Gli ingranaggi in plastica stanno conoscendo una crescente diffusione in diversi settori, quali l’automotive e i dispositivi medicali, grazie al loro peso ridotto, al basso costo e ai processi di produzione relativamente semplici [1]. Queste caratteristiche sono fondamentali per renderli una soluzione valida per molte applicazioni. Tuttavia, gli ingranaggi in plastica presentano anche alcuni problemi. Ad esempio, rispetto all’acciaio, le proprietà meccaniche delle plastiche sono significativamente inferiori, con una resistenza a trazione pari a circa 1/7, un modulo elastico pari a circa 1/75, una conducibilità termica di circa 1/80, un coefficiente di dilatazione lineare circa 11 volte maggiore, un’elevata igroscopicità e proprietà meccaniche fortemente variabili con la temperatura [2].
Per superare queste limitazioni, sono stati compiuti numerosi sforzi nello sviluppo di ingranaggi in plastica ad alta resistenza mediante l’aggiunta di fibre di rinforzo [3] e l’impiego di materiali eco-compatibili con proprietà meccaniche migliorate [4]. Le modalità di cedimento degli ingranaggi polimerici possono essere differenti. Bravo et al. [5] hanno indicato strategie di modellazione per valutare ciascuna modalità di cedimento, partendo dal carico statico fino al cedimento termico, alla fatica e all’usura. Prove sperimentali condotte applicando diversi carichi a un ingranaggio in plastica hanno confermato come il tipo di cedimento dipenda fortemente dal carico applicato [6].
La complessità nella valutazione accurata delle proprietà meccaniche dei materiali polimerici, insieme a un livello più elevato di incertezza, conduce a una stima più complessa delle prestazioni a fatica degli ingranaggi polimerici. In questo contesto, la normativa VDI 2736 Parte IV offre raccomandazioni e metodi altamente efficaci per l’analisi statistica della fatica [7]. Secondo tale norma, una validazione statistica adeguata richiederebbe che ogni prova includa più di trenta provini. Questo numero di test non è economicamente sostenibile; per tale motivo, si raccomanda l’utilizzo di tre campioni per ciascuna coppia di prova coppia/temperatura.
A partire da questi dati, assumendo che gli esperimenti seguano una distribuzione normale, è possibile valutare la vita a rottura con una probabilità del 10%. L’indagine preliminare qui riportata si basa su questa ipotesi. In particolare, viene presentata la differenza tra l’approccio VDI e una nuova procedura basata sulla distribuzione di cedimento di Weibull. Lo studio è stato reso possibile grazie a una campagna sperimentale condotta su un banco prova a circuito non meccanicamente chiuso conforme agli standard VDI.
Banco prova
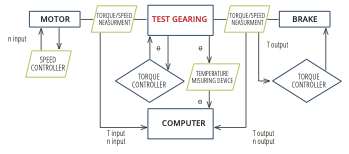
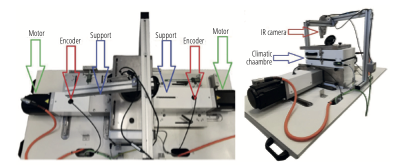
L’allestimento del banco prova (figura 1) segue lo schema definito dalla normativa VDI 2736-4 [7], impiegando nello specifico una configurazione a circuito non meccanicamente chiuso. Nel banco di prova sono installati due motori elettrici: uno che aziona l’ingranaggio motore ed il secondo che funge da freno per l’ingranaggio condotto. Il sistema di controllo prevede un encoder, un torsiometro e un supporto con cuscinetto (cuscinetto a basse perdite di potenza), (figura 2).
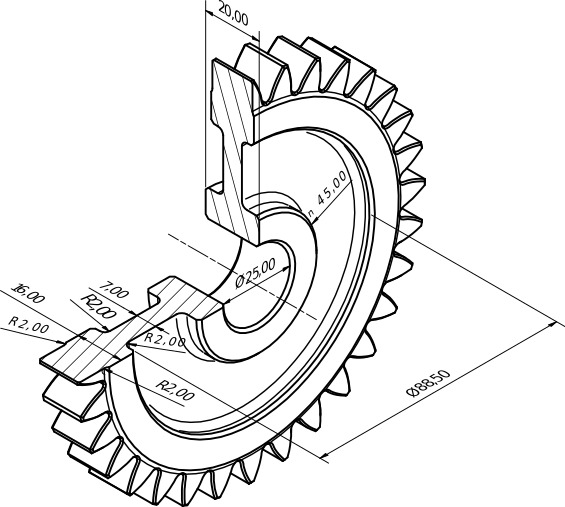
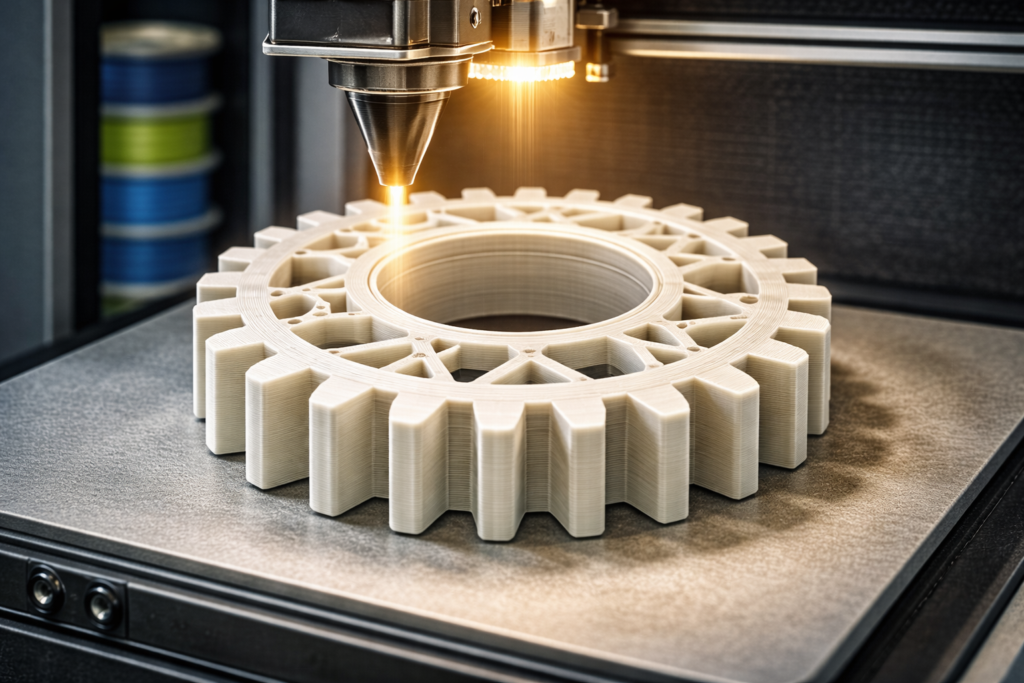
La camera climatica garantisce che gli ingranaggi raggiungano e mantengano la temperatura impostata per la prova. A tale scopo viene utilizzata una termocamera a infrarossi in modo da fornire un segnale di feedback al software di controllo della temperatura. Generalmente, l’ingranaggio motore è realizzato in acciaio, mentre l’ingranaggio condotto è in plastica (figura 3).

È fondamentale definire correttamente l’emissività della termocamera IR. L’emissività dipende dal materiale, dalla sua superficie e da altre caratteristiche fisiche, e la sua valutazione deve essere effettuata ogni volta che viene utilizzato un nuovo materiale.
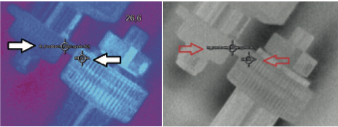
La figura 4 mostra l’immagine acquisita dalla termocamera IR. Le frecce indicano i punti di misura sugli ingranaggi.
| Campo di misura | Dati di catalogo | Scala | Risoluzione teorica | ||||
| Interasse | distance20 ÷ 150 mm | – | 200 | mm | ±0.01sition | mm | |
| Posizione/velocità | speed500 ÷ 4000 rpm | 20 | bit/rev | 360 | ° | 3.43 X 10-4 | ° |
| Coppia | Torque0 ÷ 10 Nm | 24 | bit | 50 | Nm | 2.98 X 10-6 | |
| Termocoppia PT100 | -15°C ÷ +150°C | 16 | bit | – | °C | 0.01sition | °C |
| Telecamera termografica | -15°C ÷ +150°C | 16 | bit | – | – | Dipendente dal campo di misura | |
Tabella 1 – Proprietà e risoluzione del banco prova
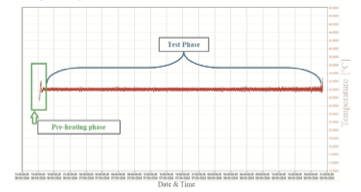
La figura 5 riporta i dati della termocamera IR per l’intera durata della prova, mostrando come, dopo la fase di preriscaldamento, la temperatura risulti quasi costante a 30 °C. Il preriscaldamento viene utilizzato per minimizzare le sollecitazioni termicamente indotte sull’ingranaggio durante la prova. In questa fase, l’ingranaggio viene portato a una temperatura prossima a quella di prova applicando una coppia minima. Una volta che l’ingranaggio raggiunge la temperatura di preriscaldamento, ha inizio la fase di prova vera e propria, durante la quale coppia e velocità angolare vengono applicate in modo graduale.
Gli ingranaggi hanno un interasse di 30 mm con una tolleranza di alcuni decimi di millimetro. Tale tolleranza è stata determinata considerando l’igroscopicità del materiale a base PA6 e la dilatazione del polimero a 30 °C. Il valore della tolleranza è stato calcolato utilizzando il software KISSsoft. Le fasi di prova sono programmate mediante l’applicazione di controllo della macchina e i controlli dei singoli canali di acquisizione sono impostati durante una fase di calibrazione definita dall’utente.
La prova termina non appena si verifica il cedimento dovuto alla rottura (flessione) alla base del dente. Sono presenti due controlli ridondanti sulla macchina (torsiometri ed encoder) che garantiscono un’elevata sensibilità nell’individuazione del cedimento.
Metodi
Innanzitutto, è necessario definire la matrice sperimentale. Nel farlo, occorre assicurarsi che il cedimento avvenga per fatica e non per altre modalità di cedimento (come, ad esempio, l’usura). Per determinare la coppia di rottura dell’ingranaggio, sono stati impiegati due metodi distinti:
• il primo prevede la misura della coppia statica a temperatura ambiente mediante un dinamometro meccanico applicato ad una coppia di ingranaggi metallo/polimero.
• il secondo consiste in una verifica quasi-statica dell’ingranaggio a temperatura elevata. Gli ingranaggi vengono azionati (a circa 10 rpm) a una temperatura di 30 °C sul fianco del dente dell’ingranaggio polimerico e viene applicata una coppia incrementale a gradini fino a quando l’ingranaggio polimerico cede di schianto.
Una volta completata questa fase e acquisiti i risultati, questi possono essere analizzati secondo la normativa VDI. Successivamente, i cedimenti dei provini per un determinato carico vengono valutati sulla base di una distribuzione normale. A tale scopo è stato utilizzato il Q-Q plot. Dopo aver osservato che i cedimenti non sembrano seguire una distribuzione gaussiana, è stata ipotizzata una distribuzione di Weibull.
La distribuzione di Weibull è una distribuzione di probabilità continua ampiamente utilizzata in diversi ambiti, tra cui l’ingegneria dell’affidabilità, l’analisi di sopravvivenza, la meteorologia e, in generale, in tutti quei contesti in cui è necessario modellare la durata di vita di fenomeni o dispositivi [8]. Essa risulta particolarmente adatta per l’analisi dei “life data” (dati relativi alla durata di vita degli oggetti). La funzione di densità di probabilità (PDF) della distribuzione di Weibull è espressa come segue:

dove:
𝑡 ≥ 0 è la variabile di interesse (spesso il tempo);
𝜆> 0 è il parametro di scala;
𝑘 > 0 è il parametro di forma.
Il parametro di forma 𝑘 influenza l’andamento della distribuzione:
• quando 𝑘 < 1, la distribuzione presenta un tasso di cedimento decrescente (indicativo della cosiddetta “mortalità infantile”);
• quando 𝑘 = 1, la distribuzione di Weibull si riduce a una distribuzione esponenziale con tasso di cedimento costante;
• quando 𝑘 > 1, il tasso di cedimento aumenta nel tempo, rappresentando spesso elementi soggetti a deterioramento o usura.
La distribuzione cumulativa relativa 𝐹(𝑡) è definita come

Infine, sia con l’approccio VDI, sia con la nuova metodologia basata sulla distribuzione di Weibull, è stata stimata la vita con un livello di confidenza del 90%.
Risultati e discussione
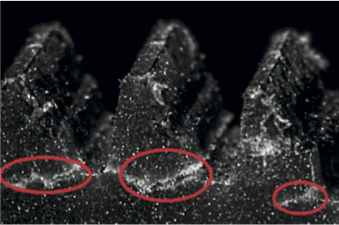
A partire dalla coppia massima a rottura, vengono determinate le coppie da utilizzare per l’esecuzione delle prove necessarie alla definizione della curva di fatica. È importante garantire che le impostazioni di coppia e velocità di rotazione conducano a rotture per flessione (figura 6) e non ad altre modalità di cedimento predominanti, quali l’usura. Tutte le prove sono condotte a una temperatura costante di 30 °C. Il banco prova è dotato di strumentazione in grado di rilevare con precisione il cedimento del dente dell’ingranaggio, consentendo l’arresto immediato della prova.
Dopo varie prove statiche, la coppia di rottura quasi-statica è stata definita pari a 2.8 Nm. La velocità di prova è mantenuta a 250 rpm. L’insieme dei valori di coppia parte da 1 Nm, diminuendo con un passo del 20% per ricavare i valori successivi. Dopo la prima prova condotta a 2 Nm, che ha portato a una durata di vita dell’ingranaggio molto limitata, la coppia iniziale è stata fissata a 1 Nm.
Avendo definito la temperatura di prova a 30 °C (misurata sul fianco del dente), sono stati stabiliti i seguenti punti di prova: 1 Nm, 0.8 Nm, 0.6 Nm, 0.4 Nm. Seguendo la normativa VDI 2736 Parte 4 [7], è necessario ripetere ciascuna prova almeno tre volte per ottenere un’accuratezza sufficiente (punto sulla curva di Wöhler); la matrice sperimentale è riportata in tabella 2.
| Numero campione | Velocità (rpm) | Coppia (Nm) | Temperatura dente (°C) |
| 1 | 250 | 1 | 30 |
| 2 | 250 | 1 | 30 |
| 3 | 250 | 1 | 30 |
| 4 | 250 | 1 | 30 |
| 5 | 250 | 0.8 | 30 |
| 6 | 250 | 0.8 | 30 |
| 7 | 250 | 0.8 | 30 |
| 8 | 250 | 0.8 | 30 |
| 9 | 250 | 0.8 | 30 |
| 10 | 250 | 0.8 | 30 |
| 11 | 250 | 0.6 | 30 |
| 12 | 250 | 0.6 | 30 |
| 13 | 250 | 0.6 | 30 |
| 14 | 250 | 0.4 | 30 |
| 15 | 250 | 0.4 | 30 |
Tabella 2 – Matrice sperimentale
L’esecuzione di ciascuna prova segue procedure rigorose al fine di garantire la riproducibilità dei risultati, limitando così gli errori casuali. I parametri degli ingranaggi di prova sono riportati in tabella 3.
| Descrizione | Simbolo | Unità di misura | Ingranaggio in plastica | Ingranaggio in metallo |
| Interasse | a | mm | 30 | |
| Modulo normale | mn | mm | 0.5 | |
| Numero di denti | z1;z2 | – | 60 | 60 |
| Larghezza fascia | b1;b2 | mm | 3 | 14 |
| Diametro di testa | da1;da2 | mm | 31 | 31 |
| Diametro di piede | df1;df2 | mm | 28.75 | 28.75 |
| Raggio di raccordo testa | rk1;rk2 | mm | 0.1 | 0.1 |
| Coefficiente di spostamento di profilo | x1;x2 | – | 0 | 0 |
| Angolo di pressione | αn | ° | 20 | 20 |
| Angolo d’elica | β | ° | / | / |
| Fattori del profilo di riferimento | hap* | – | 1 | 1 |
| hfP* | – | 1 | 1 | |
| ρfP* | – | 0.2 | 0.2 | |
| Misura della lunghezza tangenziale di base | Wk | mm | 10.015 (7) | |
| Wk1min | mm | 9.936 (7) | ||
| Wk2max | mm | 9.964 (7) | ||
| Metodo di fabbricazione | Stampaggio | Dentatura a creatore | ||
| Qualità del dente (ISO 1328) | – | – | 11 | 6 |
Tabella 3 – Dati dell’ingranaggio di prova
Il cedimento a fatica, come osservato attraverso le prove di durata, è influenzato da molteplici fattori, quali la variabilità dei provini e le condizioni di prova adottate. Di conseguenza, i dati risultanti tendono a essere eterogenei e caratterizzati da una dispersione significativa. Per questo motivo, è necessaria un’analisi statistica (tabella 4).
| ID campione | T [Nm] | Tensione [MPa] | Numero di cicli | Log (Cicli) |
| 1 | 1 | 54.81 | 529604 | 5.7240 |
| 2 | 1 | 54.81 | 306733 | 5.4868 |
| 3 | 1 | 54.81 | 244850 | 5.3889 |
| 4 | 1 | 54.81 | 388641 | 5.5895 |
| 5 | 0.8 | 43.85 | 633209 | 5.8015 |
| 6 | 0.8 | 43.85 | 758316 | 5.8799 |
| 7 | 0.8 | 43.85 | 668281 | 5.8250 |
| 8 | 0.8 | 43.85 | 713957 | 5.8537 |
| 9 | 0.8 | 43.85 | 793911 | 5.8998 |
| 10 | 0.8 | 43.85 | 650333 | 5.8131 |
| 11 | 0.6 | 32.89 | 1318533 | 6.1201 |
| 12 | 0.6 | 32.89 | 1455696 | 6.1631 |
| 13 | 0.6 | 32.89 | 1572850 | 6.1967 |
| 14 | 0.4 | 21.93 | 2873937 | 6.4585 |
| 15 | 0.4 | 21.93 | 3668254 | 6.5645 |
Tabella 4 – Risultati sperimentali in termini di cicli a rottura
I risultati delle prove sono riportati in figura 7, nella quale le 15 coppie di ingranaggi testate sono rappresentate in funzione della coppia applicata e del numero di cicli a rottura.

A partire da questi dati, seguendo la normativa VDI, è possibile valutare il numero di cicli con una probabilità di cedimento del 10% e tracciare la curva di Wöhler. Secondo la normativa, per ricavare un punto della curva a partire dai risultati sperimentali è necessario calcolare la media e la deviazione standard delle rotture dei provini per ciascun valore di coppia. Tale procedura viene eseguita assumendo una distribuzione gaussiana dei cedimenti.
Nell’approccio proposto in questo articolo, si intende confrontare tale procedura con l’ipotesi di una distribuzione di Weibull.
Per verificare se i dati sperimentali seguano una distribuzione gaussiana per un determinato valore di coppia, è stato utilizzato il Q-Q plot [9]. Questa rappresentazione consente di confrontare la distribuzione cumulativa della variabile osservata con quella della distribuzione normale. Per eseguire questa analisi è stato scelto il valore di coppia pari a 0.8 Nm, per il quale sono stati testati sei ingranaggi, garantendo una migliore rappresentatività.
Gli autori sono consapevoli che sarebbe necessario un numero di prove molto maggiore per ottenere risultati più consistenti, ma ulteriori test sono attualmente in corso per verificare le conclusioni riportate in seguito. I dati non sembrano seguire adeguatamente una distribuzione gaussiana. Tale evidenza, visibile in figura 7, dovrà essere ulteriormente validata mediante un numero maggiore di prove, come precedentemente menzionato.
Per ciascun insieme di misure sperimentali alla i-esima coppia, sono state valutate la media e la deviazione standard secondo quanto riportato nella norma VDI. Ciò consente di determinare la durata di vita al 50% di danno (𝐿50%, valore medio) e la durata di vita al 10% di danno 𝐿10% secondo la seguente relazione:
𝐿ᵢ,10% = 𝐿ᵢ,50% (1 − 1.28 𝑠̅) (3)
dove 𝑠̅ è un valore normalizzato e mediato sull’intera matrice sperimentale della deviazione standard.
Il valore di 𝑠̅ è calcolato come:
dove 𝑛ᵢ indica il numero di prove per ciascun valore di coppia, 𝑛𝑝 il numero di coppie testate e 𝐿ᵢ50% e 𝑠ᵢ rappresentano rispettivamente il valore medio e la deviazione standard delle prove relative alla i-esima coppia.
Per quanto riguarda invece l’ipotesi di distribuzione di Weibull, la durata di vita 𝐿ᵢ10% corrisponde alla probabilità cumulativa del 10% della distribuzione. Tale calcolo richiede una fase preliminare di adattamento delle distribuzioni di Weibull per ciascun valore di coppia testato. La fase di fitting è stata eseguita utilizzando Matlab. Una volta note le distribuzioni, è possibile calcolare la vita a fatica corrispondente a un’affidabilità del 90%.
| T (Nm) | Li,10% normale (cicli) | Vita utile -normale (h) | Li,10% Weibull (cicli) | Vita utile Weibull (h) | Scostamento (%) |
| 1 | 209699 | 13.98 | 223722 | 14.91 | -6.69% |
| 0.8 | 630071 | 42.00 | 630666 | 42.04 | -0.09% |
| 0.6 | 1285898 | 85.73 | 1305156 | 87.01 | -1.50% |
| 0.4 | 2551290 | 170.09 | 2743338 | 182.89 | -7.53% |
Tabella 5 – Durata di vita con sicurezza al 90% calcolata con distribuzione normale e di Weibull a diversi livelli di coppia
La figura 8 riporta i valori di durata di vita calcolati con l’approccio VDI (distribuzione normale) e con l’approccio presentato basato sulla distribuzione di Weibull dei cedimenti. La differenza tra i due approcci risulta inferiore all’8%, ma ciò comporta uno scostamento nella vita a fatica attesa superiore a 10 ore nel caso a 0.4 Nm. Inoltre, la figura 8 riporta sia il limite superiore sia il limite inferiore per un danno del 10% (90% di sicurezza) e per un danno del 90% (10% di sicurezza), assumendo sia una distribuzione normale sia una distribuzione di Weibull.
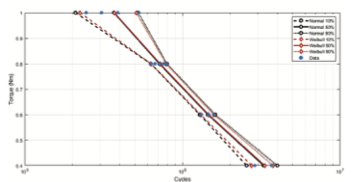
Osservando i risultati, la distribuzione normale appare più conservativa e i valori risultano distribuiti su un intervallo più ampio di numeri di cicli. Questo comportamento è particolarmente evidente ai valori di coppia più elevati e più bassi. La differenza tra i due approcci sembra ridursi laddove il numero di punti dati è inferiore, suggerendo che un’analisi più approfondita con un numero maggiore di punti sperimentali sia preferibile.
La rappresentazione della curva di Wöhler richiede l’interpolazione dei risultati sperimentali mediante un modello lineare nel piano cartesiano Tensione–Log(Cicli). Poiché con questa campagna sperimentale non è ancora stato raggiunto il ginocchio della curva di fatica, viene valutata un’unica pendenza della curva. La retta di interpolazione può essere determinata in diversi modi. In questo caso, anziché utilizzare il criterio dei minimi quadrati, viene impiegato il metodo della massima verosimiglianza [10].
Questo approccio risulta particolarmente utile quando si desidera adattare un modello a dati che non rispettano necessariamente le ipotesi richieste dalla regressione ai minimi quadrati ordinari, come nel caso in cui i residui non siano distribuiti normalmente. Nell’uso della massima verosimiglianza per la regressione, l’obiettivo è individuare i valori dei parametri che massimizzano la funzione di verosimiglianza, che rappresenta la probabilità dei dati osservati dato il modello. Questo metodo è potente poiché consente una maggiore flessibilità nella scelta della forma della distribuzione degli errori nel modello di regressione, ad esempio assumendo distribuzioni di Weibull o altre distribuzioni non normali per gli errori, fornendo così una modellazione più accurata e mirata della variabilità dei dati.
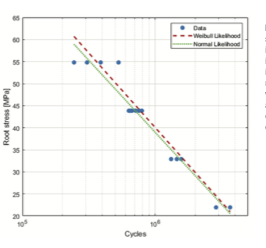
La curva S–N è riportata in figura 9 utilizzando il metodo della massima verosimiglianza sia con residui distribuiti normalmente sia con residui distribuiti secondo Weibull. È visibile una differenza tra le due rette di regressione, che mostra ancora una volta come l’assunzione di una distribuzione normale dei guasti risulti più conservativa.
Conclusioni
In conclusione, questo studio introduce un nuovo approccio per la valutazione delle prestazioni a fatica degli ingranaggi polimerici in PA6, confrontando i metodi convenzionali prescritti dalla normativa VDI 2736 Parte IV con una nuova metodologia che impiega la modellazione tramite distribuzione di Weibull. Questo confronto mira a evidenziare i potenziali vantaggi dell’integrazione della distribuzione di Weibull nell’analisi, offrendo una comprensione più articolata della fatica degli ingranaggi in diverse condizioni di prova.
La flessibilità del modello di Weibull nel rappresentare distribuzioni di errore non normali fornisce una descrizione potenzialmente più realistica della vita a fatica degli ingranaggi, aspetto cruciale per la progettazione di componenti in grado di soddisfare requisiti operativi specifici senza sovrastimarne le capacità. Inoltre, lo studio sottolinea l’importanza della validazione statistica nell’analisi a fatica. Sebbene la normativa VDI adotti un approccio conservativo raccomandando un numero limitato di campioni per ragioni di costo, i risultati preliminari suggeriscono come un aumento del numero di provini potrebbe migliorare l’affidabilità delle stime della vita a fatica.
L’allestimento sperimentale, caratterizzato da un accurato controllo della temperatura e da un monitoraggio completo del comportamento degli ingranaggi sotto carico, ha fornito dati robusti che supportano l’esplorazione dell’approccio basato sulla distribuzione di Weibull. L’utilizzo del metodo della massima verosimiglianza per l’adattamento della relazione tensione–log(cicli) contribuisce a dimostrare il potenziale di questo metodo nell’offrire un’analisi statistica più dettagliata. Tuttavia, è importante sottolineare come questi risultati siano preliminari e che l’approccio basato sulla distribuzione di Weibull non risulti necessariamente superiore al metodo standard VDI, ma rappresenta un’alternativa che potrebbe risultare più coerente con le condizioni fisiche affrontate dagli ingranaggi polimerici in determinate applicazioni. Ulteriori ricerche e campagne sperimentali più estese sono necessarie per validare in modo completo questi risultati iniziali.
Paper presentato per la prima volta al Fall Technical Meeting (FTM) 2024, Chicago, IL. Stampato con il permesso dell’autore/degli autori. Le dichiarazioni presentate in questo documento sono quelle dell’autore/degli autori e potrebbero non rappresentare la posizione o l’opinione dell’American Gear Manufacturers Association.