





L’ottone, grazie alla sua lavorabilità, resistenza meccanica e compatibilità con l’acqua potabile, è ampiamente utilizzato negli impianti termo-sanitari. Per contrastarne usura ed erosione si impiegano leghe con alto contenuto di zinco, più soggette però a fenomeni di dezincificazione che indeboliscono il materiale. L’articolo analizza il ruolo del trattamento termico e della diffrazione ai raggi X nella verifica dell’efficacia del processo.
L’ottone, lega di rame e zinco, costituisce il materiale principe nell’ambito degli utilizzi per impianti termo-sanitari, grazie ad una combinazione di caratteristiche come lavorabilità, resistenza meccanica e agli agenti ambientali, immunità da fenomeni di rilascio di contaminanti: tutti elementi che lo rendono ottimale anche per il trasporto di acqua potabile.
In questi contesti la necessità di incrementare la resistenza all’usura abrasiva e alla erosione comporta l’utilizzo di formulazioni della lega con tenori di zinco abbastanza elevati, con il rischio di incorrere in quello che talvolta viene comunemente indicato come “cancro del bronzo”, o più correttamente dezincificazione, ossia un processo di corrosione selettiva che comporta la perdita dello zinco all’interno della matrice di rame che rimane quindi come una debolissima “spugna vuota”.
Responsabile di questo fenomeno non è solo il tenore di zinco in quanto tale, ma anche la struttura metallurgica del materiale con il tenore della fase beta presente nella lega, tenore che solitamente viene abbattuto per quanto possibile mediante uno specifico trattamento termico di ricottura.
In questo articolo andremo quindi a vedere il possibile utilizzo della diffrazione dei raggi X per la verifica dell’efficacia di tale trattamento termico
Un breve richiamo alla metallurgia dell’ottone
L’ottone è stato uno dei primi “materiali artificiali” creati dall’uomo, giocandosela alla pari con il bronzo: entrambi nati “per caso” dalla fusione di rame in forni realizzati con materiali ricchi di zinco e/o di stagno allo stato di ossido, o da altre forme di contaminazione casuale di formi o crogiuoli.
L’ottone è una lega che rientra nella categoria delle soluzioni solide sostituzionale, ossia è una lega in cui gli atomi dei costituenti si mantengono fisicamente distinti, con lo zinco che va semplicemente ad occupare posizioni reticolari precedentemente occupate da atomi di rame, sostituendoli (ed ecco il perché questo tipo di lege prende il nome di “sostituzionali”).
E come è tipico delle soluzioni solide sostituzionali, la lega che si ottiene presenta caratteristiche meccaniche significativamente superiori a quelle dei singoli elementi costitutivi, in quanto la distorsione indotta nel reticolo cristallino dall’inserimento degli atomi del soluto costituisce un ulteriore ostacolo allo spostamento delle dislocazioni
Nel caso dell’ottone un elemento fondamentale per capire e gestire le diverse prestazioni della lega è che Rame e Zinco solidificano secondo due strutture diverse: reticolo esagonale compatto per lo zinco, reticolo cubico a facce centrate per il rame (fig. 1 e fig. 2).
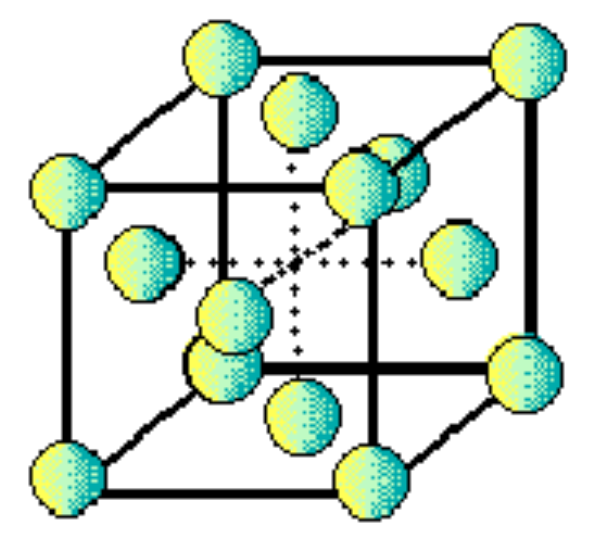
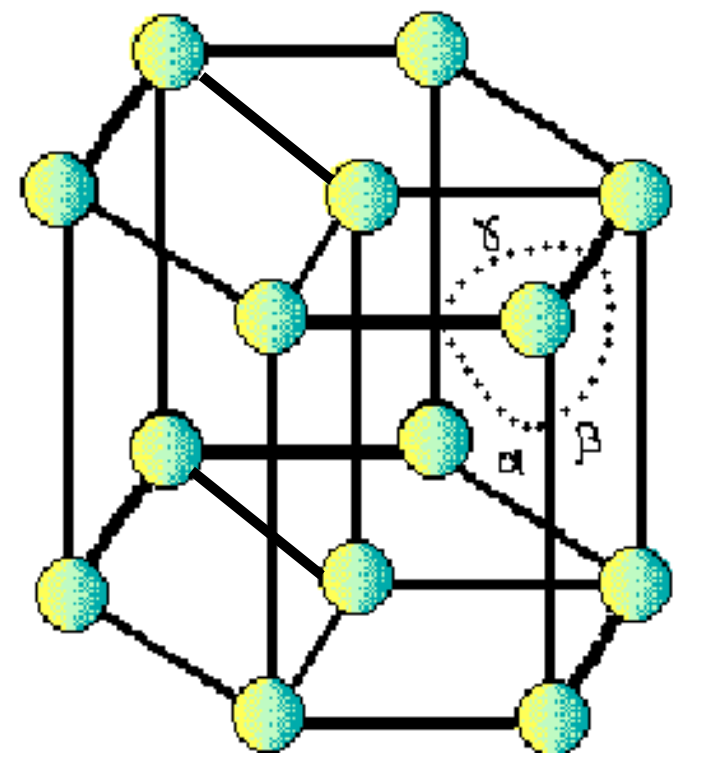
E su quale di queste due strutture finisca per essere organizzata la lega costituisce il primo fattore in grado di influenzarne le caratteristiche finali, mentre un secondo fattore è costituito dal fatto che la distribuzione degli atomi di rame e di zinco nella struttura cristallina assuma una disposizione ordinata o casuale
Prendendo in considerazione il diagramma di stato (fig 3) che ricordiamo rappresentare sempre un caso ideale costituito da una sequenza di stati stabili , a temperatura ambiente nel caso in cui il tenore di zinco rimanga sotto il 37% lo zinco diventa in pratica un soluto all’interno della struttura del solvente rame, e pertanto la configurazione cristallina della lega a temperatura ambiente rimane quella del rame, Cubica a Facce Centrate (CFC) : in questo caso si parla di Ottone in fase α .
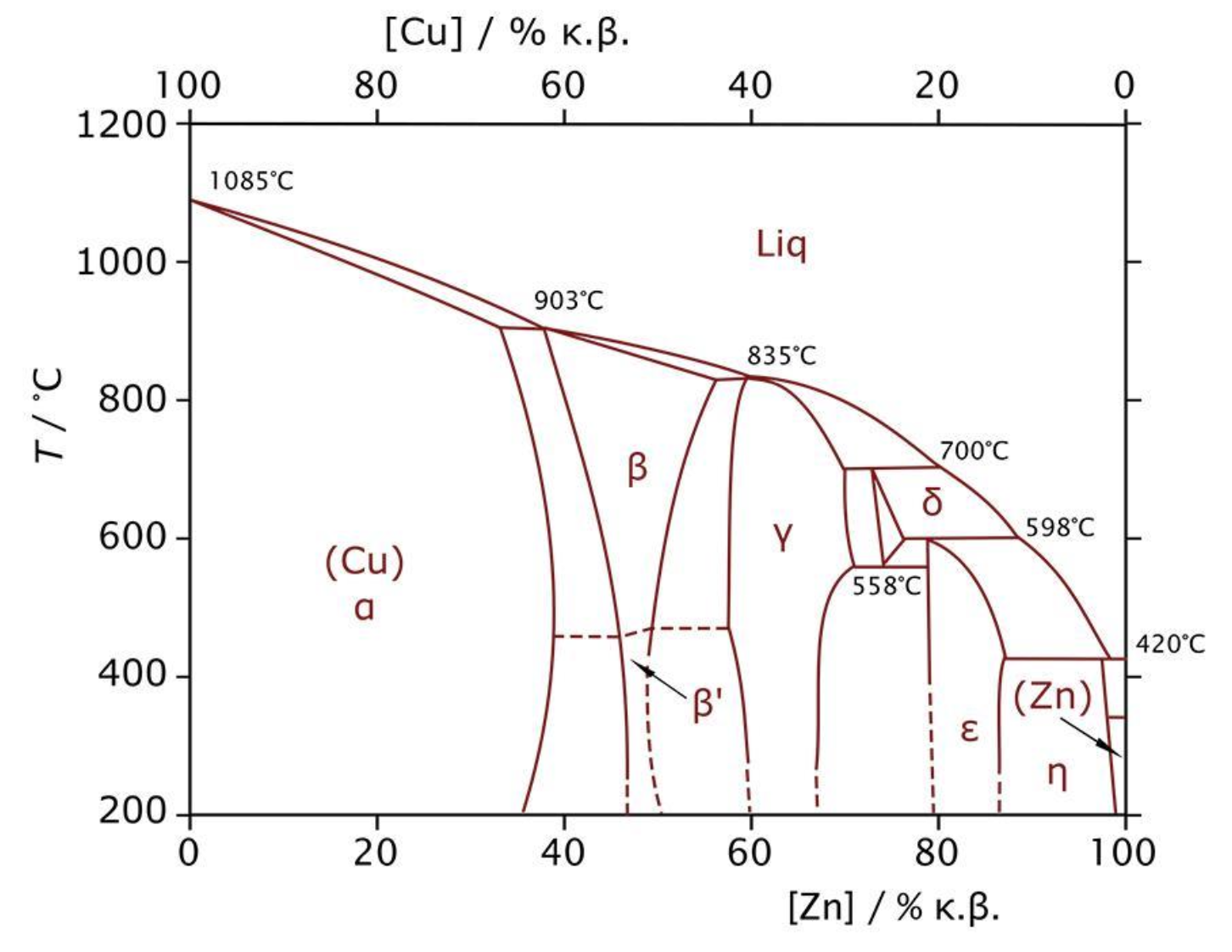
Fig 3 Diagramma di stato Rame-Zinco
Se invece il tenore di zinco supera il limite del 47 %, allora la situazione si inverte ed è lo zinco a conservare la sua struttura, dando luogo ad un ottone in configurazione Cubica a Corpo Centrato (CCC), nel qual caso si parla allora di ottone in fase b .
Nel caso “intermedio”, ossia con il tenore di zinco compreso tra il 37% e il 47%, anche in funzione della storia metallurgica del materiale le due fasi finiscono per coesistere, dando quindi luogo ad una lega bifasica α+β
Come abbiamo detto quanto appena esposto è la rappresentazione del caso ideale, ma cosi come negli acciai è possibile la presenza di fase austenitica anche in condizioni teoricamente impossibili, cosi per gli ottoni è possibile la presenza di fase b anche in presenza di tenori di zinco che teoricamente dovrebbero ammettere a temperatura ambiente solo la fase a, ad esempio quando elevate velocità di raffreddamento realizzino una sorta di tempra.
La dezincificazione dell’ottone
Come appena descritto, l’ottone è una soluzione solida sostituzionale di rame e zinco, nella quale lo zinco assolve alla funzione di soluto e il rame quella di solvente: è quindi una lega in cui gli atomi dei due costituenti rimangono fisicamente distinti.
A seconda del tenore di zinco presente e della storia metallurgica del materiale l’ottone può organizzarsi secondo due diverse strutture cristalline, quello cubico a facce centrate tipico del rame (fase a) o quello esagonale compatto tipico dello zinco (fase b), eventualmente coesistenti.
Le due fasi presentano caratteristiche meccaniche ben differenziate: la fase α risulta molto plastica e presenta una notevole deformabilità a freddo, mentre la fase β a sua volta puo presentarsi in una struttura ordinata (fase β propriamente detta) o disordinata (fase β’)
La struttura ordinata è assai dura e si presta soltanto a modeste deformazioni plastiche, mentre la struttura disordinata è estremamente plastica e duttile: gli ottoni in cui coesistano le fasi α e β sono essenzialmente delle leghe da deformazione plastica a caldo.
Quando lo Zinco arriva a superare il 47% scompare la fase α e la struttura è interamente costituita da fase β, quindi, non è possibile nessun trattamento di deformazione a freddo. Questi ottoni sono quindi fragili ed inadatti alla produzione di semilavorati o getti.
È quindi evidente che la compresenza di fase α e fase b costituisca un connumbio ottimale in termini di lavorabilità e resistenza meccanica, ma…. c’è un ma.
Purtroppo, una caratteristica deleteria dello zinco, soprattutto in presenza della fase β, è di essere soggetto ad un fenomeno noto come dezincificazione,ossia una corrosione selettiva dello zinco all’interno della matrice di rame.
Si tratta di un fenomeno di dealligazione se lettiva di tipo galvanico, che pertanto interessa il metallo piu elettronegativo (lo zinco) senza intaccare il rame, che rimane però come una sorta di “spugna” vuota dalla bassissima resistenza meccanica e che a sua volta finisce per essere rimosso
Il fenomeno assume connotazioni macroscopiche, con la scomparsa fisica del materiale che risulta disciolto nella sua componente di zinco con lo scheletro di rame che successivamente si “sbriciola” (fig 4).
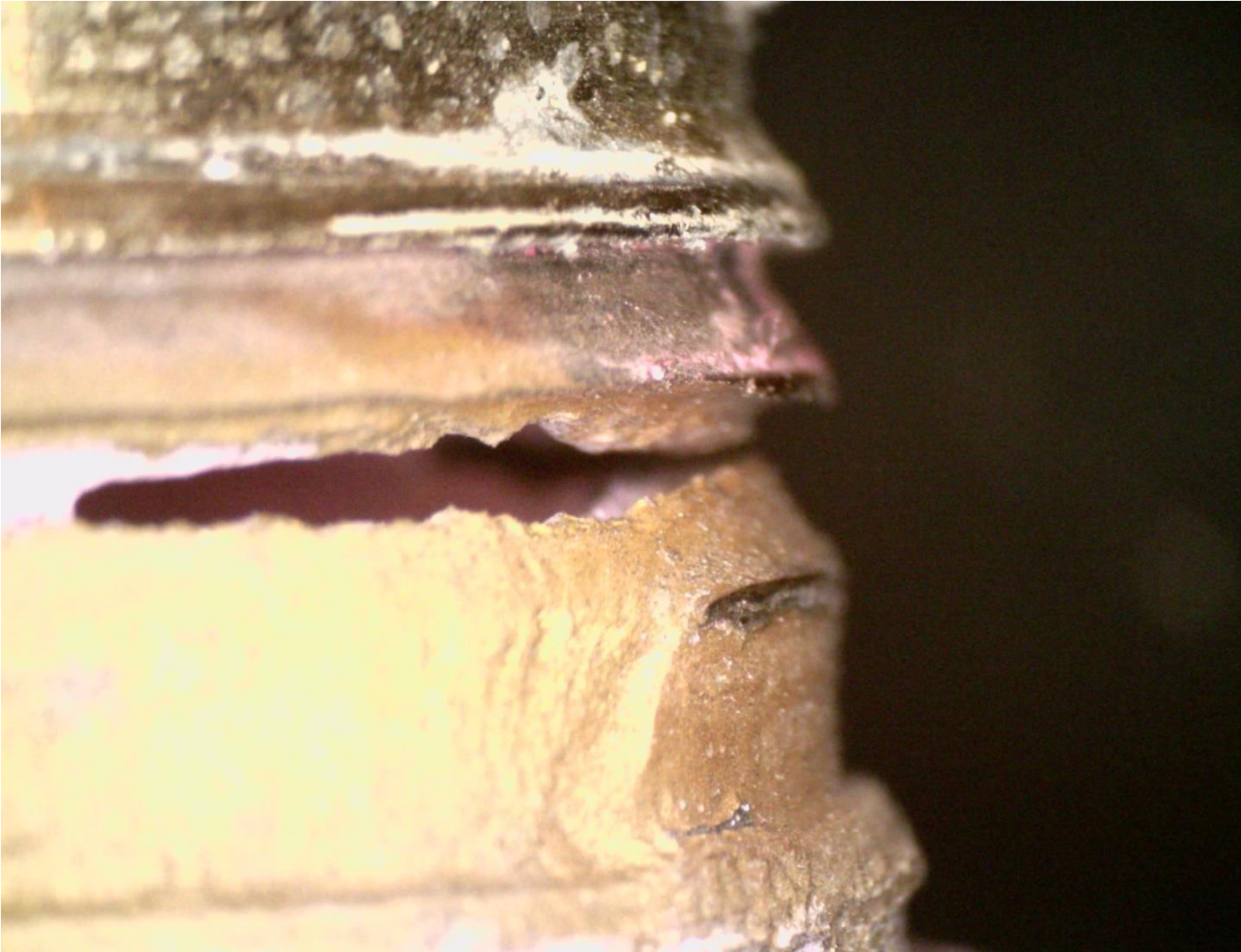
Fig 4 Con la dezincificazione il materiale si “scioglie” senza lasciare traccia , dissolto per via elettrolitica la
componente di zinco e “sbriciolata” la parte in rame ormai ridotta ad un guscio vuoto
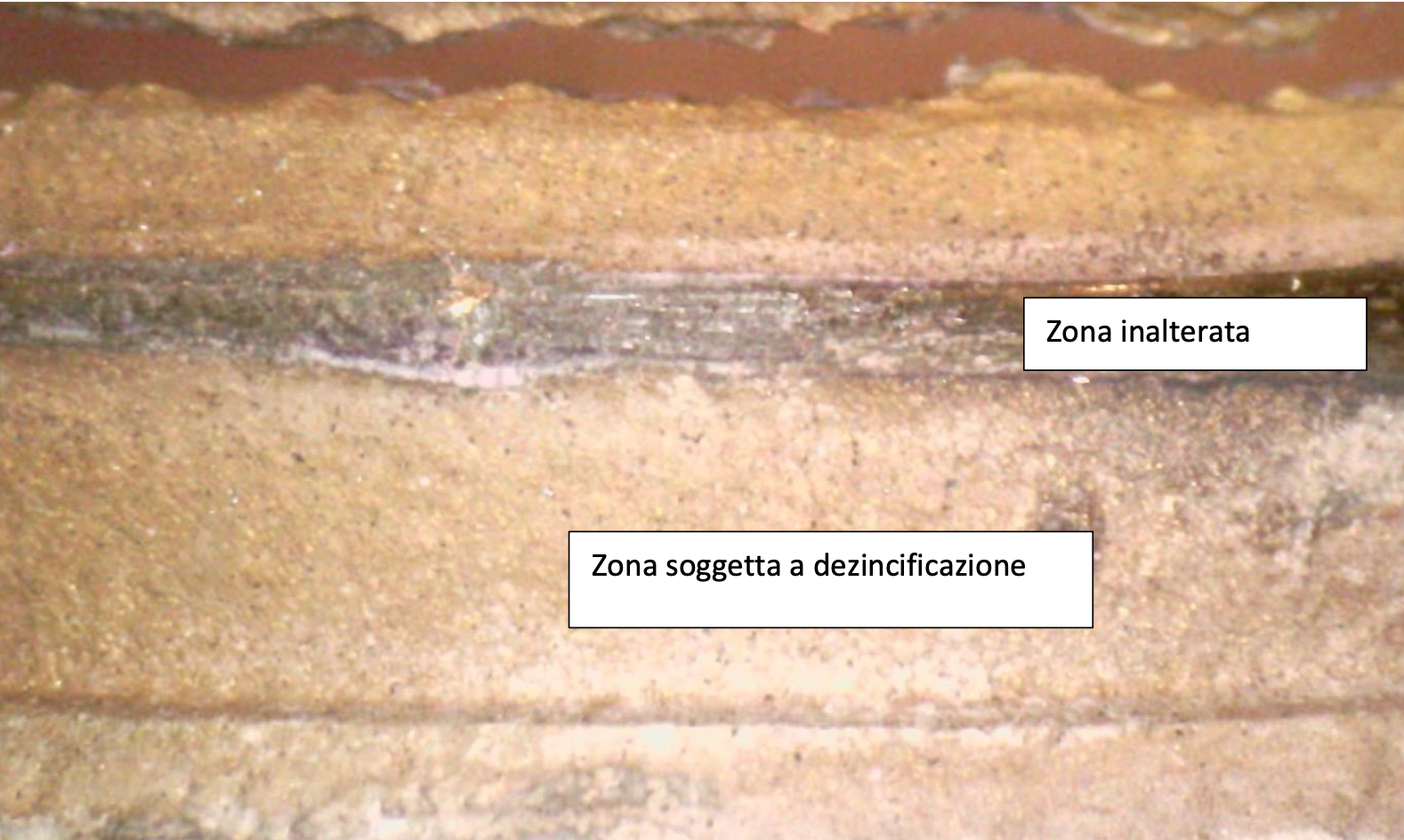
La superficie rimanente si presenta con un aspetto granuloso (fig. 5 – fig. 6), e in particolari condizioni è possibile anche riconoscere con una semplice osservazione microscopica la presenza dello zinco ridepositato sul rame reso libero (fig. 7).


Diminuire lo zinco? vorrei ma non posso…
A fronte di quanto appena detto, l’utilizzo di ottoni a basso tenore di zinco sembrerebbe una possibile soluzione, ma purtroppo questa non può essere la strada giusta: soprattutto nel caso delle nuove generazioni di ottone da getti in cui il piombo è stato sostituito dal bismuto ( per motivazioni di carattere sanitario e non ingegneristico) un basso tenore di zinco comporterebbe un effetto indesiderato dell’ infragilimento dovuto alla tendenza del bismuto ad accumularsi a bordo grano, tendenza evitabile solo mantenendo la concentrazione dello zinco nella lega sufficientemente alta.
Oltretutto la presenza di bismuto comporta un’altra criticità particolare, essendo le temperature di solidificazione e cristallizzazione più alte rispetto a quelle degli ottoni al piombo, e quindi con processi di raffreddamento potenzialmente più critici per la permanenza di fase b a temperatura ambiente, soprattutto nel caso di pressofusione industriale in cui la velocità di raffreddamento (o per meglio dire il tempo di permanenza in stampo) à un elemento fortemente critico per la economicità del processo.
Se quindi non si può intervenire più di tanto sul tenore di zinco, quello che si può fare è ridurre in tenore della fase b , mediante uno specifico trattamento termico noto come ricottura , trattamento termico tipicamente eseguito con stabilizzazione a temperature di 500 – 540 °c per un paio di ore , seguito da un raffreddamento in aria che deve essere assolutamente controllato non solo come rampa di raffreddamento (tipicamente 40°/h) ma soprattutto come omogeneità per i componenti trattati, che essendo solitamente di piccole dimensioni saranno alloggiati in ceste in cui dovrà essere garantita l’uniformità di raffreddamento garantendo adeguate condizioni di circolazione di ventilazione e circolazione.
Se correttamente eseguito un trattamento termico di questo tipo permette di ridurre il tenore della fase b dal 20% – 25% fino al 3%, diminuendo drasticamente la sensibilità del materiale alla dezincificazione.
La diffrazione dei raggi x applicata alla metallurgia dell’ottone
Storicamente, la determinazione della presenza delle fasi e la dimensione del grano negli ottoni è sempre avvenuta per via “ottica”, ossia basandosi sull’osservazione al microscopio metallografico di superfici preparate, su cui “contare” fisicamente il rapporto tra i grani delle due fasi e le relative dimensioni, con tutte le limitazioni di tempistica e dipendenza dalla sensibilità dell’operatore.
Fortunatamente la diffrazione dei raggi X (X Ray Diffraction .XRD) ha permesso anche in qeusto caso un significativo passo in avanti, sia in termini di velocità sia in termini di oggettività del risultato ottenuto
Ricordando brevemente le basi della diffrazione dei raggi X applicata ai materiali metallici, il principio è quello di irraggiare il materiale da analizzare con un fascio di raggi X dotato di energia sufficiente da poter interagire con gli atomi posizionati sui piani reticolari interni del materiale.
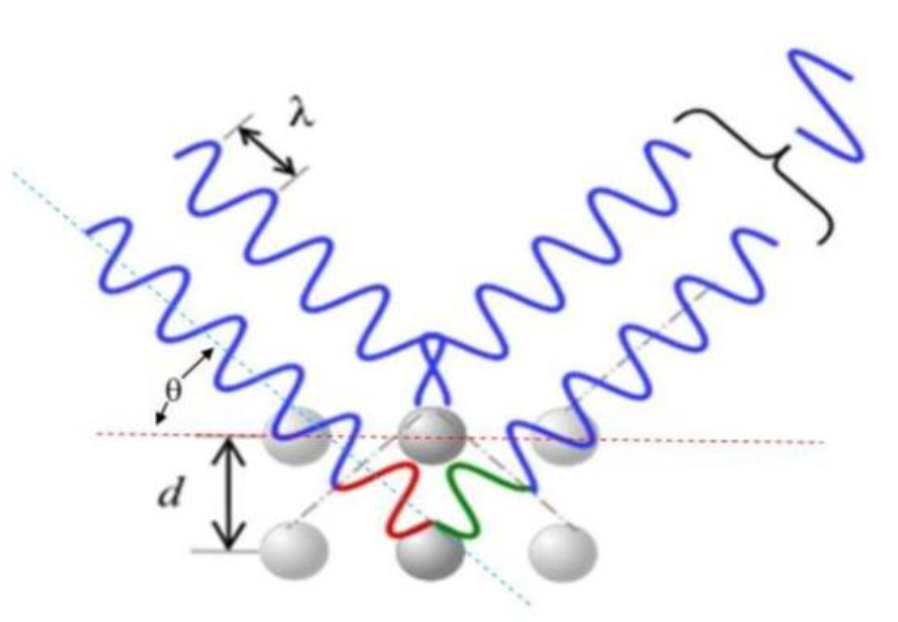
Come illustrato in figura 8, quando il fascio incidente colpisce il materiale genera un fascio diffratto distinto per ogni piano reticolare, e in base a semplici considerazioni trigonometriche e’ facile capire come i fasci di raggi diffratti dagli atomi appartenenti a piani reticolari diversi risultino tra loro sfasati in maniera dipendente da
In particolare, data una radiazione di lunghezza d’onda nota l, l’interferenza tra le radiazioni emesse dal materiale e’ costruttiva quando l’angolo di incidenza q risulta tale che
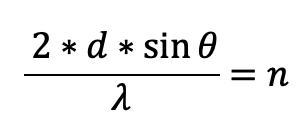
Nel caso in cui nell’area analizzata dal fascio dei raggi X siano presenti due diverse strutture cristalline (come possono essere la fase alpha e la fase beta degli ottoni), e quindi con due diverse distanze interplanari, allora il grafico evidenzierà due distinti picchi in corrispondenza di due distinti angoli di diffrazione.
Nel caso dell’ottone, la struttura reticolare della fase α e della fase b sono diverse (CFC la prima, CCC la seconda), con conseguente diversità delle dimensioni reticolari (0,36 nm nella fase α contro i 0,32 nm della fase β ), con il risultato che in presenza contemporanea delle due fasi, saranno generati due distinti picchi di diffrazione.
E poiché in un materiale con orientamento cristallino casuale l’area sottesa ad ogni picco di diffrazione è proporzionale al volume relative di tale fase nella porzione di materiale analizzato, ne consegue che il rapporto tra le aree sottese ai diversi picchi di diffrazione corrisponde al rapporto tra i volumi di tali fasi presenti nel materiale
In figura 9 è rappresentato lo spettro diffrattometrico relativo ad un ottone bifasico: in considerazione del fatto che in ogni struttura cristallina tridimensionale è sempre possibile individuare diversi piani cristallini, e quindi diverse distanze interplanari in grado di generare diffrazione costruttiva, ad ogni singola fase finisce per essere associata non una singola riga di spettro ma una famiglia di righe con un ben definito rapporto tra le diverse ampiezze: è poi compito di un software dedicato (nel caso specifico il software è il TNX-Xenia ) “raggruppare” le righe per famiglie di diffrazione e individuare i singoli costituenti il materiale mediante un confronto con i database scientifici internazionali
Un’ultima considerazione significativa riguarda la “quantità” di materiale su cui questi rilievi vengono eseguiti: il volume analizzato dal fascio è ovviamente dato dal prodotto dell’area coperta dal fascio incidente per la profondità di penetrazione, profondità che a sua volta sarà determinata dalla lunghezza d’onda del fascio incidente e dalla sua energia.
Le dimensioni del fascio sono determinate dai collimatori del diffrattometro, e per queste applicazioni possono essere pari a 20 x 5 mm.
Per quanto riguarda la profondità di penetrazione, questa è funzione della lunghezza d’onda del fascio incidente e della sua energia , la prima vincolata alla necessità “geometrica” di essere comparabile con le dimensioni reticolari delle due fasi del materiale (e in questo caso viene utilizzato come emettitore il rame con l= 0.154 nm) , e la seconda limitata dalla necessità di evitare che un eccessiva energia del fascio provochi il fenomeno della fluorescenza: il risultato operativo è una profondità di penetrazione dell’ordine dei 40 mm.
Conclusioni
Nel caso delle ultime generazioni di ottone per uso termo sanitario, la perdita selettiva dello zinco all’interno della matrice di rame costituisce una delle problematiche più sensibili, una problematica correlata al tenore di zinco e al tenore di fase β presenti.
Una criticità ancora più accentuata nella nuova generazione di ottoni con il piombo ormai sostituito dall’antimonio: con tale elemento il tenore di zinco deve essere incrementato per la maggiore temperatura di passaggio dal liquidus al solidus con conseguente accentuazione dei fenomeni di evaporazione dello zinco e di raffreddamento non omogeno, senza considerare come ad un basso tenore di zinco corrisponde un aumento della segregazione dell’antimonio al bordo grano, con netto decadimento delle caratteristiche meccaniche del materiale finale.
Inoltre, l’aumento delle temperature di fusione dovuto alla presenza dell’antimonio comporta anche cicli di raffreddamento più bruschi, con il rischio di formazione di fase β per una sorta di tempra.
Tale combinazione di fattori rende praticamente indispensabile il ricorso a trattamenti termici di ricottura, in grado di abbattere in tenore di fase β pur conservando tenori di zinco abbastanza elevati da garantire resistenza all’usura e alla abrasione ed evitare indesiderati fenomeni di precipitazione a bordo grano del bismuto.
A questo punto la criticità si sposta sulla capacità di quantificare il tenore di fase β residua, possibilmente in modo oggettivo, rapido e non distruttivo: ed in questo senso la risposta ci viene offerta dalla diffrazione dei raggi X.
