Nella lavorazione di lamiere a elevata resistenza meccanica, la deformazione non sempre segue fedelmente il profilo dell’utensile superiore: la curva interna può modificarsi durante la chiusura, richiedendo attenzione a progettazione, scelta degli utensili e parametri di processo.
In questo articolo tratteremo uno dei temi meno conosciuti nelle carpenterie, per lo meno laddove vengono svolte lavorazioni piuttosto frequenti, con materiali comuni e utensili tutto sommato standard.
Acciai strutturali senza carichi di rottura troppo elevati, alluminio nelle leghe più diffuse, tuttalpiù inox AISI 304 o AISI 430.
Qui il campo di gioco è piuttosto noto e le difficoltà, che non sono affatto poche o scontate in piegatura, tendono a ripetersi tra realtà differenti, specie se gli spessori da lavorare sono medio-sottili.
Ma quando abbiamo a che fare con gli alto-resistenziali, che siano essi anti-usura, balistici o “ad alto limite elastico”, c’è un fenomeno che emerge e fa sì che, potenzialmente, la curva interna che ci si aspetta (chiamiamolo pure raggio, anche se non approvo al 100%) prenda una “direzione inaspettata“.

Gli alto-resistenziali: facciamo un piccolo passo indietro
Sgomberiamo subito il campo: non esiste una definizione normativa che indichiquando un acciaio è o non è alto-resistenziale.
Tuttavia è ormai assodato che le leghe che rispondono, per convenzione, a questa classificazione sono quelle che vengono impiegate per utilizzi gravosi e straordinari.
Alcune acciaierie hanno creato brand fortissimi su questi materiali che hanno permesso, grazie a una continua ricerca sui trattamenti termici, di ottenere prestazioni impensabili fino a pochi decenni fa.
A tal punto che oggigiorno molti oggetti, progettati allo stesso modo da generazioni di prodotti, sono dovuti essere ripensati completamente nelle sagome e nelle forme per poter sfruttare le prestazioni dei nuovi prodotti semilavorati. Potremmo semplificare con i tre gruppi seguenti:
- Gli acciai anti-usura, impiegati nei container, nei camion da cava, nelle benne escavatrici speciali e dovunque gli oggetti debbano resistere al consumo da strisciamento. Tra i più famosi abbiamo senz’altro il celebre Hardox di SSAB o il RAEX, il Creusabro di ArcelorMittal e lo XAR di ThyssenKrupp.
- Gli acciai balistici, utilizzati nel settore della difesa. Noti gli acciai Armox e Ramor
- Gli acciai ad “alto limite elastico”, utilizzati in primis nell’industria del sollevamento, per arrivare alle macchine agricole e all’automotive. Famosissimo lo Strenx, sempre della svedese SSAB.
Materiali straordinari vanno lavorati in modo straordinario
L’alta resistenza fornita da questi materiali ha permesso di raggiungere prestazioni straordinarie in molti campi dell’industria. Tuttavia è necessario essere preparati per poterli lavorare, sia in fase di progettazione sia in fase di realizzazione.
Tali lamiere hanno bisogno di raggi di punzone molto ampi che possano garantire diversi aspetti necessari:
- la distribuzione della deformazione in una zona più ampia della lamiera, per evitare pericolose rotture;
- il raggiungimento di una curva il più possibile simile a quanto richiesto nelle specifiche dei costruttori, che indicano con precisione quali sono i raggi minimi da tenere affinché le prestazioni rimangano intatte.
Ed effettivamente il punzone, che rappresenta rispetto alla matrice l’elemento di gran lunga più importante in questo caso, tende a imprimere con discreta affidabilità il proprio raggio sul particolare.
Ma è qui che, specie se la piega diventa accentuata, avviene il fenomeno della cosiddetta “piega anticipata”.

Piega anticipata: di cosa si tratta?
Riassumendo: il contesto è quello di acciai con una resistenza elevata e i punzoni, necessariamente, hanno un raggio molto ampio. Ebbene: all’inizio della deformazione non succede nulla: la lamiera segue pari-pari la superficie del punzone generando su di sé un raggio piuttosto regolare.
Tuttavia, man mano che la traversa scende e l’angolo si chiude, si può notare che la porzione di lamiera centrale, proprio quella sulla linea di piega, tende a staccarsi dal punzone, creando una curva più secca rispetto a quella dell’utensile superiore (figura 1, la sequenza).
Ciò che può derivarne è una piega con un raggio inferiore rispetto a quello del punzone e, in ogni caso, irregolare.
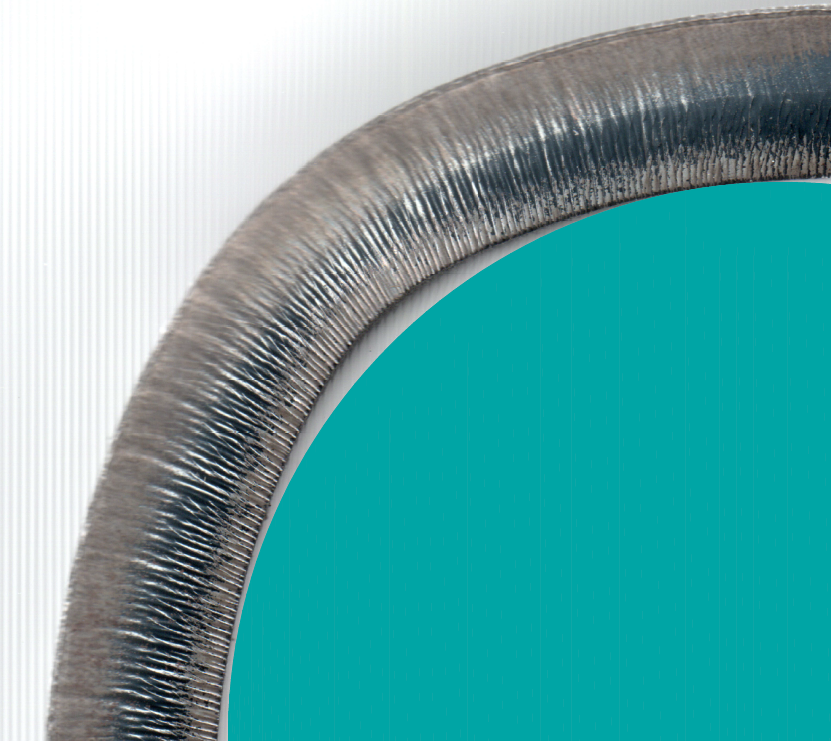
Nella figura 2, anche se in maniera quasi impercettibile senza il riscontro di una forma regolare, si può notare che il raggio interno non è perfetto e, anzi, tende a essere più “secco” al centro: sintomo che il pezzo ha subìto una “piega anticipata”.
In figura 3 lo stesso pezzo è confrontato con una figura geometrica regolare che ne esalta le irregolarità descritte.
Che fare?
Trovarsi davanti a un comportamento di questo tipo che, a onor del vero, può capitare in rare condizioni anche con materiali meno “esotici” e molto più diffusi, può spiazzare.
Specie se si fa troppo affidamento alla componente teorica: quella che trova riscontro esclusivamente sui CAD dei progettisti.
Non mi stancherò mai di dirlo: il raggio interno di un particolare piegato è un valore squisitamente matematico, utile ai sistemi informatici per semplificare le cose e compiere calcoli sufficientemente precisi alla svelta.
Si parte da quello che si chiama “modello”, non per niente… essendo, appunto, un modello della realtà che toglie tutte le variabili che non si possono controllare al 100%.
Lo spessore è perfetto sul CAD, così come i raggi interni che, in realtà, non saranno mai né regolari né tantomeno precisi. Per questo trovo scorretta l’abitudine, sempre più diffusa, di quotare i raggi interni di piegatura.
Se un particolare sarà deformato mediante la tecnologia della pressa piegatrice con utensili standard, tali quote non contano granché, specie perché, da norma, devono poi sottostare alle tolleranze indicate nel cartiglio.
Ma è come se chiedessi a un individuo di fornirmi con esattezza il diametro della propria testa…
non proprio semplice, no?
Di fatto i raggi, anche se non regolari, non comportano grandi problemi all’atto pratico.
L’importante è rispettare le specifiche nei casi di acciai alto-resistenziali e quindi, più che raggi esatti, raggi minimi per mantenere inalterate le prestazioni.
Il fenomeno della piega anticipata è ben noto ai produttori di tali acciai.
Per questo alcuni di loro forniscono dati molto intelligenti nelle specifiche di piegatura: invece di indicare i raggi minimi interni dei particolari piegati, indicano i raggi minimi dei punzoni da usare.
E poi… il resto verrà da sé!
GUARDA IL VIDEO DI UNA PIEGA ANTICIPATA.