




La manifattura additiva consente di produrre componenti metallici complessi con elevata libertà progettuale, soprattutto tramite tecnologie come la Selective Laser Melting. Un ruolo fondamentale è svolto dai trattamenti di post process, indispensabili per migliorare proprietà meccaniche, resistenza a fatica e qualità superficiale dei pezzi realizzati. La ricerca si concentra quindi sull’ottimizzazione dei processi termici e superficiali, in particolare per leghe di alluminio e titanio destinate ad applicazioni avanzate.
L’interesse per la produzione in manifattura additiva (AM) è cresciuto esponenzialmente negli ultimi anni. Questa tecnologia consente di realizzare mediante stampa 3D componenti metallici con geometrie anche molto complesse, destinati ad applicazioni nei settori automobilistico, aerospaziale e biomedico. Tuttavia, l’uso di parti prodotte tramite tecnologia additiva richiede elevate proprietà meccaniche, paragonabili a quelle dei materiali fusi tanto in condizioni statiche che in presenza i di sollecitazioni cicliche.
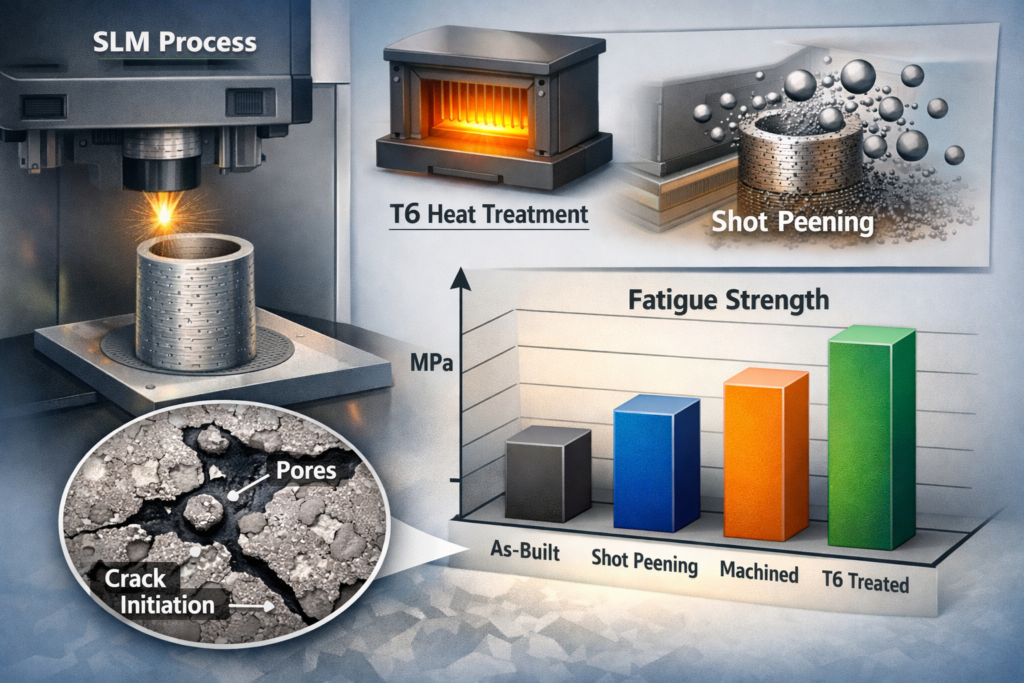
Tra le diverse tecnologie disponibili per la produzione additiva di metalli, una delle più diffuse è la Selective Laser Melting (SLM). In questo processo, un sottile strato di polvere metallica viene distribuito su una piattaforma di lavoro e successivamente fuso localmente da un raggio laser ad alta potenza che segue la geometria della sezione del pezzo. Una volta solidificato lo strato, un nuovo strato di polvere viene depositato e il processo si ripete, consentendo la realizzazione del componente finale attraverso una costruzione progressiva strato per strato.
Il principale vantaggio della produzione di metalli tramite stampa 3D SLM è la possibilità di ottenere forme molto complesse, prodotte strato per strato da un laser in grado di fondere selettivamente la polvere utilizzata. Questa caratteristica consente anche, in ambito sperimentale, la produzione di provini non standard di forme specifiche, adatti a studiare aspetti meno noti del comportamento dei materiali, incluso i fenomeni di fatica.
Numerosi studi nel passato si sono concentrati su proprietà meccaniche quali carico di snervamento, resistenza a trazione e durata a fatica ad alto numero di cicli, ma ciò è avvenuto soprattutto per quanto riguarda l’acciaio. Si è concluso, in generale, che il valore limite ottenuto con questa metodologia di produzione è inferiore a quello ottenuto con i metodi di lavorazione classici, ma che successivi trattamenti superficiali o termici possono ridurre questa differenza. Tra l’altro, leghe di acciaio inossidabile e titanio prodotte con tecnologia SLM sono attualmente impiegate in applicazioni biomeccaniche leggere caratterizzate da sottili strutture reticolari rendendo ancora più interessante il loro comportamento meccanico. In termini di comportamento a fatica è stato rilevato come la potenza del laser deve essere regolata sempre con una certa attenzione allo scopo di ottenere microstrutture ottimali. Tuttavia, non sempre possibile produrre componenti in acciaio e titanio ed anche le leghe leggere meritano una certa attenzione. Queste leghe trovano infatti impiego in numerosi settori industriali grazie alle loro elevate proprietà meccaniche a fronte di una bassa densità.
Finora le ricerche si sono concentrate soprattutto sulla lega di alluminio AlSi10Mg, per la quale è stato analizzato in dettaglio come le proprietà del materiale cambino al variare dei parametri di stampa (densità di energia, velocità di scansione e spaziatura). Si è spesso osservato un miglioramento significativo delle caratteristiche meccaniche a seguito dell’ottimizzazione dell’orientamento e della posizione di costruzione; in alcuni casi sono stati riportati incrementi della resistenza a fatica o della resistenza meccanica anche dell’ordine del 20–40%, con variazioni che possono risultare ancora più marcate a seconda della geometria e delle condizioni di processo. Questo aspetto risulta particolarmente rilevante nel caso di strutture reticolari, nelle quali gli elementi strutturali presentano orientamenti differenti rispetto alla direzione di costruzione. In tal senso, è importante segnalare come i parametri di processo adottati influenzino in modo marcato la rugosità superficiale e la presenza di difetti superficiali, con effetti importanti sul comportamento dei materiali realizzati tramite SLM, soprattutto in riferimento alla resistenza a fatica. Tra i parametri di processo emersi quali più rilevanti rientrano la spaziatura delle tracce di fusione e la direzione di costruzione, che influenzano direttamente il livello di porosità dei campioni. In particolare, è stato osservato come la dimensione e la distribuzione dei difetti risultino strettamente correlate all’energia impiegata durante il processo di fusione laser. Parallelamente, l’analisi della microstruttura e delle proprietà del materiale ha evidenziato come la lega AlSi10Mg prodotta mediante SLM possa presentare una buona durabilità anche in condizioni di elevato numero di cicli.
Un approccio efficace per incrementare ulteriormente la resistenza allo stress ciclico consiste nell’applicazione di trattamenti post-processo in grado di migliorare la qualità della superficie o ridurre la presenza di difetti, come ad esempio la micropallinatura o specifici trattamenti termici di tempra, che inducono modifiche microstrutturali favorevoli e un conseguente miglioramento delle proprietà meccaniche. I provini standard, tuttavia, non consentono generalmente di valutare in modo adeguato il possibile effetto dello spessore sul comportamento a fatica di componenti a parete sottile. È comunque noto che il volume di materiale coinvolto può influenzare in modo rilevante le proprietà di fatica. In questo contesto, una delle applicazioni più avanzate della produzione additiva è rappresentata dallo sviluppo di strutture leggere a parete sottile ottimizzate. Ciò è possibile solo quando si riesca a prevedere l’evolversi delle proprietà di resistenza a fatica con il decrescere degli spessori.
Esperimento
Geometria dei provini
Tutte le precedenti considerazioni evidenziano l’opportunità di approfondire la conoscenza del comportamento a fatica di leghe di alluminio AlSi10Mg prodotte mediante SLM, combinando poi l’effetto dei trattamenti post-processo e dello spessore della parete.
Allo scopo obiettivo, sono stati progettati e realizzati nuovi provini su misura. Nella maggior parte dei precedenti studi, infatti, vengono utilizzati provini con la classica geometria “dog-bone”, caratterizzati da una sezione resistente piena. Nel presente lavoro sono stati utilizzati invece provini cilindrici cavi con diametro esterno pari a 12 mm, meglio adatti ad evidenziare l’influenza dello spessore della parete sulla vita a fatica. All’interno del provino è stata creata una cavità che consente di modificare la sezione resistente, permettendo così di investigare il comportamento meccanico al variare dello spessore della parete.
Negli studi sulla fatica condotti su provini tradizionali ottenuti per lavorazione meccanica, il meccanismo di rottura è generalmente associato alla nucleazione di una cricca, che si origina spesso sulla superficie esterna del componente oppure in corrispondenza di un difetto interno e che, una volta propagatasi, porta alla frattura del materiale. Nel caso della produzione additiva, grazie alla deposizione strato per strato e alla fusione selettiva della polvere, è possibile realizzare componenti cavi internamente senza la necessità di successive lavorazioni di asportazione di materiale. Tuttavia, questo processo può comportare la presenza di difetti anche sulla superficie interna del componente, i quali non possono essere rimossi e possono quindi influenzare il comportamento a fatica.
Inoltre, la presenza di diversi spessori di parete, e quindi di una minore quantità di materiale nella sezione resistente, può comportare una riduzione del numero assoluto di difetti presenti nel materiale, con possibili effetti sul numero di cicli che il componente è in grado di sopportare prima della rottura.
Le dimensioni complessive del provino sono state scelte in funzione della geometria della macchina di prova utilizzata. Gli spessori di parete analizzati sono stati pari a 2,4 mm, 1,2 mm e 0,6 mm, valori leggermente superiori allo spessore minimo ottenibile con la tecnologia SLM. In Figura 1 è riportato il provino con spessore della parete nella zona centrale pari a 0,6 mm.
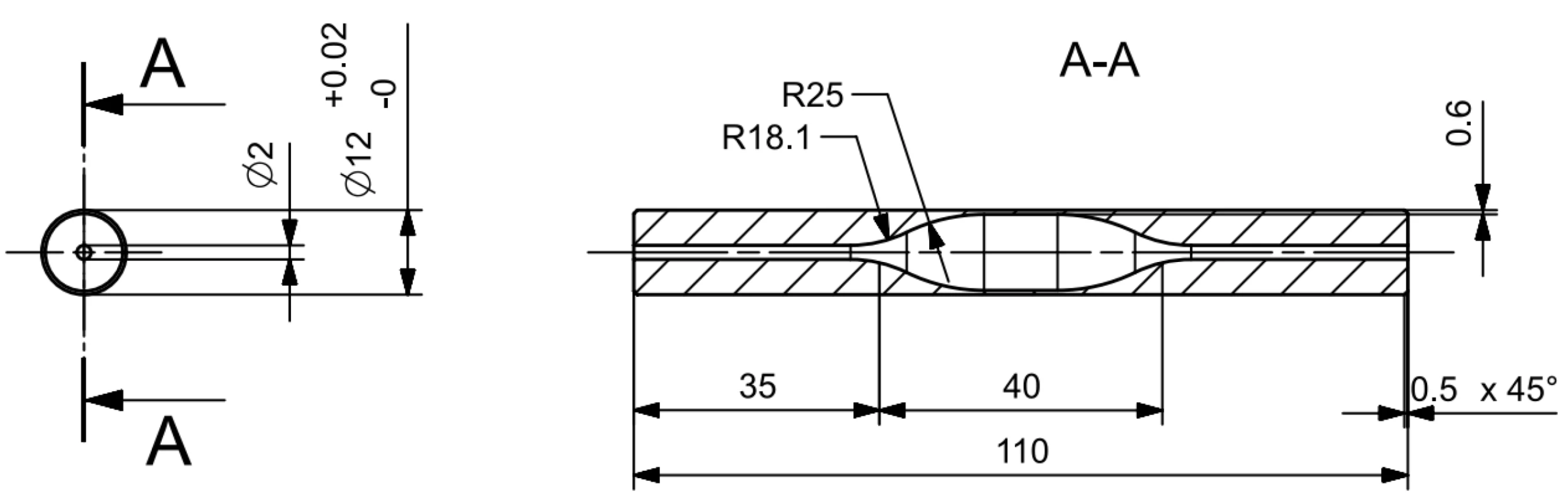
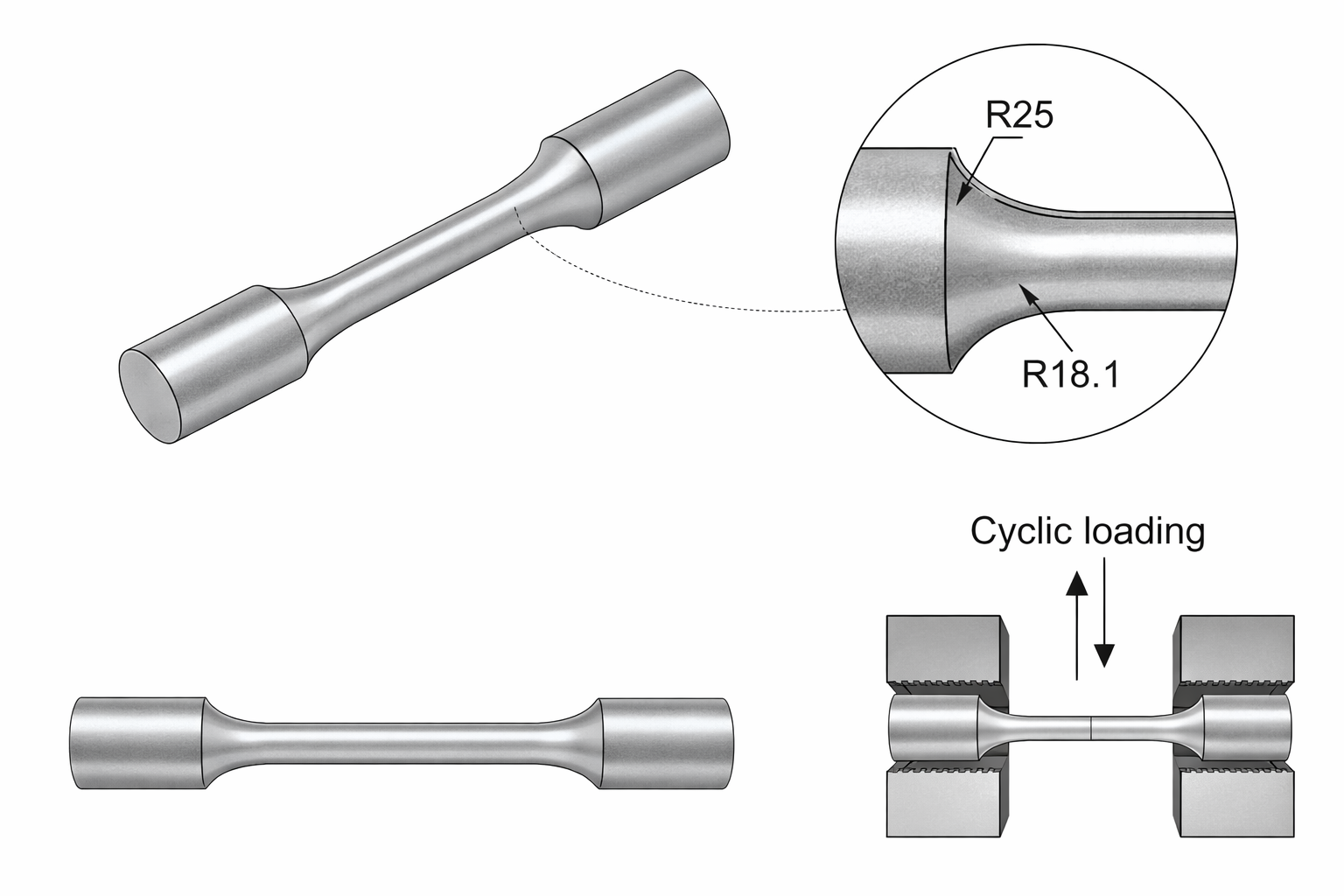
Figura 1. Geometria del provino utilizzato per le prove di fatica con parete sottile; è mostrato il caso con spessore della parete nella zona centrale pari a 0,6 mm.
Analogamente a quanto avviene per i provini standard, sono stati introdotti opportuni raccordi per evitare possibili concentrazioni di tensione tra la zona di interesse e le estremità di serraggio, queste ultime caratterizzate dalla presenza di un foro di piccolo diametro necessario per la fuoriuscita della polvere utilizzata durante il processo di stampa. Tali caratteristiche geometriche sono state successivamente verificate mediante analisi agli elementi finiti (FEM). In particolare, vincolando un’estremità del provino e applicando un momento flettente sull’estremità opposta, sono state analizzate la distribuzione delle tensioni e l’eventuale presenza di singolarità nelle zone di raccordo.
Produzione dei provini mediante manifattura additiva
Per la realizzazione dei provini è stata utilizzata una macchina EOS M280 (EOS GmbH Electro Optical Systems, Krailling/Munich, Germania) operante con tecnologia di stampa SLM. I principali parametri di processo adottati per la fabbricazione comprendevano una potenza del laser pari a 320 W e una densità di energia di 41,025 J/mm³.
È noto che i componenti prodotti mediante SLM possono presentare anisotropia nelle proprietà meccaniche. In particolare, la condizione più sfavorevole si verifica quando la direzione di costruzione risulta perpendicolare alla direzione del carico applicato. Per questo motivo, i provini sono stati realizzati con orientamento verticale, con l’asse di costruzione coincidente con l’asse Z della macchina.
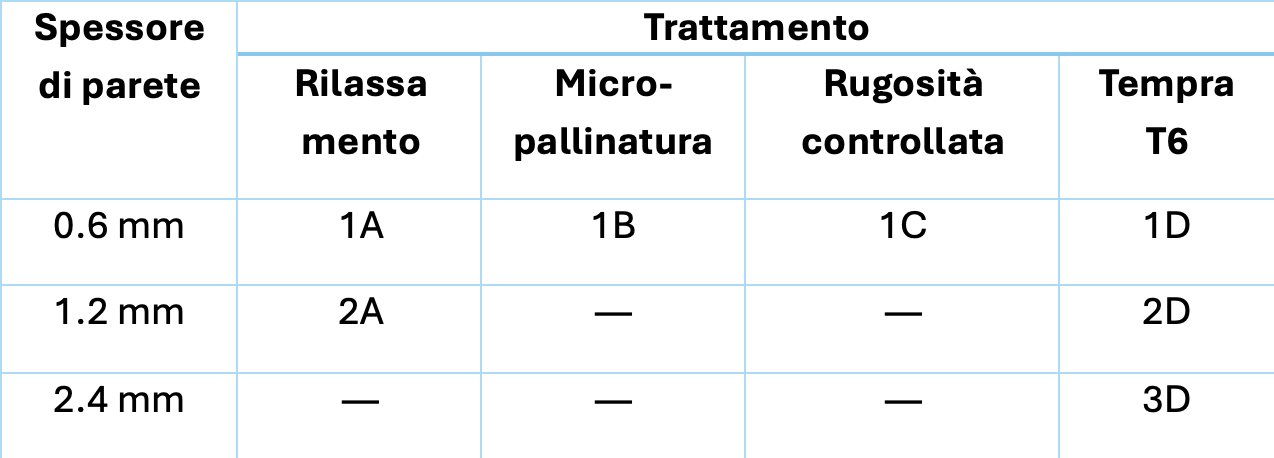
Dopo la fabbricazione, tutti i provini sono stati sottoposti a trattamento di distensione (stress relief). Solo alcune serie di campioni sono state invece sottoposte a ulteriori trattamenti post-processo, tra cui:
- trattamento termico di indurimento T6,
- micropallinatura (micro-shot peening),
- lavorazione meccanica controllata della superficie per la riduzione della rugosità.
La micropallinatura è stata eseguita utilizzando sfere di vetro da 0,2 mm con una pressione di 4 bar. Il processo di lavorazione con rugosità controllata è consistito invece in una lavorazione meccanica superficiale dei cilindri finalizzata a ottenere un livello di rugosità comparabile a quello prodotto dalla micropallinatura, pari a circa 6 μm.
Il trattamento termico T6 applicato ai provini ha previsto le seguenti fasi:
- solubilizzazione a 520 °C;
- tempra in acqua;
- invecchiamento artificiale a 160 °C per 6 ore.
Macchina di prova e metodi sperimentali
I dati di rottura ottenuti dalle prove hanno consentito di determinare la resistenza a fatica dei provini analizzati mediante il metodo staircase, secondo quanto previsto dalla norma ISO 12107. L’applicazione della procedura ha previsto l’utilizzo di 15 provini per la serie sottoposta a trattamento di stress relief e di 6–8 provini per le altre serie sperimentali. Tra due livelli consecutivi di tensione è stato adottato un incremento di 5 MPa.
I provini sono stati sottoposti a sollecitazione ciclica fino a rottura oppure fino al raggiungimento del valore di run-out, fissato a 2 × 10⁶ cicli. Il limite inferiore della resistenza a fatica è stato quindi calcolato considerando una probabilità di rottura del 10% e un livello di confidenza del 90%. La vita a fatica delle diverse serie analizzate è stata determinata secondo il piano sperimentale riportato in Tabella 1.
Le prove sperimentali sono state condotte presso il Dipartimento di Ingegneria Industriale dell’Università di Bologna mediante una macchina a flessione rotante Italsigma 2 TM 831 (ITALSIGMA, Forlì, Italia), operando con rapporto di tensione e frequenza di 60 Hz.
La densità dei provini è stata determinata mediante una bilancia sfruttando il principio di Archimede, misurando la massa del campione sia in aria sia in acqua.
Le prime analisi delle superfici di frattura sono state effettuate utilizzando uno stereomicroscopio Zeiss Stemi 305 (Zeiss, Oberkochen, Germania) dotato di telecamera Axiocam 105 Colour, con fattori di ingrandimento pari a 0,8×, 1×, 2×, 3× e 4×. Le osservazioni sono state successivamente approfondite mediante microscopia elettronica a scansione (SEM) (Zeiss, Oberkochen, Germania), che ha consentito uno studio più dettagliato della superficie di frattura, della microstruttura e delle sue caratteristiche.
Per l’analisi delle melt pool, tipiche del processo di manifattura additiva, i campioni sono stati lucidati, attaccati chimicamente con reattivo di Keller per circa 35 s e successivamente immersi per alcuni secondi in acqua calda. Le immagini sono state quindi acquisite mediante un microscopio metallografico Nikon Optiphot-100 (NIKON Corporation, Tokyo, Giappone) con ingrandimenti 5×, 10×, 20× e 50×, dotato di telecamera Moticam 3 da 3 Mpx (MoticEurope, Barcellona, Spagna). Si ricorda melt pool sono le piccole zone di materiale fuso che si formano localmente durante il passaggio della sorgente di energia (tipicamente un laser o un fascio di elettroni) nei processi di produzione additiva dei metalli; tali volumi di metallo liquido solidificano rapidamente dando origine alla tipica microstruttura sovrapposta osservabile nelle sezioni metallografiche.
Lo stesso strumento è stato utilizzato anche per acquisire le immagini impiegate nel calcolo della percentuale di porosità, effettuato tramite il software ImageJ (versione 1.53k, NIH, Bethesda, MD, USA).
Le informazioni ricavate dalle prove sperimentali comprendono il limite di fatica a 2 × 10⁶ cicli, nonché i valori di densità e porosità dei provini analizzati. I valori di densità sono stati ottenuti come media di diverse misurazioni effettuate su ciascun gruppo di campioni. Facendo riferimento ai dati della polvere forniti dal produttore, è stato inoltre possibile calcolare il valore di densità relativa, espresso in termini percentuali. Per quanto riguarda la porosità, i dati sono stati ricavati dall’analisi di immagini ottenute mediante microscopia metallografica, calcolando la media dei risultati relativi sia alla sezione trasversale sia alla sezione longitudinale dei provini. I valori ricavati sono riportati in Tabella 2.
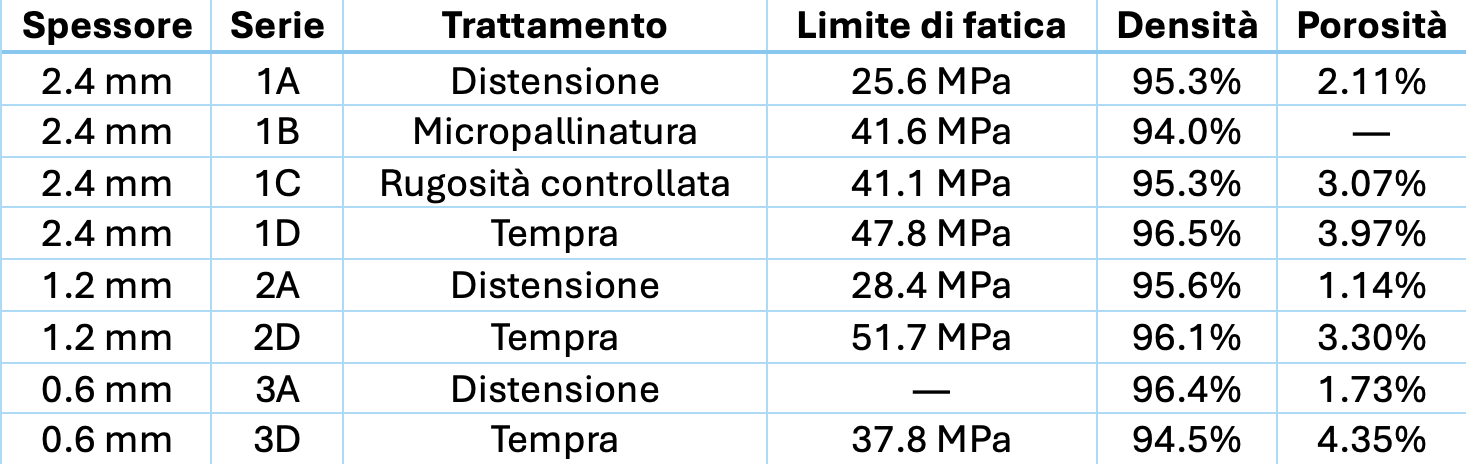
cicli), densità relativa e porosità al variare dello spessore di parete e del tipo di trattamento.
Risultati
L’analisi dei risultati evidenzia la presenza di numerose microporosità nel materiale, che influenzano sia il valore della densità relativa sia la percentuale complessiva di porosità. Nel caso dei campioni con spessore di 0,6 mm, per la serie di provini 3A non è stato possibile determinare il limite di fatica, a causa di rotture premature attribuibili all’effetto combinato di torsione, flessione e presenza di difetti nel materiale.
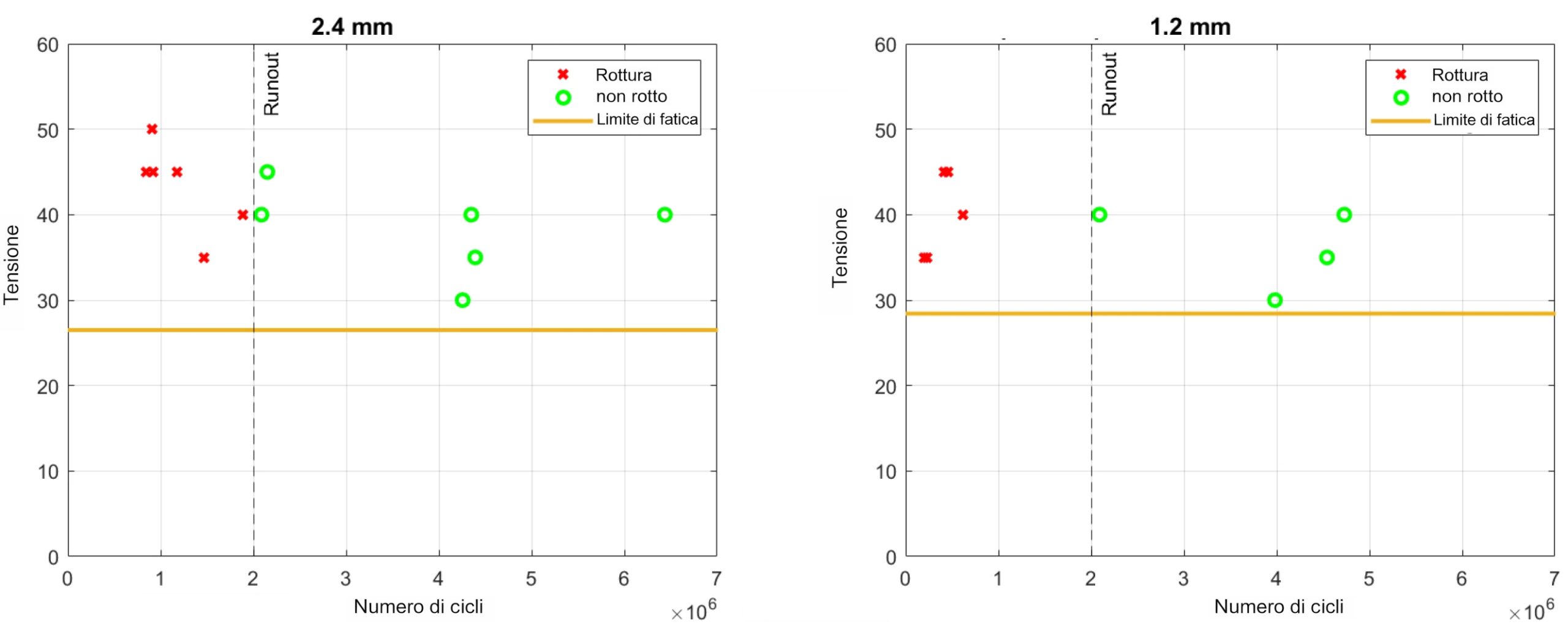
I valori rilevati mostrano come i provini presentino una resistenza a fatica relativamente bassa rispetto alle leghe di alluminio ottenute per fusione, anche se tale valore aumenta in presenza di specifici trattamenti post-processo. In particolare, il miglior risultato in termini di vita a fatica è stato ottenuto con il trattamento termico T6. Questo trattamento ha portato a un incremento della resistenza a fatica pari all’81% per i provini con spessore di 2,4 mm e all’82% per quelli con spessore di 1,2 mm. Un fattore determinante nell’incremento del limite di fatica è risultato essere la deviazione standard dei dati sperimentali: la maggiore dispersione è stata infatti osservata nei campioni sottoposti al solo trattamento di rilassamento. La Figura 2 evidenzia chiaramente questo aspetto, mostrando la distribuzione dei dati di rottura per le serie con spessore di 2,4 mm e 1,2 mm. In generale, i trattamenti effettuati hanno ridotto la dispersione dei risultati, portando ai valori più bassi proprio nel caso del trattamento termico, che rappresenta quindi la condizione più favorevole.
Un incremento della resistenza a fatica è stato osservato anche in seguito ai trattamenti superficiali. In particolare, la micropallinatura ha determinato un aumento della resistenza a fatica pari al 57%, mentre il miglioramento della qualità superficiale ottenuto tramite lavorazione con rugosità controllata ha portato a un incremento pari al 55%. L’estensione della vita a fatica è stata resa possibile dall’aumento della tensione massima sopportabile dai provini, accompagnato da una riduzione della dispersione dei risultati.
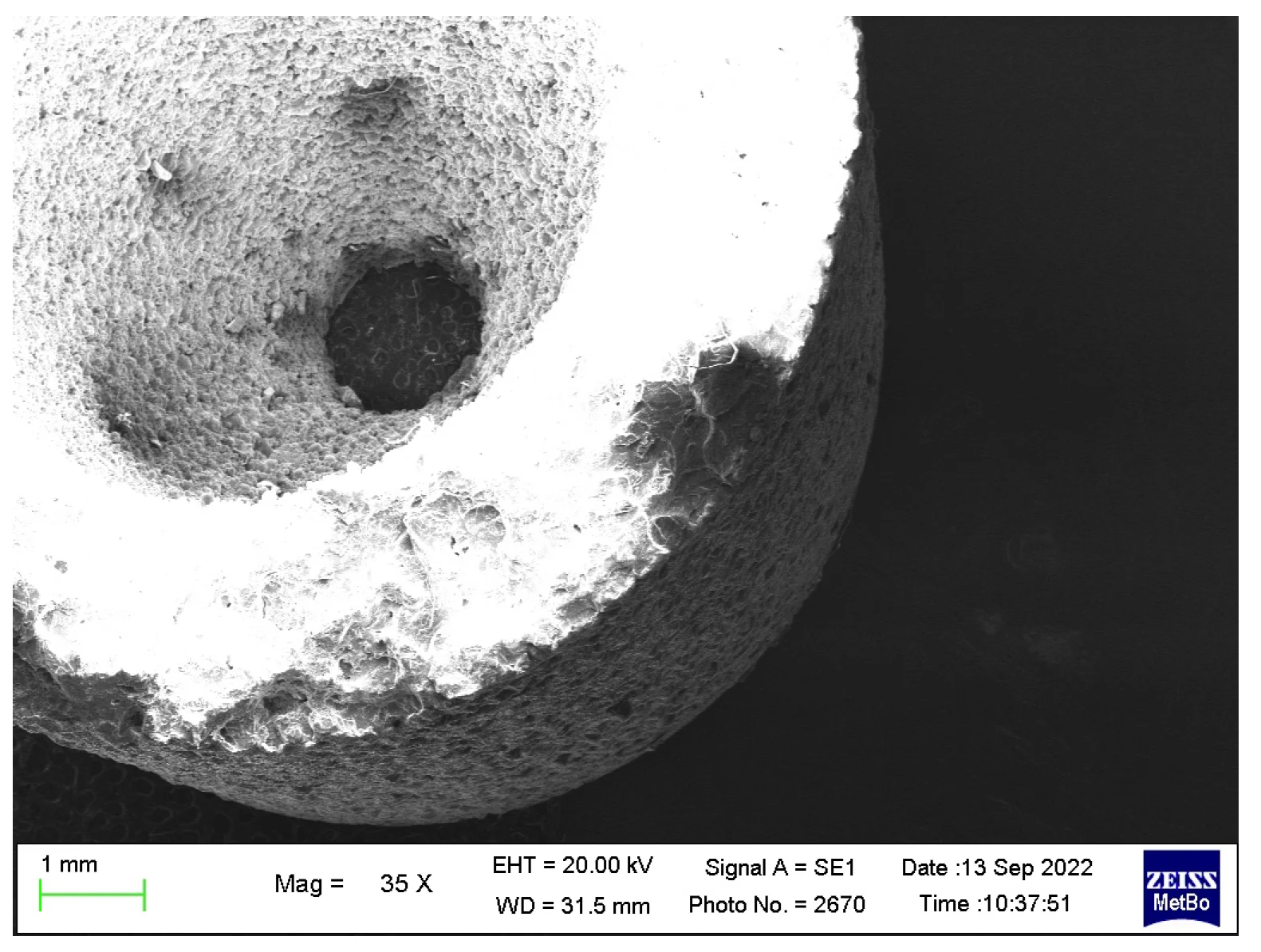
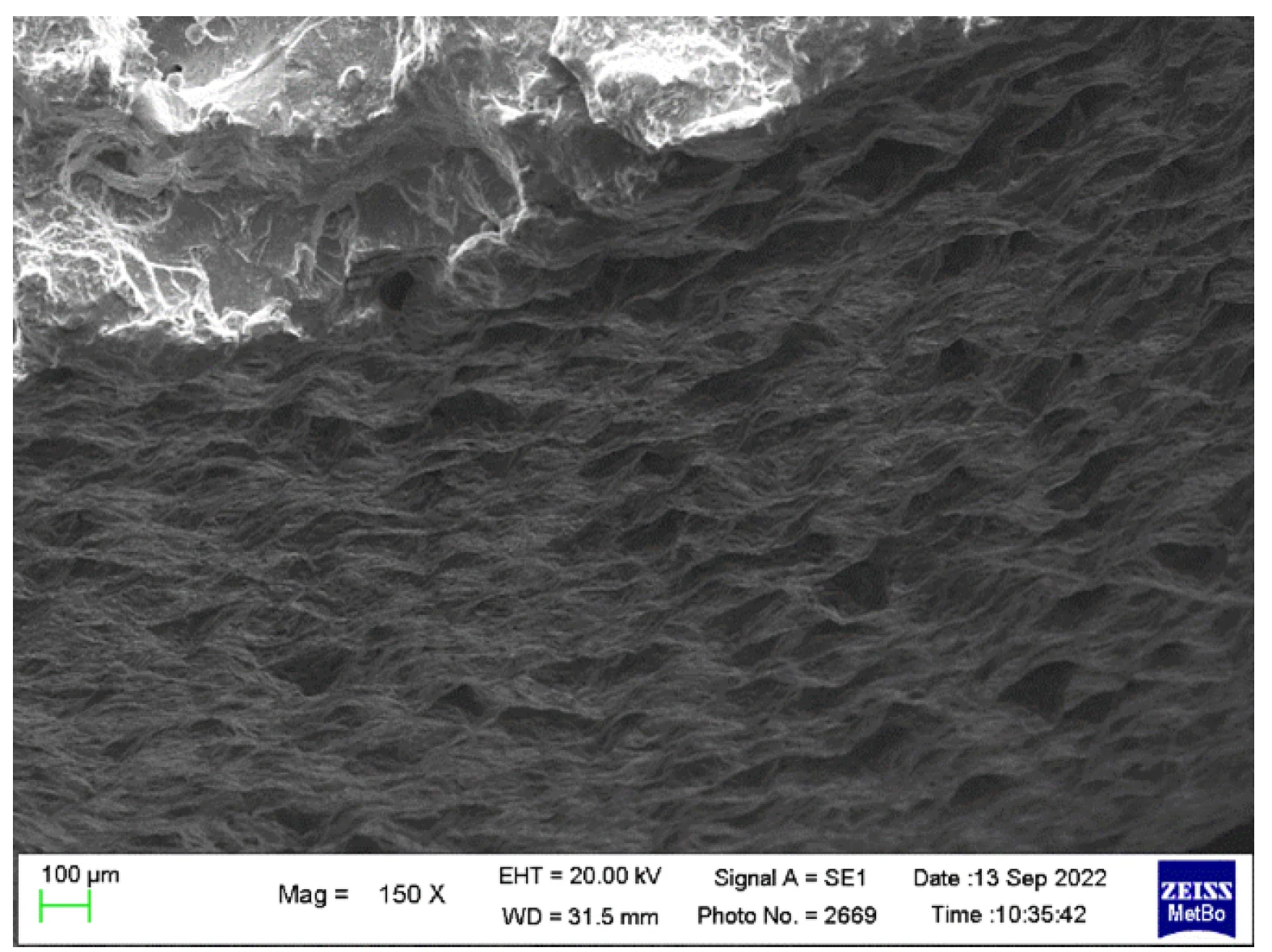
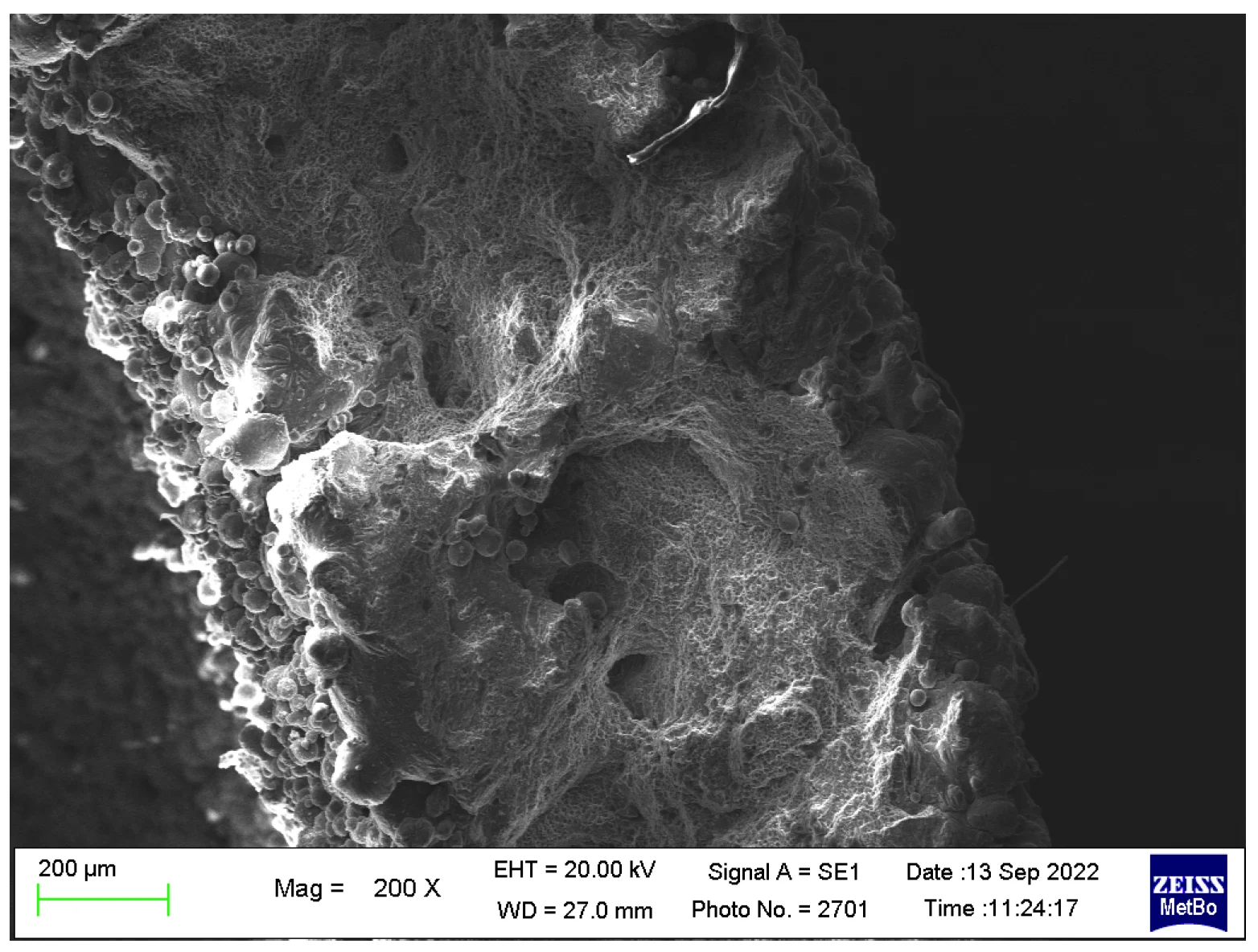
I trattamenti superficiali hanno inoltre consentito un evidente miglioramento della qualità della superficie, come mostrato dalle analisi SEM riportate in Figura 3. In particolare, risulta evidente la differenza tra la superficie interna e quella esterna sottoposta a micropallinatura. Il miglioramento della qualità superficiale è ancora più evidente in Figura 4. La riduzione della rugosità superficiale ha contribuito all’aumento della vita a fatica, grazie alla minore presenza di difetti sulla superficie del provino.
L’analisi condotta ha inoltre mostrato che non vi sono differenze significative nella vita a fatica al variare dello spessore della parete. A parità di trattamento, infatti, i provini con spessore 2,4 mm e 1,2 mm presentano valori di resistenza a fatica molto simili, tanto che la differenza può essere considerata trascurabile. Nel caso del trattamento A (rilassamento), il rapporto tra la differenza dei valori di resistenza a fatica dei due spessori e il loro valore medio è pari a circa 7%, mentre nel caso del trattamento termico T6 tale valore è pari a circa 8%. In entrambi i casi, i valori di resistenza a fatica risultano leggermente più elevati per i provini caratterizzati dallo spessore maggiore.
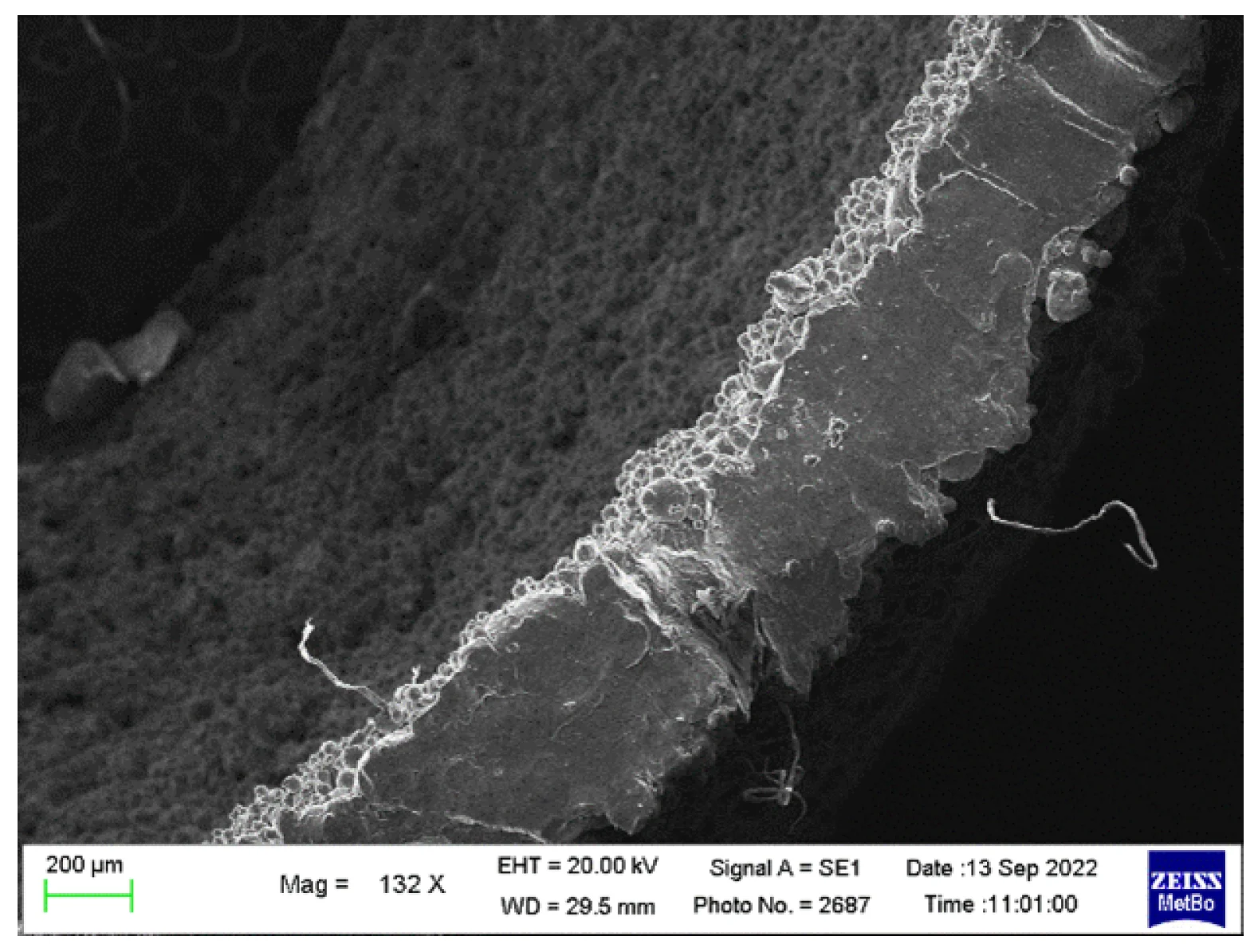
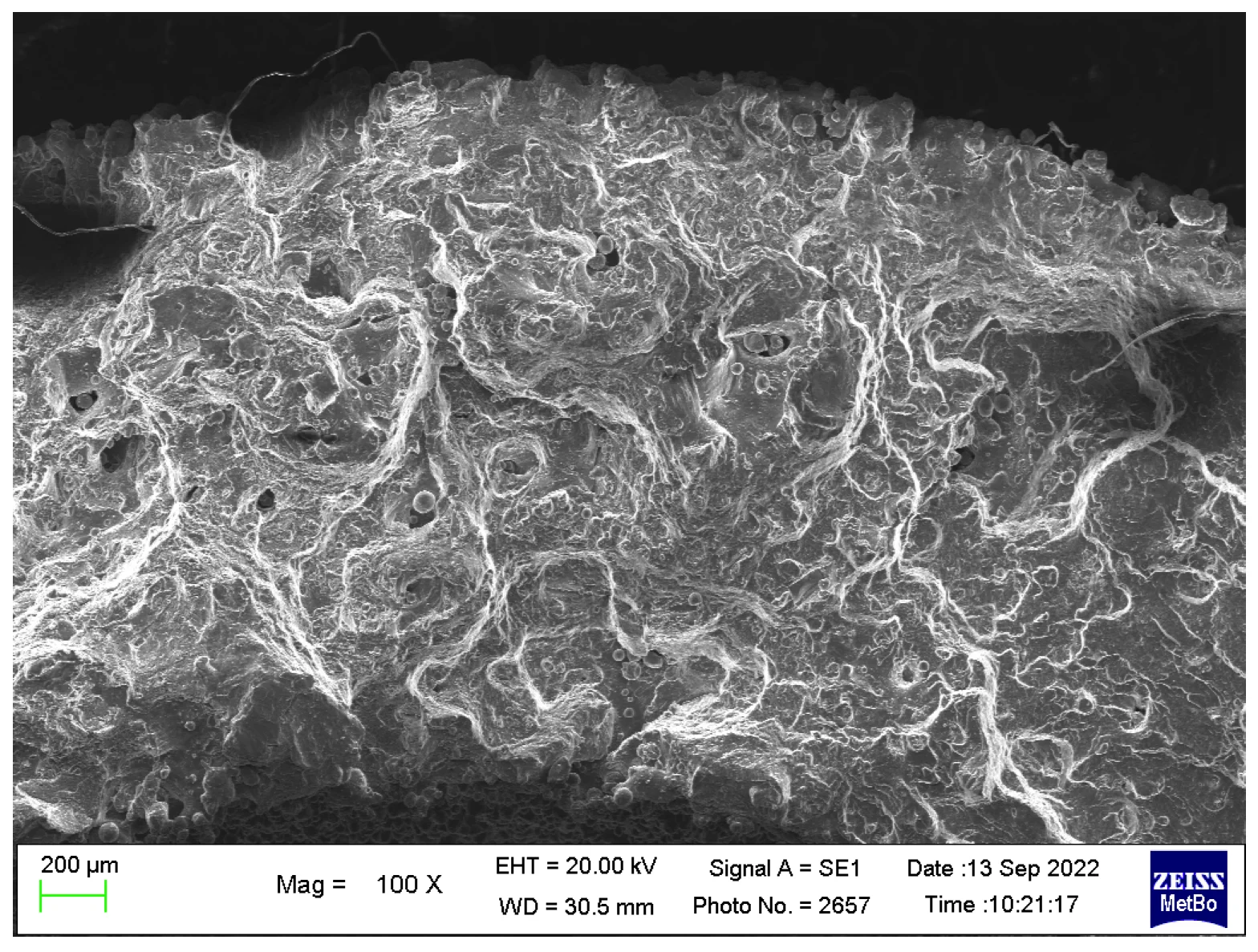
Il caso dei provini con spessore della parete pari a 0,6 mm non è stato considerato nell’analisi precedente a causa delle loro caratteristiche peculiari in relazione alle dimensioni dei difetti presenti nel materiale. In linea teorica, la minore quantità di materiale nei provini più sottili dovrebbe comportare un numero assoluto inferiore di difetti potenzialmente in grado di innescare una cricca. Tuttavia, a causa dell’elevata porosità del materiale, è stato possibile osservare la presenza di difetti di dimensioni rilevanti. Per questo motivo non sono state riscontrate differenze significative tra i diversi spessori analizzati. Tale comportamento risulta particolarmente evidente nei campioni con spessore di 0,6 mm. In questa serie, come mostrato dalle osservazioni SEM in Figura 5, i difetti si estendono lungo l’intero spessore della parete del provino, determinando una marcata riduzione del valore di resistenza a fatica.
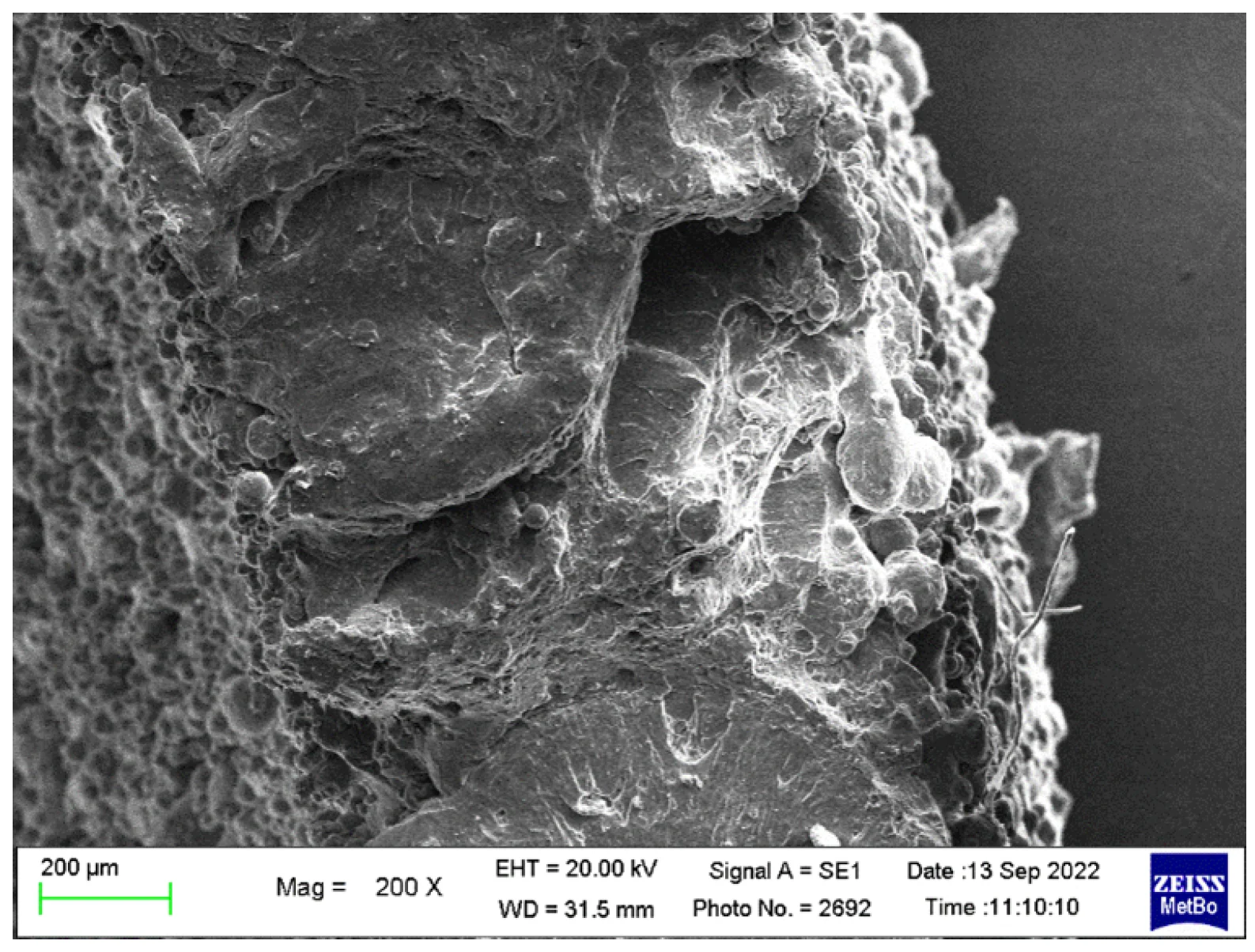
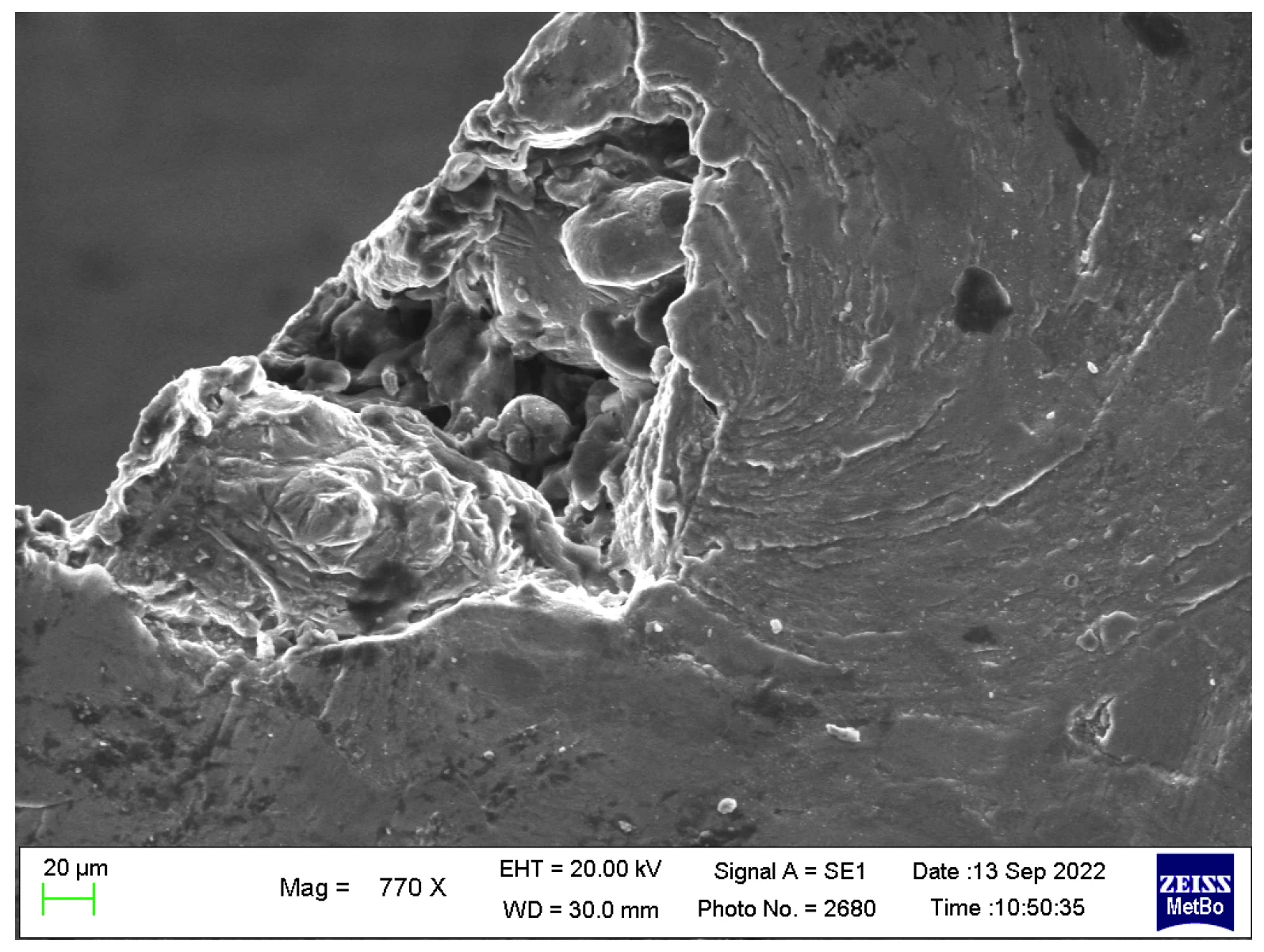
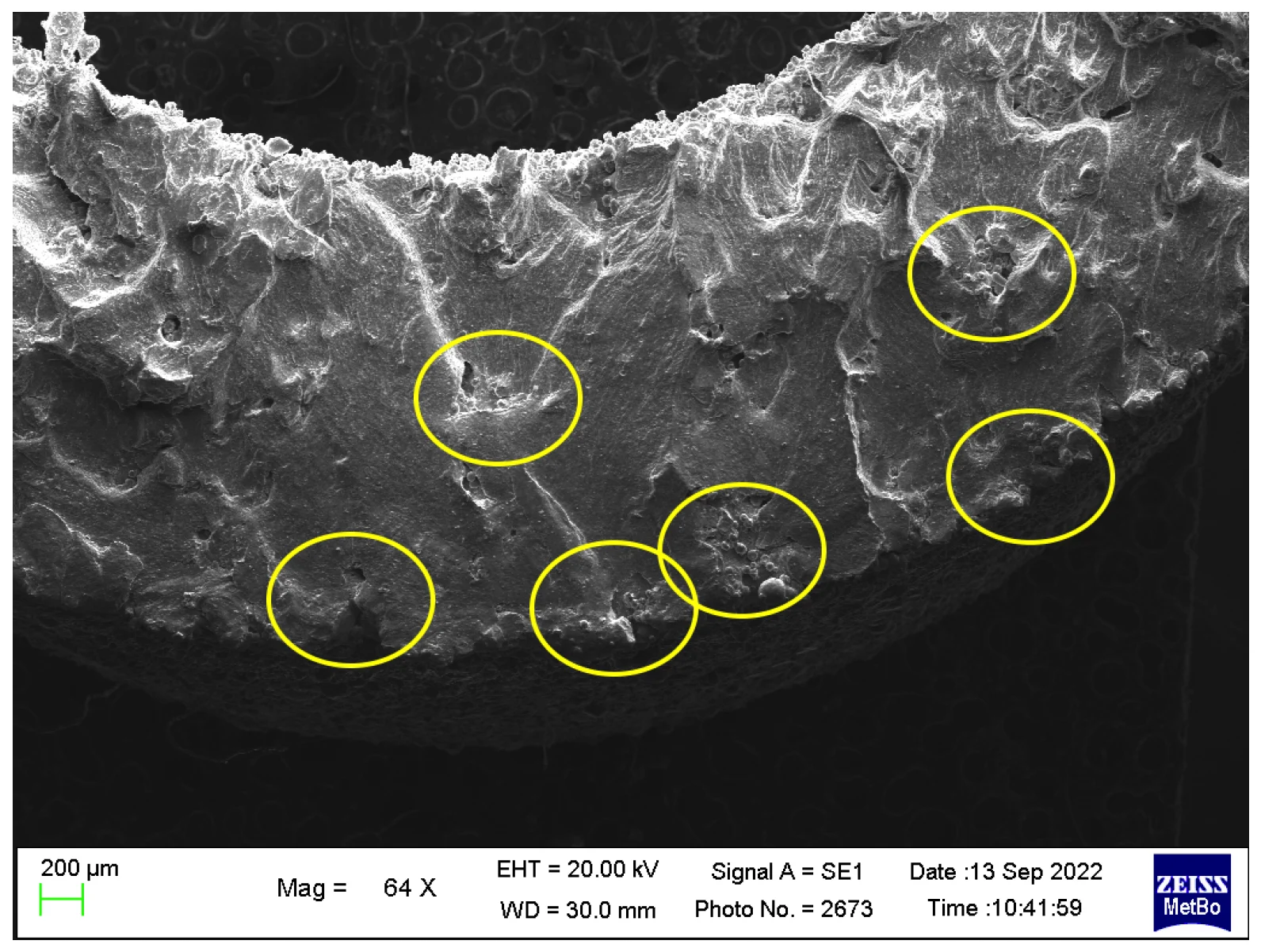
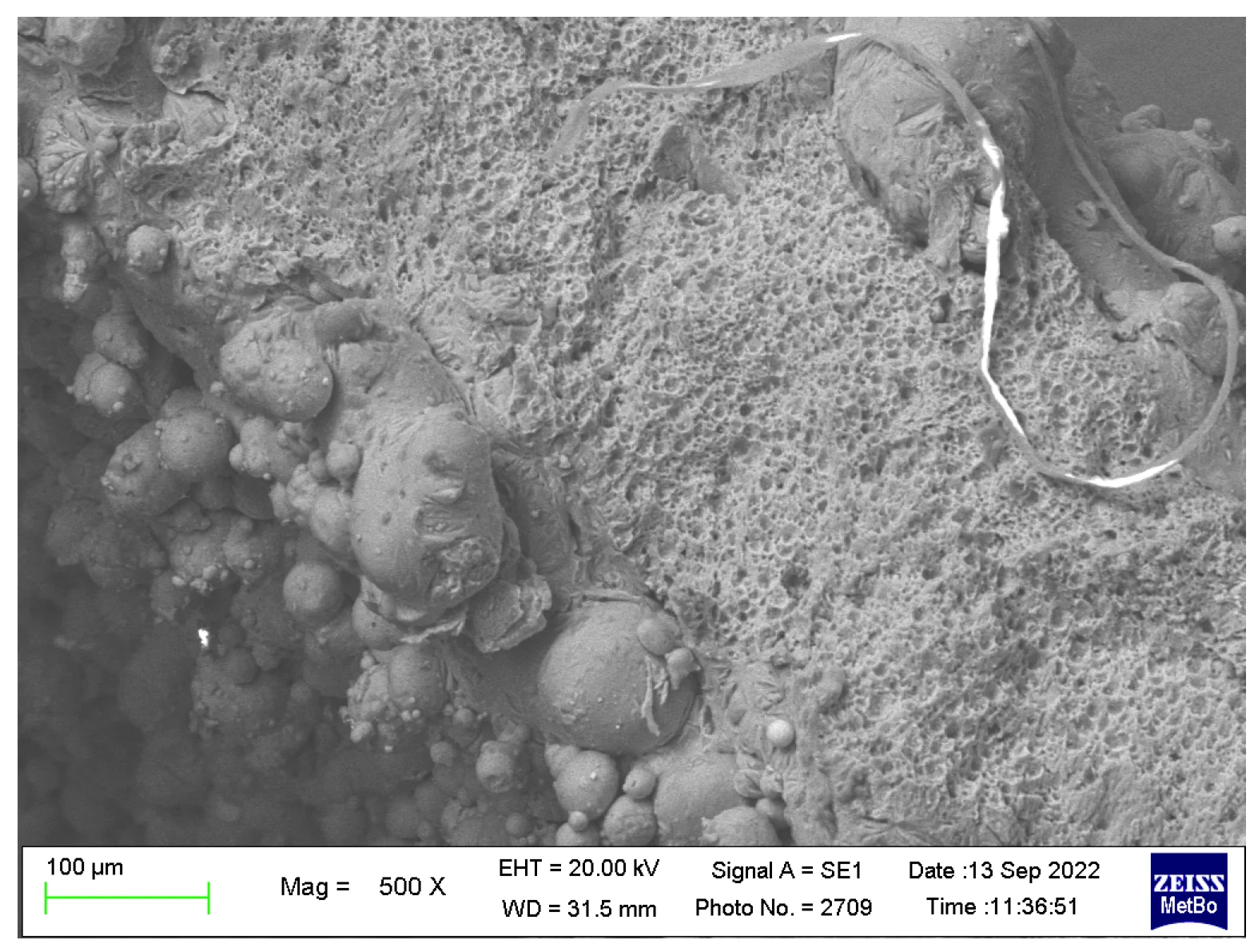
Una situazione simile è stata osservata anche nei provini con spessore di 1,2 mm, come evidenziato nelle immagini SEM riportate in Figura 6. L’aspetto generale della superficie di frattura mostra tipicamente un’area relativamente liscia nella zona iniziale di propagazione della cricca, come visibile ad esempio in Figura 7 e Figura 8, dove sono stati individuati difetti e punti di innesco della frattura di dimensioni particolarmente rilevanti. Questi difetti risultano prevalentemente localizzati sulla superficie esterna del provino, come evidenziato in Figura 7. In Figura 8 è invece possibile individuare più siti di origine della cricca da fatica, fenomeno attribuibile a una maggiore resistenza del materiale che consente l’attivazione di diversi punti di innesco.
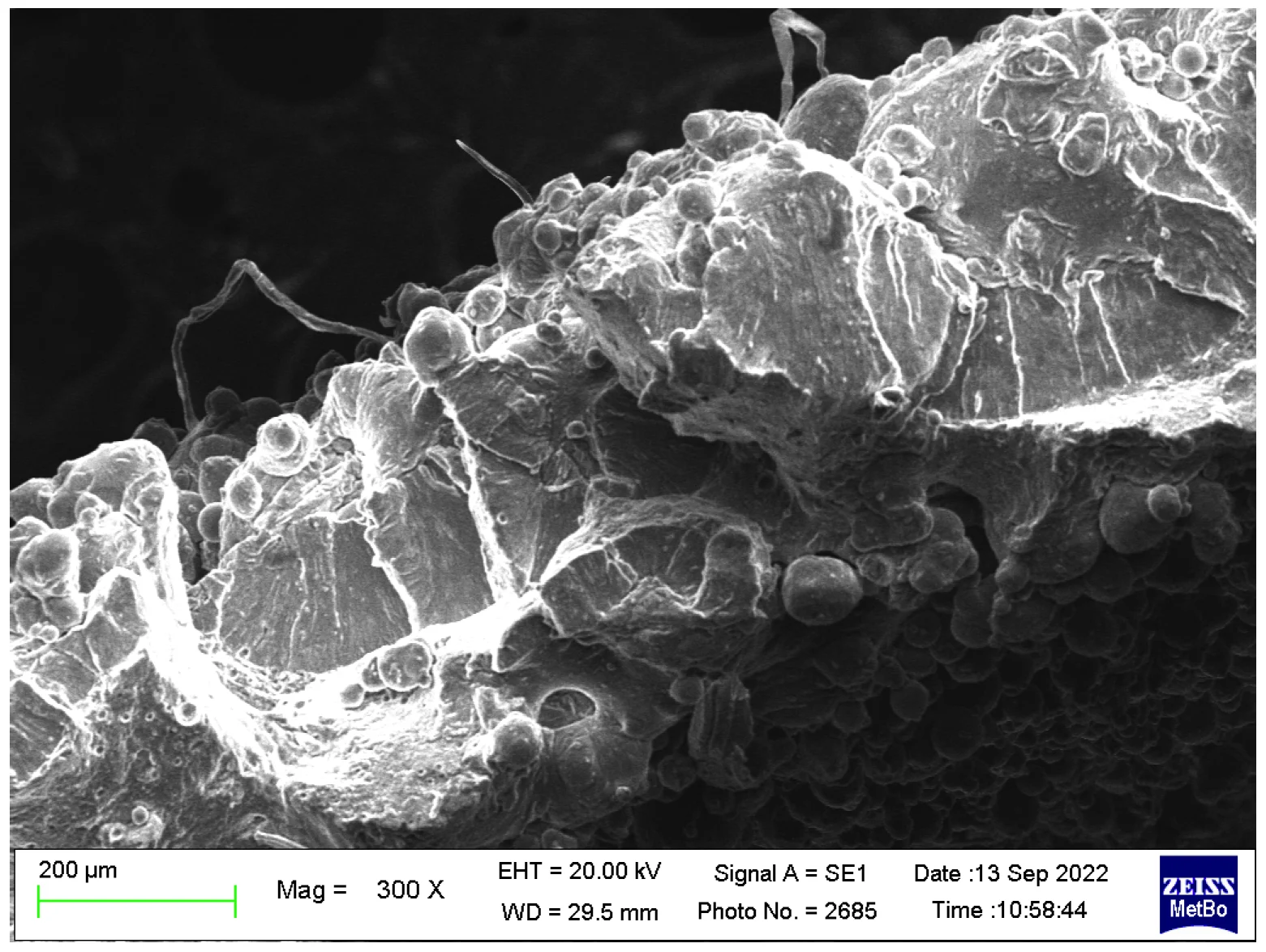
La parte finale della propagazione della frattura appare simile nei provini A, in quelli sottoposti a micropallinatura e in quelli lavorati con rugosità controllata, presentando un comportamento tipicamente fragile, come osservabile ad esempio in Figura 9 e Figura 10. Al contrario, nei provini sottoposti a trattamento termico T6 le superfici di frattura mostrano evidenti dimples plastici, indicativi di un comportamento più duttile, come visibile in Figura 11 e Figura 12.
Dopo le prove di fatica sono state inoltre effettuate analisi finalizzate alla determinazione della densità reale dei provini. Dai valori ottenuti e riportati in Tabella 2, è emerso che anche questo parametro risulta influenzato dal trattamento eseguito.
Come previsto dai precedenti calcoli sulla porosità, i difetti presenti nei provini risultano numerosi e di dimensioni spesso significative. Gli elevati valori di porosità osservati sono probabilmente riconducibili all’utilizzo di una densità di energia relativamente bassa durante il processo di fabbricazione. Il confronto con dati presenti in letteratura, ottenuti con analoghi livelli di energia, mostra infatti cavità di dimensioni simili all’interno dei campioni. In molti casi tali cavità risultano dovute a mancanza di polvere o a una fusione incompleta della polvere stessa durante il processo SLM. Questo fenomeno è stato successivamente osservato anche attraverso analisi al microscopio metallografico. Come mostrato in Figura 13, che riporta l’intera sezione di un provino con spessore di 1,2 mm, pori di dimensioni superiori a 100 μm risultano frequentemente circondati da scie di micropori, fenomeno attribuibile proprio a un’insufficiente energia di fusione delle polveri.
In Figura 14 è riportata la sezione longitudinale dello stesso provino. Da questa immagine è possibile osservare come la distribuzione della porosità risulti piuttosto disomogenea. Di conseguenza, la densità complessiva del campione risulta solo debolmente correlata alla sua resistenza a fatica, che dipende piuttosto dalla porosità locale presente nel materiale. Inoltre, la polvere non completamente fusa intrappolata nel materiale contribuisce al valore di densità misurato, ma viene rimossa durante le operazioni di lucidatura necessarie per l’analisi metallografica.

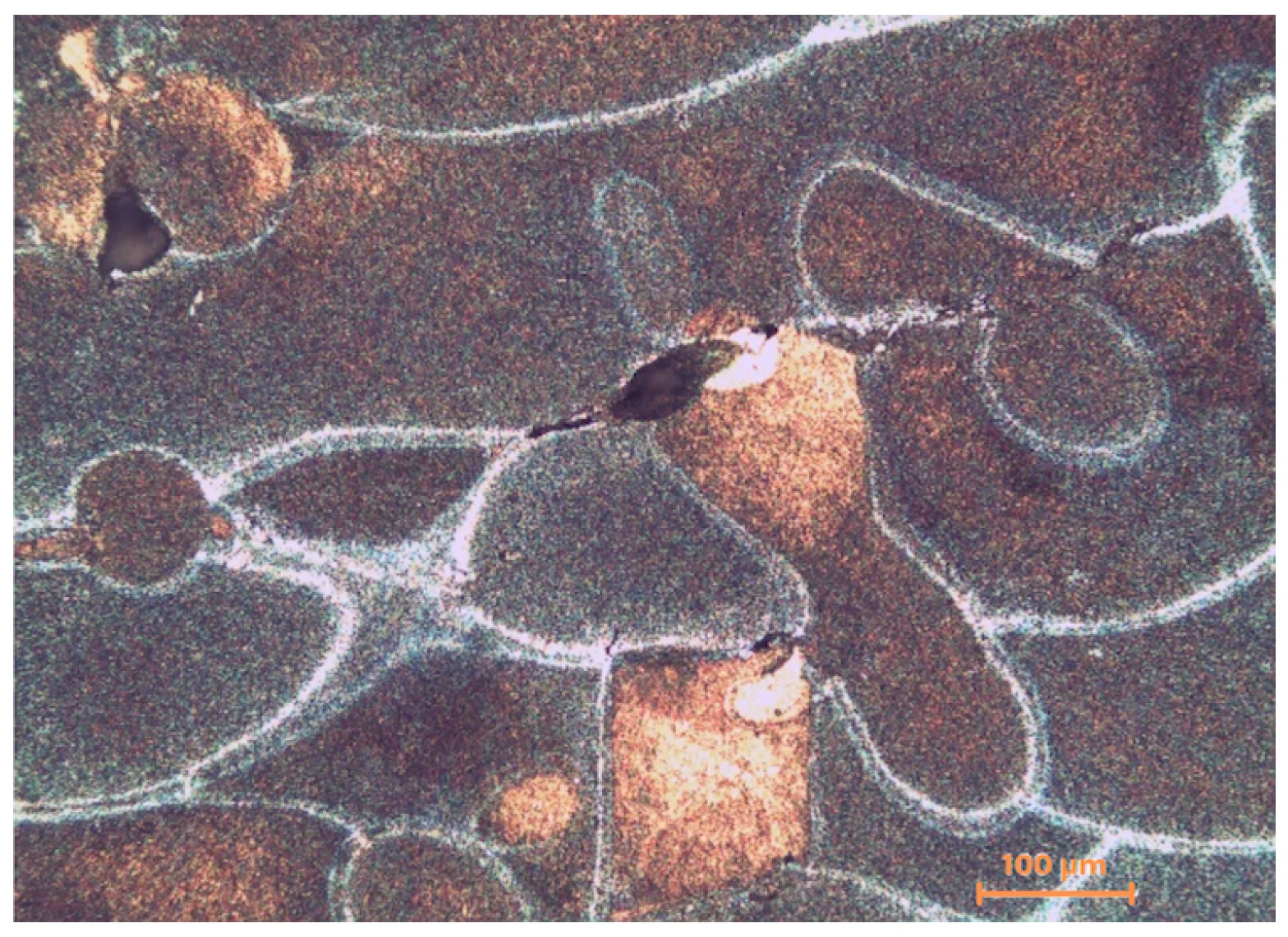
Un’analisi più approfondita dei pori descritti è stata successivamente effettuata mediante immagini ottenute al microscopio metallografico. Attraverso l’attacco chimico del campione con reattivo di Keller, sono stati messi in evidenza difetti localizzati ai bordi delle melt pool, tipiche del processo di manifattura additiva, come mostrato in Figura 15 e Figura 16. Osservando la tipica morfologia generata dal processo additivo, si nota infatti una differenza nella dimensione dei grani tra la parte interna della melt pool e i suoi bordi. A causa delle diverse velocità di solidificazione, la zona più esterna presenta grani più grossolani rispetto alla parte interna. Questa differenza nel processo di solidificazione rappresenta una delle cause della formazione dei pori, insieme alla presenza di polvere non completamente fusa.
Mentre i pori mostrati in Figura 15 hanno un effetto relativamente limitato sulla vita a fatica, cavità come quella riportata in Figura 16, osservata in sezione trasversale, possono comportarsi come cricche intergranulari preesistenti, risultando particolarmente dannose per il comportamento a fatica del materiale.
Conclusioni
In questo lavoro è stato analizzato il limite di fatica della lega di alluminio AlSi10Mg utilizzando provini tubolari non standard realizzati mediante Selective Laser Melting (SLM). I risultati ottenuti mostrano che la resistenza a fatica risulta sostanzialmente indipendente dallo spessore del componente analizzato. Questo comportamento può essere attribuito alla presenza di porosità di dimensioni rilevanti all’interno del materiale.
È stato tuttavia osservato un incremento della resistenza a fatica a seguito dell’applicazione di trattamenti post-processo, che hanno determinato un miglioramento significativo sia del livello di tensione di riferimento sia della dispersione dei valori sperimentali.
Il numero e la dimensione dei difetti osservati nei provini risultano inoltre correlati ai parametri di stampa adottati durante il processo di produzione, che in alcuni casi hanno portato alla presenza di polvere non completamente fusa all’interno del materiale.
Tra i trattamenti considerati, il miglior incremento della resistenza a fatica è stato ottenuto mediante trattamento termico T6.
Le future evoluzioni di questo studio riguarderanno l’analisi dell’effetto dei parametri di processo, quali la potenza del laser e l’orientamento di costruzione, sulla resistenza a fatica, in relazione anche all’influenza dello spessore della parete, con particolare attenzione ai valori più ridotti.

Riferimenti
Ricerca finanziata dall’Unione Europea – NextGenerationEU nell’ambito del National Sustainable Mobility Center (CN00000023), Spoke 11 – Innovative Materials and Lightweighting.
Per ulteriori approfondimenti, degli stessi autori: “Influence on Fatigue Strength of Post-Process Treatments on Thin-Walled AlSi10Mg Structures Made by Additive Manufacturing”, Metals 2023, 13(1), 126; DOI: 10.3390/met13010126
