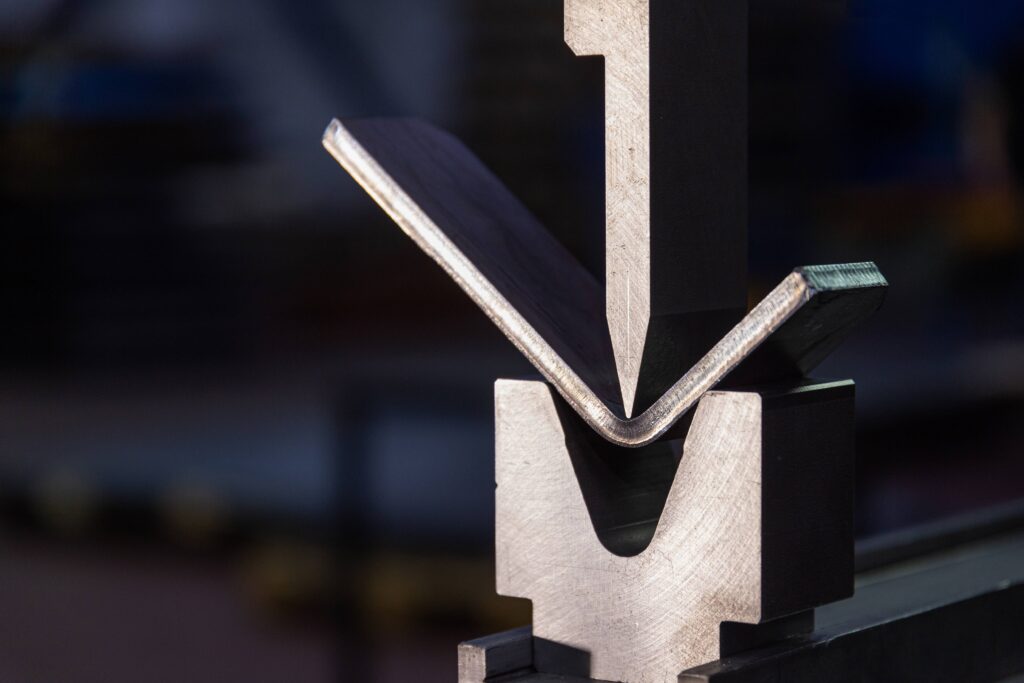
La pressopiegatura, detta anche piegatura a tre punti (“V”), è senza ombra di dubbio la tecnologia a deformazione più presente nelle officine e la più versatile. Grazie a essa si possono produrre lotti elevati o pezzi singoli, spessori più o meno elevati, particolari di complessità molto diversa.
Uno dei primi concetti che viene “fissato” nella mente dei neofiti, in fase di formazione, è quello di scegliere un gruppo relativamente ristretto di matrici in base allo spessore da lavorare.
La classica “regola aurea“, che indica come larghezza ottimale della “V” pari a 8 volte lo spessore, è ormai ben conosciuta da chiunque svolga questo lavoro, per lo meno nell’ambito della carpenteria classica.
Partendo da quel dato semplicissimo da individuare (ad esempio, spessore 2 significa matrice consigliata V=16) starà poi all’operatore cercare di rimanere il più possibile attorno alla larghezza calcolata.
Potrebbe scegliere una V=12 se il particolare presenta dei limiti dimensionali che lo rendono irrealizzabile con una 16, ma anche una V=20 qualora non vi fosse materialmente l’utensile a disposizione.
Sicuramente scendere ancora con il valore della V tende velocemente a far insorgere problematiche e rischi legati alla portata degli utensili, alla forza a disposizione della macchina, all’integrità del materiale e alla ripetibilità dell’angolo di piega.
Aumentare di molto il valore di V, invece, può rendere il ritorno elastico eccessivo in alcune condizioni e creare raggi interni troppo elevati e non così apprezzati da un punto di vista estetico in molti ambiti.
Discorso molto diverso, ovviamente, se le lavorazioni interessano gli acciai cosiddetti “alto-resistenziali” dove necessariamente devono essere seguite scrupolosamente le linee guida dettate dalle specifiche dei produttori delle lamiere.
Tuttavia, un fatto poco conosciuto è che la larghezza della V della matrice (o cava) non è sempre intesa allo stesso modo. Basta cambiare standard e si può andare incontro a spiacevoli sorprese.
Per entrare nel dettaglio in questo articolo sarò costretto a citare marchi commerciali molto noti che, grazie alla loro diffusione e agli standard da loro creati, sono diventati veri e propri riferimenti.