La maschiatura a rullare risulta ideale nella produzione di filetti resistenti e duraturi. Scopriamo perché.
La produzione di filetti resistenti e duraturi per applicazioni ad alte prestazioni può risultare complessa, soprattutto quando si lavora con materiali duri o fragili. Il processo di maschiatura a taglio, che implica la rimozione di materiale, può introdurre microfessure nei filetti, riducendo la loro resistenza e aumentando il rischio di usura prematura degli utensili. Inoltre, la generazione di calore durante il processo di taglio può compromettere la qualità del prodotto finale.
I benefici della maschiatura a rullare e/o a deformazione
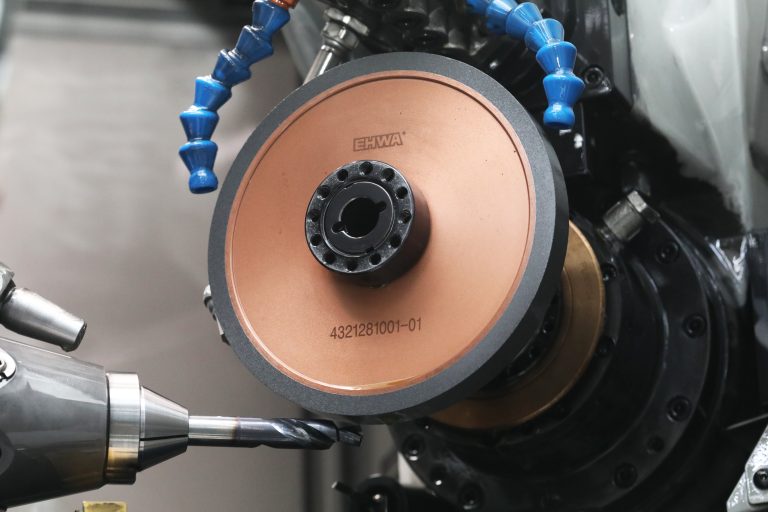
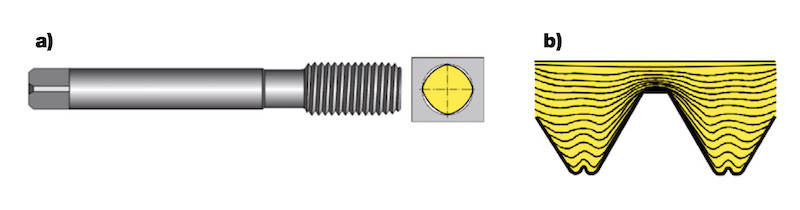
La maschiatura a rullare, conosciuta anche come filettatura a rullare (Figura 1), è un processo di deformazione del materiale che sta guadagnando rapidamente popolarità grazie ai suoi vantaggi rispetto alla tradizionale maschiatura a taglio (Figura 2). A differenza della maschiatura a taglio, che implica la rimozione del materiale, la maschiatura a rullare ridistribuisce il materiale attraverso deformazione plastica, offrendo numerosi benefici in termini di resistenza del filetto, durata e efficienza complessiva. In questo articolo, esploreremo i dettagli della maschiatura a rullare, spiegando come si differenzia dalla maschiatura a taglio, le sue applicazioni e quando è consigliabile utilizzarla.
Il processo di filettatura a rullare
La maschiatura a rullare è un processo di lavorazione a freddo, in cui una forma filettata viene creata comprimendo e deformando il materiale. A differenza della maschiatura a taglio, che rimuove il materiale per formare il filetto, la maschiatura a rullare non comporta alcuna rimozione di materiale; invece, deforma plasticamente il materiale, causandone il flusso nella forma desiderata. Questo processo produce filetti più resistenti e con una finitura superficiale più uniforme, rendendoli ideali per applicazioni che richiedono alta durabilità (Figura 3).
La caratteristica distintiva della maschiatura a rullare è l’affidamento alla deformazione plastica. Quando un pezzo subisce questo processo, il materiale viene compresso e deformato tra i fianchi di rullatura, il che porta alla formazione di un filetto. Poiché il materiale non viene rimosso, i filetti prodotti dalla maschiatura a rullare possiedono una struttura e proprietà meccaniche superiori rispetto a quelli ottenuti con la maschiatura a taglio.

Casi in cui è consigliabile scegliere la maschiatura a rullare
La filettatura a rullare è adatta a materiali duttili e con buona resistenza alla rottura. Non è applicabile su materiali fragili come ghisa o acciai temprati. I requisiti del materiale sono i seguenti:
- acciai a bassa lega (<250 HB, resistenza <850 N/mm²);
- leghe di alluminio (silicio <10%);
- leghe di rame e ottone;
- acciai inox austenitici (resistenza <850 N/mm²).
Allungamento
Va inoltre sottolineato che i materiali con allungamento superiore al 10% sono idonei alla maschiatura a rullare. Materiali con allungamento inferiore potrebbero non deformarsi correttamente.
Resistenza alla rottura (Tensile Strength)
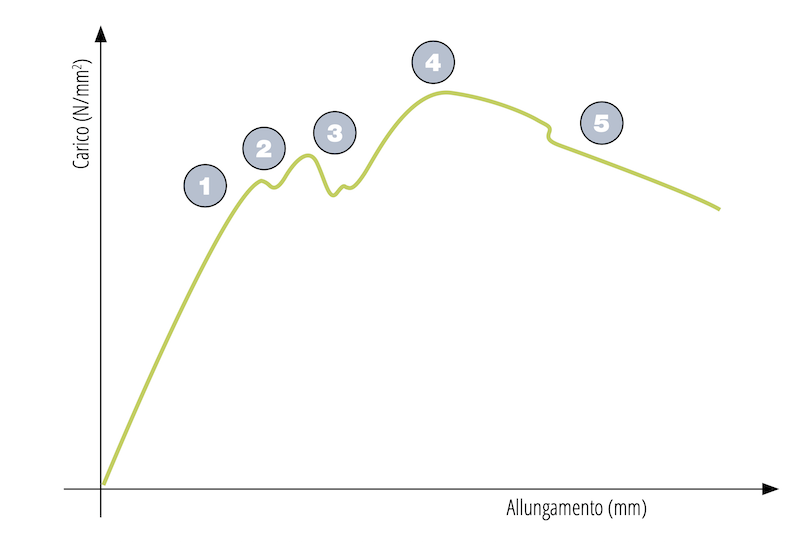
I materiali devono avere una resistenza alla rottura inferiore a 1000 N/mm² per evitare problemi durante il processo (Figura 4). Durante la maschiatura a rullare il maschio viene sottoposto ad una sollecitazione compresa tra i punti 3 e 4: la deformazione del materiale lavorato è in minima parte elastica e prevalentemente plastica quindi deformata in modo permanente.
Struttura del materiale
La struttura del materiale gioca un ruolo significativo nel successo del processo di maschiatura a rullare. Il materiale deve avere una microstruttura che favorisca la deformazione plastica, come quelle ottenute tramite laminazione o forgiatura. Materiali con strutture granulari, come la ghisa, non sono adatti per la maschiatura a rullare, poiché tendono a fratturarsi sotto stress.
La qualità dei filetti nella maschiatura a rullare
I filetti ottenuti hanno caratteristiche superiori:
- Profilo arrotondato – con una caratteristica “valle” sulla cresta del filetto
- Assenza di microfessure – maggiore resistenza a stress e fatica
- Finitura superficiale migliore – riduce attrito e migliora la qualità del pezzo
Dimensioni del preforo per la filettatura a rullare
Il preforo per la filettatura a rullare deve essere più grande rispetto alla maschiatura a taglio per permettere la corretta deformazione del materiale. Tolleranze IT9 o migliori garantiscono una deformazione uniforme e precisa. La filettatura a rullare rappresenta un’alternativa efficace alla maschiatura a taglio, offrendo maggiore resistenza del filetto, minore usura dell’utensile e una finitura superficiale superiore, rendendola ideale per applicazioni ad alta performance. Generalmente il rapporto del numero di maschiature tra un maschio a rullare e tradizionale si attesa tra le 3 e 5 volte, in relazione alle condizioni di lavoro e di lubrificazione. Così come con una lubrificazione minimale si possono solitamente ottenere risultati modesti rispetto ad una in olio o emulsione al 10%.
Maschiatura a taglio vs maschiatura a rullare
Maschiatura a taglio
- Rimozione di materiale: forma il filetto asportando trucioli
- Resistenza inferiore: può introdurre microfessure e interruzioni nelle fibre del materiale
- Maggiore usura degli utensili: a causa delle elevate pressioni di taglio
Maschiatura a rullare
- Deformazione del materiale: il filetto si forma senza rimuovere materiale
- Maggiore resistenza: filetti più compatti e privi di microfessure
- Minore usura degli utensili: maggiore durata grazie all’assenza di taglio
- Coppia maggiore: richiede circa il 30% in più di coppia rispetto alla maschiatura a taglio