meno, ma tali forze sono sufficienti in alcuni casi per spostare il pezzo se il setup non è adeguato.
- Lo spessore del pezzo è molto sottile. Questo produce un vantaggio per il waterjet che, essendo una tecnologia di taglio a freddo, non comporta distorsioni termiche del pezzo.
Il componente nella Figura 3 estremizza gli aspetti già commentati per i casi precedenti e rappresenta il pezzo più incredibile tagliato a getto d’acqua. I suoi aspetti salienti sono:
- Il setup del pezzo diventa in questo caso il problema più grande da risolvere tanto da diventare segreto industriale.
- I fori sono così piccoli da non poter essere nemmeno eseguiti da un getto d’acqua tradizionale, che utilizza un focalizzatore con diametro di circa 1 mm.
Negli ultimi anni l’esperienza di WatAJet si è estesa all’asportazione di truciolo grazie all’acquisizione di un tornio-fresa Spinner TC-300 e di un tornio a fantina mobile Tornos Swiss GT 26. Questi due tipi di macchina consentono a WatAJet s.r.l. di replicare nel campo della tornitura ciò che la caratterizza nel campo del taglio a getto d’acqua, cioè la capacità di eseguire lavorazioni complesse per le quali la barriera all’ingresso è elevatissima e il know-how essenziale.
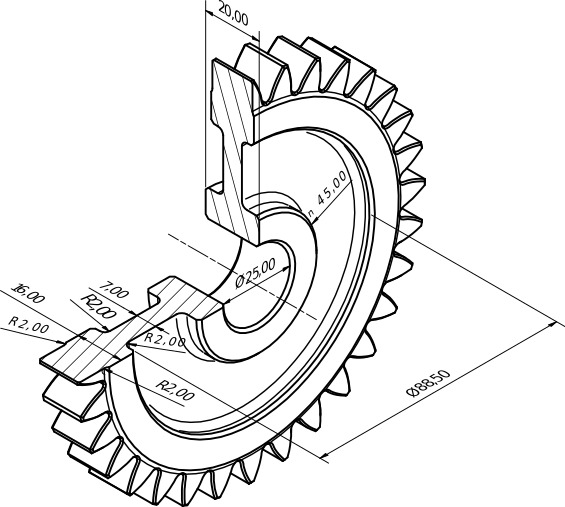
Il pezzo di Figura 4 è un esempio di componente prodotto da WatAJet mediante tornitura-fresatura. Le sue caratteristiche rilevanti sono:
- Il materiale del pezzo è titanio, materiale caratterizzato dalla bassa conducibilità termica che richiede l’utilizzo di parametri di processo non spinti per evitare la produzione di eccessivo calore, la distorsione del pezzo e l’usura accelerate dell’utensile.
- Il vero grattacapo del pezzo sono le fresature elicoidali passanti che danno luogo alle spire della molla. Le tensioni residue già presenti nel materiale di partenza e quelle generate dalla lavorazione possono essere tali da deformare il pezzo durante la lavorazione e comportare la violazione delle tolleranze imposte e anche la rottura dell’utensile.
- Il tornio-fresa è la macchina ideale per questo pezzo, ma la richiesta di accuratezza sul pezzo necessita anche in questo caso, come per il getto d’acqua, di know-how specifico in merito al setup.
- L’ordine di esecuzione delle lavorazioni è particolarmente importante per questo pezzo e determina la sua buona riuscita.
Il tornio a fantina mobile è una delle macchine più complesse per asportazione di truciolo e permette di eseguire geometrie intricate mediante tornitura e fresatura su componenti snelli e di piccole dimensioni.
Dal punto di vista tecnologico, il tornio a fantina mobile offre spunti interessanti per la soluzione di casi complessi e richiede, come sempre, un know-how specifico, ma anche il ricorso alla sensibilità e all’esperienza del tecnologo e dell’utensiliere. Le caratteristiche peculiari del pezzo in Figura 5 sono le seguenti:
- La doppia filettatura può essere lavorata sul tornio a fantina mobile grazie al doppio mandrino.
- La pianificazione delle operazioni deve essere svolta in modo da minimizzare il tempo di lavorazione a causa del fatto che solitamente i lotti da produrre sono numerosi, da qualche migliaio a varie decine di migliaia di pezzi per lotto. Quando possibile, più di una operazione viene svolta contemporaneamente.
- Gli utensili devono essere scelti opportunamente affinché le tolleranze, solitamente centesimali, vengano rispettate. I pezzi solitamente eseguiti con questa tecnologia appartengono a settori come l’automotive, il medicale e l’aerospace, dove vigono requisiti stretti sulla qualità e l’assenza di bave. Anche per questo motivo gli utensili devono essere affilati e devono avere geometrie opportune.
- Componenti come quello mostrato nella Figura 5, che di base sono delle viti, spesso presentano sedi per chiavi esagonali che devono essere eseguite per brocciatura. Anche in questo caso, la scelta dell’utensile è fondamentale.
Le caratteristiche salienti dei due processi
Questo articolo mostra, tramite esempi di parti lavorate, le caratteristiche salienti che due processi come il waterjet e la tornitura-fresatura devono avere per lavorare nel settore delle lavorazioni di precisione o microlavorazioni. Questo settore è caratterizzato dalla tolleranza stretta sul pezzo, che richiede la scelta opportuna di macchine, setup, utensili e strategie di lavorazione. L’articolo riporta l’esperienza della WatAJet s.r.l. in tal senso.