




Da quando Wilhem von Pittler brevettò il sistema Power Skiving nel lontano 1910, molta strada è stata percorsa al fine di rendere questo sistema sempre più performante
È stato possibile applicare in produzione di serie questo metodo di dentatura solo quando sono state disponibili macchine gestite con Controlli Numerici sufficientemente precisi e veloci. Infatti, il punto cruciale di questa tecnica di dentatura è la perfetta sincronizzazione delle rotazioni ad alta velocità tra pezzo e utensile.
Ricordiamo le nozioni principali di questo metodo.
L’essenza del Power Skiving sta nell’accoppiamento cinematico tra l’utensile e il pezzo in lavorazione accoppiati con assi incrociati di un certo angolo Σ.
Sia l’utensile sia il pezzo ruotano ad alta velocità e proprio grazie all’angolo di incrocio tra gli assi, si genera una velocità di scorrimento longitudinale lungo il dente. È questo “slittamento” che produce l’asportazione del truciolo. Il processo è molto veloce, circa 5-10 volte più rapido della stozzatura tradizionale.
Si possono eseguire dentature interne ed esterne, ingranaggi cilindrici o elicoidali, e persino scanalati.
Oggi è possibile applicare il Power Skiving su un centro di lavoro a 5 assi e questo significa che si può finire un pezzo complesso in un unico setup, senza spostarlo da una macchina all’altra evitando così errori di posizionamento.
L’operazione garantisce un grado di precisione abbastanza elevato, spesso eliminando la necessità di operazioni di finitura successive per applicazioni standard.
I punti principali da considerare sono: sincronizzazione perfetta perché il mandrino del pezzo e quello dell’utensile devono essere sincronizzati elettronicamente con una grande precisione. Poiché le forze in gioco sono elevate e le vibrazioni sono il nemico numero uno è necessaria una macchina molto rigida.
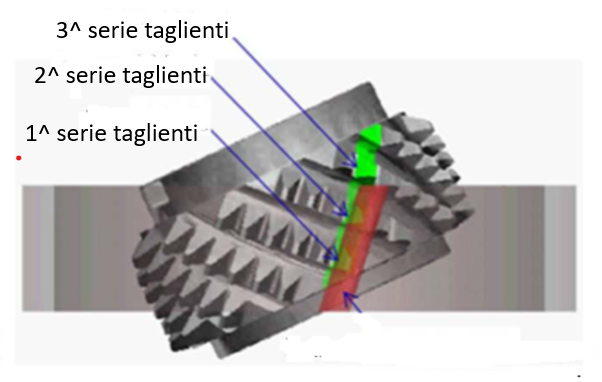
La geometria dell’utensile è complessa e la sua progettazione richiede software dedicati, poiché la forma del tagliente non è intuitiva come in altre lavorazioni (figura 1).

Nel Power Skiving la velocità di taglio è generata come si è detto proprio dall’angolo di incrocio. Per il suo calcolo si usano con buona approssimazione le seguenti espressioni:
- per ingranaggi a denti dritti: Vc = Vt · sin Σ
- per ingranaggi elicoidali: Vc2 = Vt2+ Vw2 – 2 · Vt · Vw · cos Σ
dove:
Vt = velocità periferica dell’utensile
Vw = velocità periferica del pezzo
Vc = velocità di taglio effettiva
Σ = angolo di incrocio
L’angolo di incrocio in genere va da 15° a 25°. Da notare che se l’angolo di incrocio è di 0° la velocità di taglio è nulla.
In genere si usa un coltello molto simile a quello adottato in stozzatura, ma con angoli di spoglia che dipendono essenzialmente dall’angolo di incrocio.
Utensili più avanzati
Allo scopo di rendere più veloce ed economica l’operazione sono entrati sul mercato nuovi coltelli, che permettono l’impiego dei carburi sinterizzati.
Uno di questi è rappresentato in figura 2. Si tratta di un coltello con inserti staffati meccanicamente adatto per la dentatura di ingranaggi con moduli medio grandi. Questi coltelli eliminano la necessità della affilatura permettendo altresì la scelta del tipo di materiale tagliente in relazione al materiale da tagliare o alle diverse condizioni di lavoro.

Un altro passo importante relativo a questo metodo di taglio è stato introdotto dalla Klingelnberg. Invece di un utensile monoblocco è prevista una testa speciale in cui sono inserite delle barrette in metallo duro che permettono una velocità di taglio maggiore e che hanno anche la possibilità di ottimizzare gli angoli di taglio rendendo l’operazione più rapida e precisa (figura 3).

L’investimento iniziale è maggiore, ma le lunghe barrette possono sopportare molte affilature rendendo complessivamente economico il processo.
Super Power Skiving
Un’ importante evoluzione del classico Power Skiving è stata proposta da Mitsubishi Heavy Industries. Il principio di lavorazione della fresa Super Skiving è simile al processo di Skiving; tuttavia, in questo caso, si ha un utensile con più taglienti per asportare il materiale mentre con un coltello normale i taglienti sono un numero nettamente inferiore.
Per coinvolgere tutti i denti nell’operazione di taglio è necessario che oltre alla conicità sul diametro esterno anche lo spessore dei denti deve crescere in progressione.
Nel processo Power Skiving sono necessarie diverse passate per finire il pezzo, secondo il modulo, mentre, per esempio, nel caso di tre passate, con la fresa è sufficiente solo una passata che coinvolge tutti i taglienti (figura 4). È evidente il vantaggio sul tempo ciclo.
Inoltre, la vita utensile si allunga ottenendo un maggior rendimento con la stessa precisione di lavorazione del processo Power Skiving classico; mediamente si può considerare una riduzione del tempo ciclo del 25% rispetto al Power Skiving.
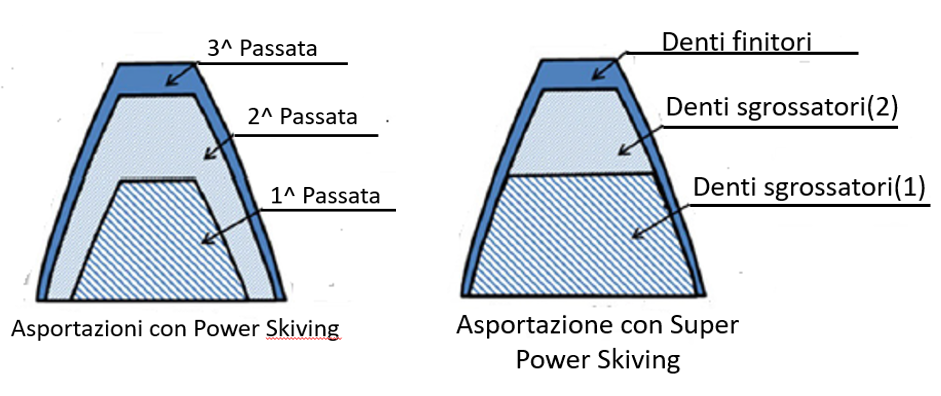
La costruzione di una fresa appena descritta presenta però qualche difficoltà a causa della progressione dello spessore dei denti e della conicità. Più intuitivo risulta il concetto indicato in figura 6, in cui si può notare che si sono semplicemente unite le tre passate in una unica.
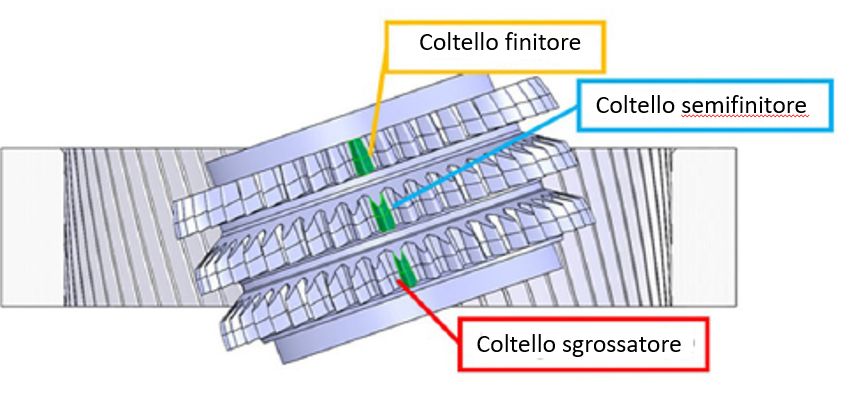
I coltelli sono praticamente uguali a quelli usati nel Power Skiving, hanno solo spessori dei denti e diametri esterni diversi. La scelta di usare un certo numero di coltelli permette inoltre di ottimizzare, in sede di progetto, il soprametallo che ogni coltello deve tagliare.
Questo consente o di uniformare l’usura nei diversi coltelli, oppure di ridurre al minimo l’usura del coltello finitore e quindi di evitare gli effetti deleteri dell’usura sulla qualità dell’ingranaggio prodotto. Bisogna subito notare che ci sono alcune condizioni affinché questo processo possa essere applicato con successo.

La prima deriva dal fatto che le sollecitazioni sul mandrino sono molto maggiori; nel caso di cui sopra si può stimare che la forza necessaria e quindi la potenza applicata al mandrino, sia circa 3 volte rispetto a quella di 3 passate con coltello singolo.
Quindi la struttura della macchina e del mandrino portautensili deve essere molto rigida per evitare dannose vibrazioni. In pratica deve essere prevista una macchina specifica per questo metodo, che tra l’altro deve prevedere una più abbondante refrigerazione ed una certa cura nell’evacuazione della maggior quantità di trucioli prodotti in ogni singola corsa
Un’altra limitazione può derivare dal fatto che la corona deve essere completamente passante per evitare interferenze del primo coltello sgrossatore con parte dell’attrezzatura di bloccaggio.
Caratteristiche | |
| Power Skiving | Utensile monoblocco in HSSDentature interne ed esternePiù veloce della stozzaturaDiscreta precisione |
| Utensili più evoluti | Coltelli con inserti in metallo duro a staffaggio meccanicoMaggiore velocità di taglio e avanzamentoAdatto a moduli grandiEsegue sgrossature pesanti |
| Testa porta-barrette in metallo duroAlto investimento ma possibilità di molte affilatureMigliore gestione dell’angolo di taglio e delle spoglie | |
| Super Power Skiving | Con fresa minor tempo ma utensile di difficile costruzioneCon coltello multiplo minor tempo di taglioNecessità di dentature completamente passanti |
| SkiveFinishing® | Si usano mole in CBNSi lavorano pezzi tempratiMigliore precisione e migliore finitura superficialePiù rapido della rettificaPossibilità di modifiche di profilo ed elica |
Tabella 1 – Principali caratteristiche dei vari processi
SkiveFinishing®
I metodi di taglio fino qui illustrati hanno il problema che lavorano sul tenero e quindi le precisioni ottenute vengono ridotte con il trattamento termico. Le distorsioni dovute alle alte temperature dipendono dal tipo di materiale e dalla geometria dell’ingranaggio trattato, ma in ogni caso non sono sempre tollerabili.
Specialmente in questi ultimi tempi dove in molti settori è richiesta una grande precisione degli ingranaggi per ridurre la rumorosità e la compattezza delle trasmissioni sono necessarie operazioni di finitura.
L’operazione comunemente usata per finire le dentature interne è la rettifica che però è un’operazione lenta e abbastanza costosa.
Liebherr-Verzahntechnik ha recentemente presentato un sistema che può essere considerato un’evoluzione del Power Skiving. Lo SkiveFinishing® utilizza la cinematica della tecnica Skiving degli ingranaggi in combinazione con una mola CBN elettro-deposta, quindi non ravvivabile. Ciò consente di ottenere una qualità superiore rispetto allo Skiving, ed è anche più veloce ed efficiente della rettifica di profilo.
È prevista una mola in CBN che ha una forma bombata in modo da permettere uno shifting assiale del tipo che si ha in dentatura con il creatore (figura 8). La mola lavora con un avanzamento assiale lungo la linea di contatto. Quando in una posizione la mola è usurata, si sposta alla posizione successiva.
Con questo metodo è possibile eseguire delle modifiche del profilo (bombature e scarico in punta del dente) e modifiche dell’elica anche su dentature interne.




