





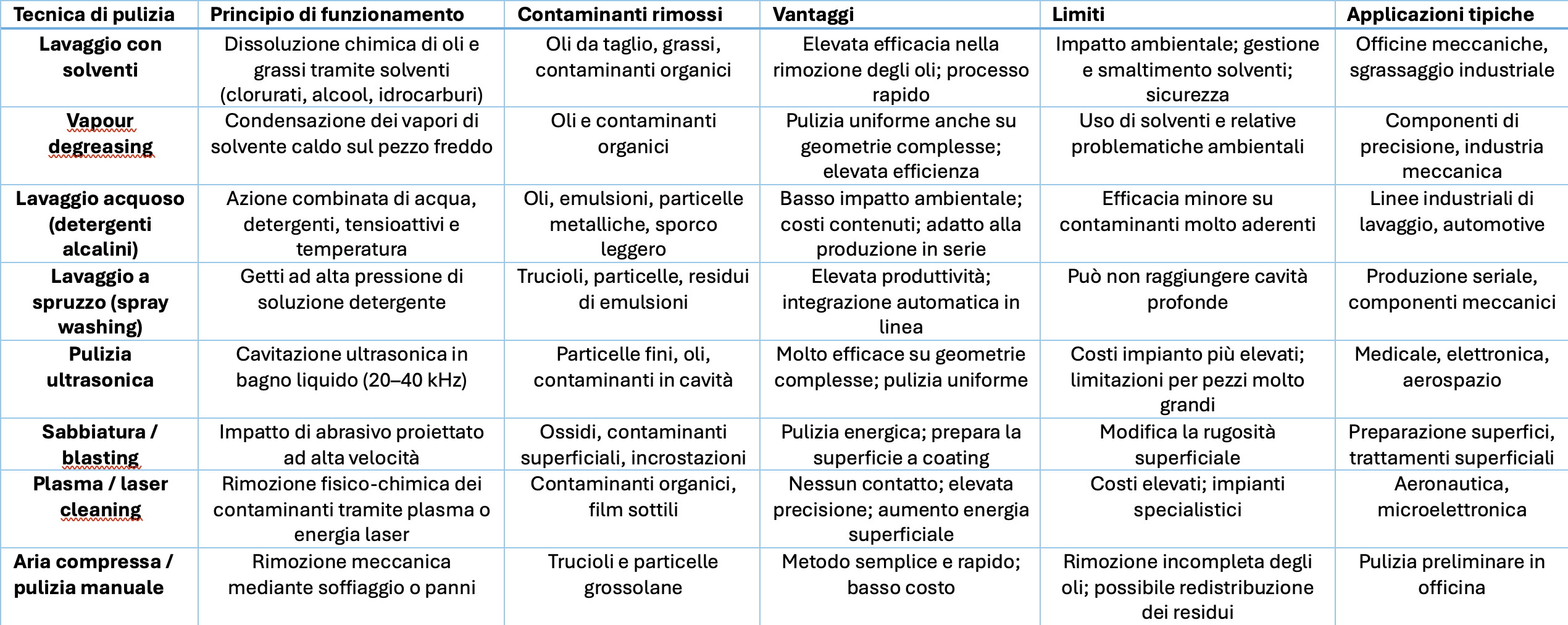
Le superfici dei componenti metallici lavorati per taglio utensile risultano contaminate spesso da residui derivanti dal processo produttivo quali oli da taglio ed emulsioni lubrorefrigeranti, trucioli e particelle metalliche, residui abrasivi provenienti da utensili, ossidi e altri contaminanti superficiali. La loro presenza può influenzare negativamente le fasi successive del ciclo produttivo, come trattamenti superficiali, incollaggi, verniciature o controlli di qualità, oltre a compromettere le prestazioni del componente in esercizio. Per tale motivo, il trattamento di pulizia rappresenta un momento importante del processo produttivo.
In funzione del materiale lavorato, del tipo di contaminante e delle esigenze applicative, esistono tecniche di pulizia delle superfici molto diverse tra loro, per principio di funzionamento, costo e impatto ambientale. Tuttavia, la loro efficacia può variare in modo marcato in base alle caratteristiche dei materiali lavorati e della morfologia delle superfici. Risulta quindi utile disporre di valutazioni sperimentali che consentano di confrontare l’effetto dei metodi di pulizia in situazioni reali.
Questo lavoro si propone quindi di analizzare il grado di pulizia ottenuto su diversi metalli dopo lavorazione meccanica, confrontando le più comuni procedure di pulizia e valutando le condizioni superficiali risultanti attraverso osservazioni e misure dedicate. L’obiettivo è fornire indicazioni utili per ottimizzare le tecniche di pulizia nei contesti produttivi, contribuendo a migliorare l’affidabilità e la qualità delle superfici metalliche lavorate.
Stato dell’arte
Uno dei metodi più diffusi per la pulizia dei metalli è il lavaggio con solventi, impiegato soprattutto per la rimozione di oli e grassi da taglio. Questo approccio utilizza solventi di diversa natura, tra cui solventi clorurati, alcool, idrocarburi e solventi modificati, capaci di dissolvere e rimuovere efficacemente i contaminanti organici.
Dal punto di vista industriale, il processo può essere realizzato mediante lavaggio a immersione, in cui il componente è immerso nel solvente e sottoposto ad agitazione o rotazione per favorire il distacco dei contaminanti, oppure tramite vapour degreasing, dove il solvente viene portato a ebollizione e i vapori condensano sulla superficie più fredda del pezzo dissolvendo gli oli presenti. Nonostante l’elevata efficacia, questi metodi presentano alcuni svantaggi legati soprattutto alla gestione dei solventi e al loro impatto ambientale, fattori che negli ultimi anni hanno incentivato lo sviluppo di alternative più sostenibili.
In questo contesto, il lavaggio acquoso con detergenti alcalini rappresenta oggi una delle soluzioni più diffuse nelle officine meccaniche e nei sistemi di produzione industriale. Il processo utilizza acqua combinata con detergenti alcalini e tensioattivi, spesso a temperature comprese tra circa 40 e 80 °C, per favorire la rimozione di oli e particelle solide. Le configurazioni più comuni includono il lavaggio a spruzzo (spray washing), in cui getti ad alta pressione investono i componenti in modo analogo al funzionamento di una lavastoviglie industriale, il lavaggio per immersione agitata, oppure sistemi combinati che integrano fasi di spruzzo e immersione. I principali vantaggi di questa tecnologia sono il ridotto impatto ambientale, i costi relativamente contenuti e la buona integrazione nei processi produttivi in serie.
Una tecnica particolarmente efficace nel caso di geometrie complesse è la pulizia ultrasonica, basata sul fenomeno della cavitazione in un bagno liquido. Gli ultrasuoni, generalmente con frequenze comprese tra 20 e 40 kHz, generano microbolle nel liquido che, implodendo in prossimità della superficie, producono microgetti in grado di rimuovere contaminanti aderenti anche in zone difficilmente raggiungibili. Questa tecnologia risulta soprattutto adatta in presenza di fori ciechi, filettature, cavità o geometrie articolate, ed è ampiamente utilizzata in settori ad alta precisione come il medicale, l’orologeria, l’aerospazio e l’elettronica.
Un’altra famiglia di processi è rappresentata dalle tecniche di blasting, che comprendono sabbiatura, pallinatura e altri trattamenti abrasivi. In questi processi un materiale abrasivo, come sabbia, microsfere di vetro, corindone o graniglia metallica, viene proiettato ad alta velocità sulla superficie del componente. Oltre alla rimozione di ossidi e contaminanti, tali tecniche consentono di uniformare la superficie e di prepararla per successivi rivestimenti o trattamenti superficiali. Tuttavia, l’azione abrasiva comporta una modifica della rugosità superficiale, aspetto che rende il trattamento poco adatto quando geometrie o caratteristiche funzionali della superficie devono essere preservate.
Negli ultimi anni si sono inoltre diffuse tecnologie di pulizia più avanzate, tra cui la pulizia al plasma o laser, basate su processi fisici senza contatto diretto con la superficie. Questi metodi permettono di rimuovere contaminanti organici e di aumentare l’energia superficiale del materiale, migliorando l’adesione di eventuali rivestimenti o incollaggi successivi. Tali tecnologie trovano applicazione soprattutto in settori ad alto contenuto tecnologico, come l’aeronautica, la microelettronica e il restauro di materiali sensibili.
Al contrario, nelle officine meccaniche restano ancora largamente utilizzati metodi più semplici di pulizia preliminare, come il soffiaggio con aria compressa, l’uso di panni o l’applicazione di solventi spray. Queste procedure consentono una rapida rimozione dei trucioli e dei residui più grossolani, ma risultano generalmente meno efficaci nell’eliminazione completa di oli o contaminanti aderenti, lasciando spesso residui sulla superficie.
Nel complesso, la scelta della tecnica di pulizia dipende da numerosi fattori, tra cui il tipo di materiale, la natura dei contaminanti, la geometria del componente e i requisiti funzionali della superficie (Tabella 1). Per questo motivo tornano utili studi comparativi che valutano l’efficacia delle diverse tecniche su casi concreti.
Materiali
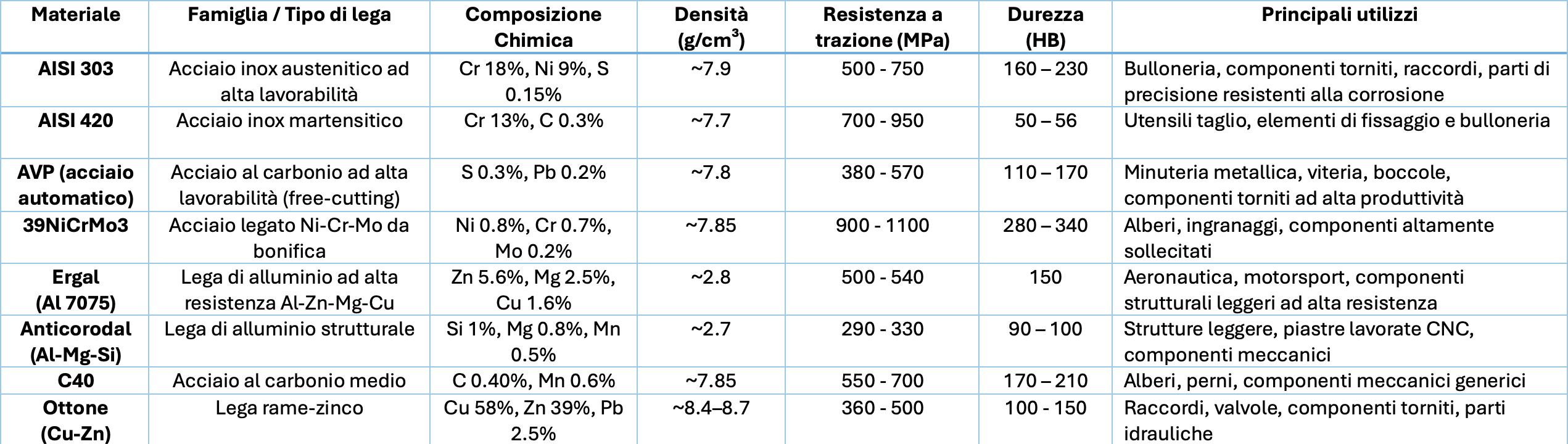
Per questo studio sperimentale sono stati selezionati otto materiali metallici, scelti per rappresentare differenti famiglie di leghe comunemente impiegate nelle lavorazioni meccaniche in ambito industriale (Tabella 2).
- AISI 303: Acciaio inossidabile austenitico al cromo-nichel con aggiunta di zolfo per migliorare la lavorabilità alle macchine utensili. È ampiamente utilizzato per la produzione di componenti meccanici di precisione, bulloneria e particolari torniti, grazie alla buona resistenza alla corrosione e all’ottima lavorabilità.
- AISI 420: Acciaio inossidabile martensitico ad alto contenuto di carbonio, progettato per applicazioni che richiedono un’elevata durezza e buone proprietà meccaniche, unite a una discreta resistenza alla corrosione. A differenza della serie 300 (austenitici), è uh ferromagnetico che può essere indurito tramite trattamento termico (tempra e rinvenimento). Grazie al tenore di carbonio, può raggiungere elevati livelli di durezza garantendo un’ottima resistenza all’usura e all’abrasione. Allo stato ricotto presenta una lavorabilità discreta, simile a quella degli acciai legati da costruzione, ma risulta più difficoltoso da saldare rispetto agli inossidabili austenitici
- AVP: Acciaio automatico non legato al carbonio, appositamente progettato per le lavorazioni meccaniche ad alta velocità su torni automatici e macchine CNC. La sua composizione chimica si distingue per l’aggiunta combinata di elevate percentuali di zolfo e di piombo, elementi che fungono da lubrificanti solidi interni durante il processo di asportazione del truciolo. Questa caratteristica unica permette di ridurre drasticamente l’attrito tra il pezzo e l’utensile, favorendo la formazione di trucioli corti e fragili che si spezzano facilmente, evitando così l’aggrovigliamento e garantendo una finitura superficiale eccellente e brillante. L’AVP presenta una resistenza meccanica moderata e non è destinato a trattamenti termici di tempra, né a operazioni di saldatura.
- 39NiCrMo3: Acciaio legato al nichel, cromo e molibdeno, utilizzato per componenti meccanici soggetti a elevate sollecitazioni. Questo materiale è tipicamente impiegato per alberi, ingranaggi e parti strutturali che richiedono elevata resistenza meccanica e buona tenacità, spesso dopo trattamenti termici di bonifica.
- Ergal: Nome commerciale utilizzato per indicare leghe di alluminio ad alta resistenza della serie Al-Zn-Mg-Cu (la 7075 nello specifico). È molto diffuso nei settori aeronautico e motociclistico grazie all’elevato rapporto resistenza/peso e alla buona lavorabilità.
- Anticorodal: Lega di alluminio della famiglia Al-Mg-Si, ampiamente utilizzata per componenti strutturali leggeri e per lavorazioni meccaniche. È apprezzata per la buona combinazione tra resistenza meccanica, lavorabilità e resistenza alla corrosione.
- C40: Acciaio al carbonio non legato con contenuto medio di carbonio (circa 0,40%). È un materiale molto diffuso nella meccanica generale per la realizzazione di alberi, perni e componenti strutturali che richiedono buona resistenza meccanica e discreta lavorabilità.
- Ottone: Lega rame-zinco caratterizzata da ottima lavorabilità alle macchine utensili, buona resistenza alla corrosione e buona conducibilità termica ed elettrica. È comunemente utilizzata per componenti meccanici, raccordi, valvole e parti di precisione.
Processi
I provini sono stati ricavati da barre piene, differenti per geometrie e sezioni, con dimensioni comprese tra 20 mm e 40 mm di diametro per le barre tonde e chiave 24 mm per la barra esagonale, mantenendo uno spessore uniforme di 3 mm per tutte le tipologie di materiale (Fig. 2a).
Le operazioni di taglio sono state eseguite presso TEDESCHI S.A.S., di Toscanella di Dozza (BO) utilizzando una troncatrice a nastro THOMAS (Mod. Super Trad 301 SO) a discesa idraulica controllata, con una lama da taglio a nastro e lubrorefrigerazione attraverso emulsione acqua–olio (Fig. 2b).




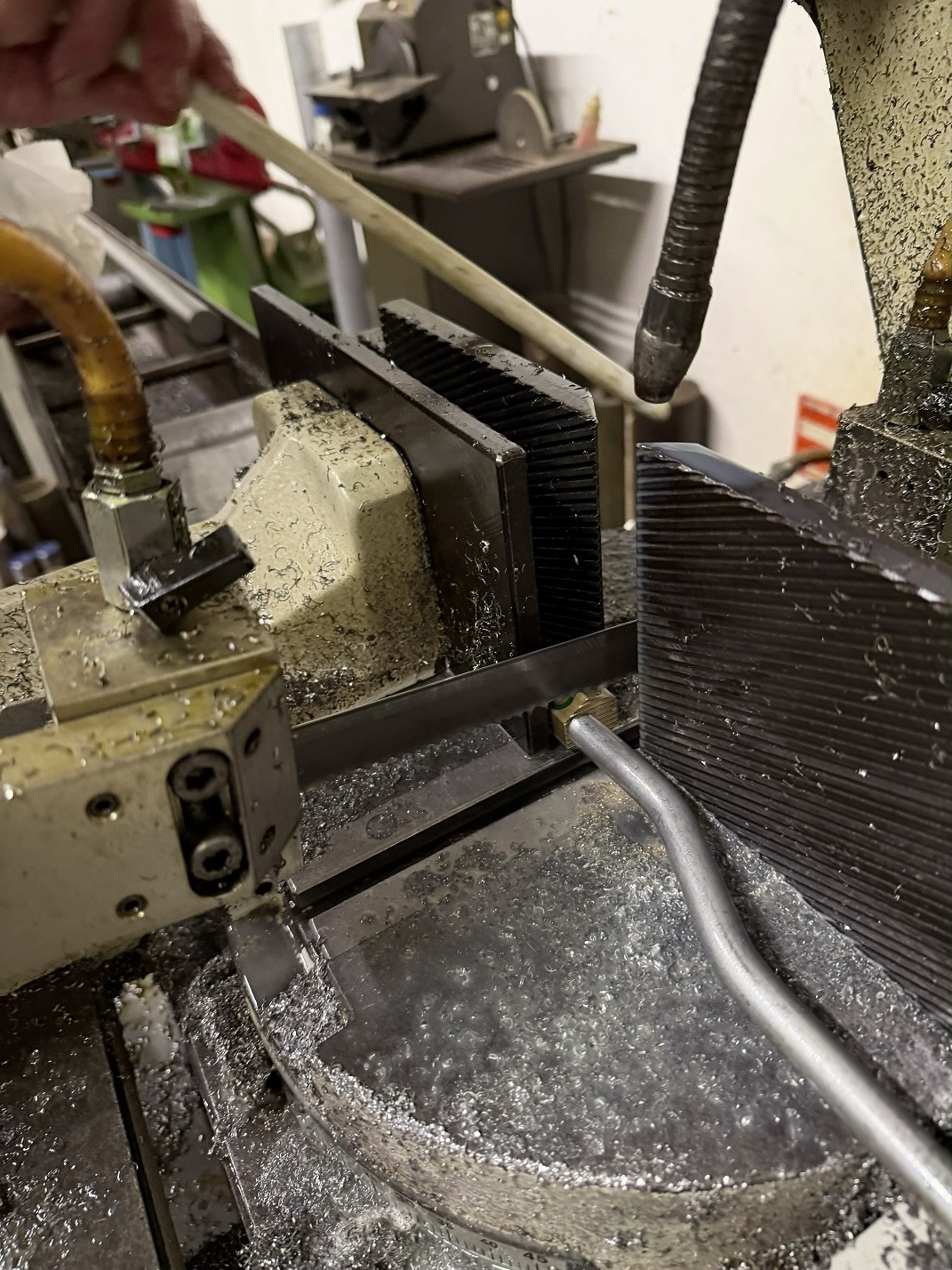
Fig. 2 Alcune fasi della produzione dei campioni: (a) troncatrice a nastro; (b) avanzamento barra cilindrica non lavorata; (c) sistema di serraggio barra; (d) fase di taglio con refrigerante attivo; (e) taglio del campione in ottone a barra esagonale (cortesia Tedeschi Sas)
I parametri di taglio sono stati adattati in funzione del materiale lavorato. Per gli acciai dolci (AVP, C40) sono state utilizzate velocità del nastro elevate, comprese tra 66 e 75 m/min, mentre per gli acciai legati (39NiCrMo3) si è operato a velocità più contenute (33–40 m/min) per limitare il surriscaldamento e l’usura della lama. Nel caso degli acciai inox (AISI 303 e 420), particolarmente soggetti a incrudimento, si è scelto di lavorare a velocità ancora più basse (20–30 m/min), mantenendo però un avanzamento deciso e costante. Per i materiali non ferrosi, come alluminio (Anticorodal, Ergal) e ottone, sono state invece impiegate velocità elevate (≥75 m/min), al fine di evitare fenomeni di impasto del truciolo.
La dentatura è stata scelta in funzione del diametro delle barre, mantenendo sempre da 3 a 6 denti in presa; nel caso in esame, relativo a diametri medio-piccoli (<60 mm), è stata adottata una dentatura media pari a 6–10 TPI.
L’avanzamento è stato regolato tramite valvola idraulica, senza un valore prefissato, ma seguendo criteri empirici legati al comportamento del truciolo e alla stabilità del taglio. In generale, per materiali teneri è stato mantenuto un avanzamento più elevato e continuo, mentre per acciai legati si è operato con maggiore cautela per evitare vibrazioni e surriscaldamenti. Nel caso degli inox, è risultato fondamentale evitare avanzamenti troppo lenti per prevenire l’incrudimento superficiale. Per le leghe di alluminio, l’avanzamento è stato mantenuto sostenuto per favorire la formazione di trucioli ampi e ben distaccati, mentre per l’ottone è stata garantita una discesa costante e senza discontinuità.
Durante tutte le operazioni, il sistema di lubrorefrigerazione è stato mantenuto attivo, utilizzando un’emulsione acqua–olio con concentrazione compresa tra il 5% e l’8%, al fine di migliorare le condizioni di taglio e preservare la durata dell’utensile.
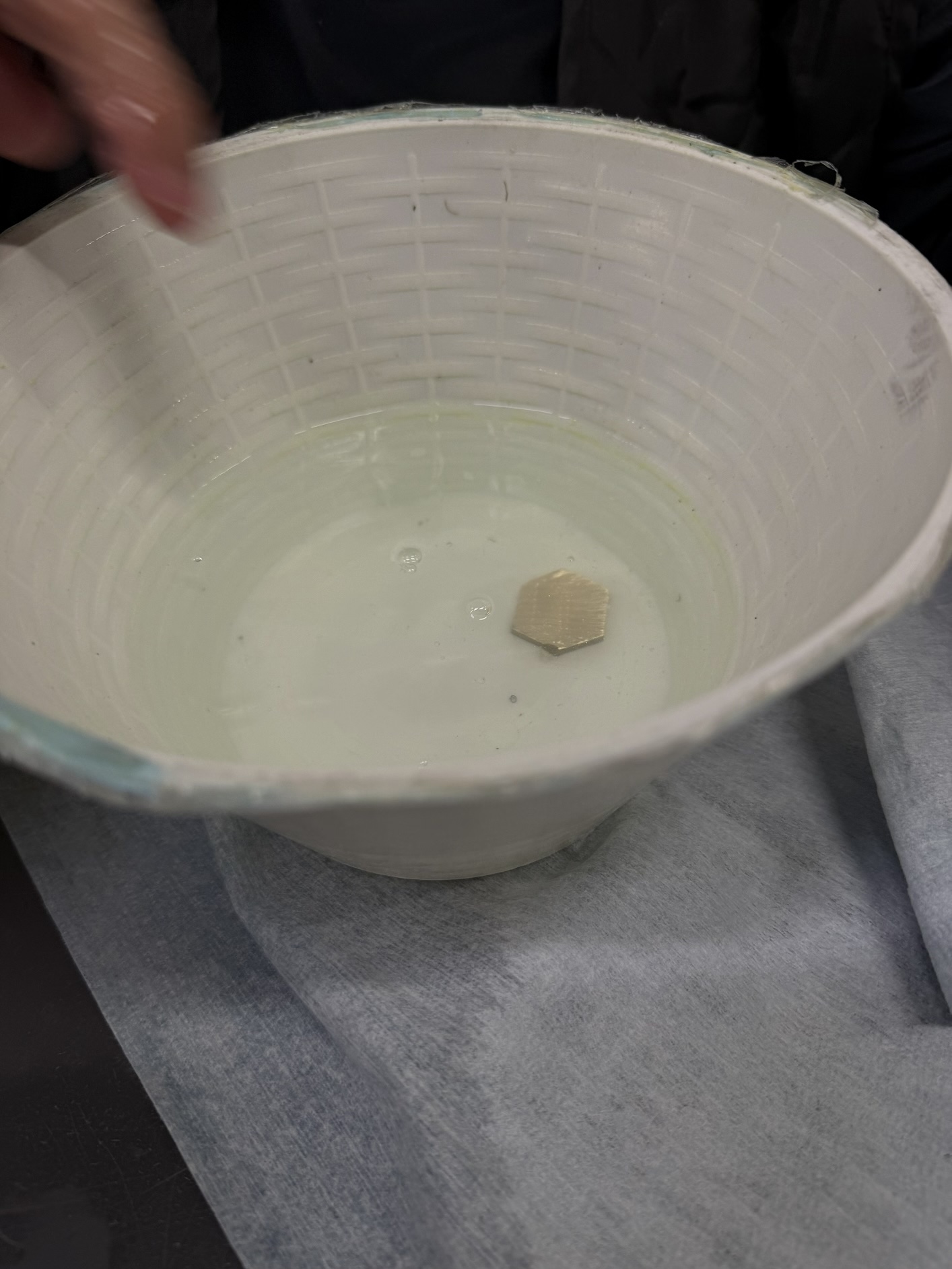
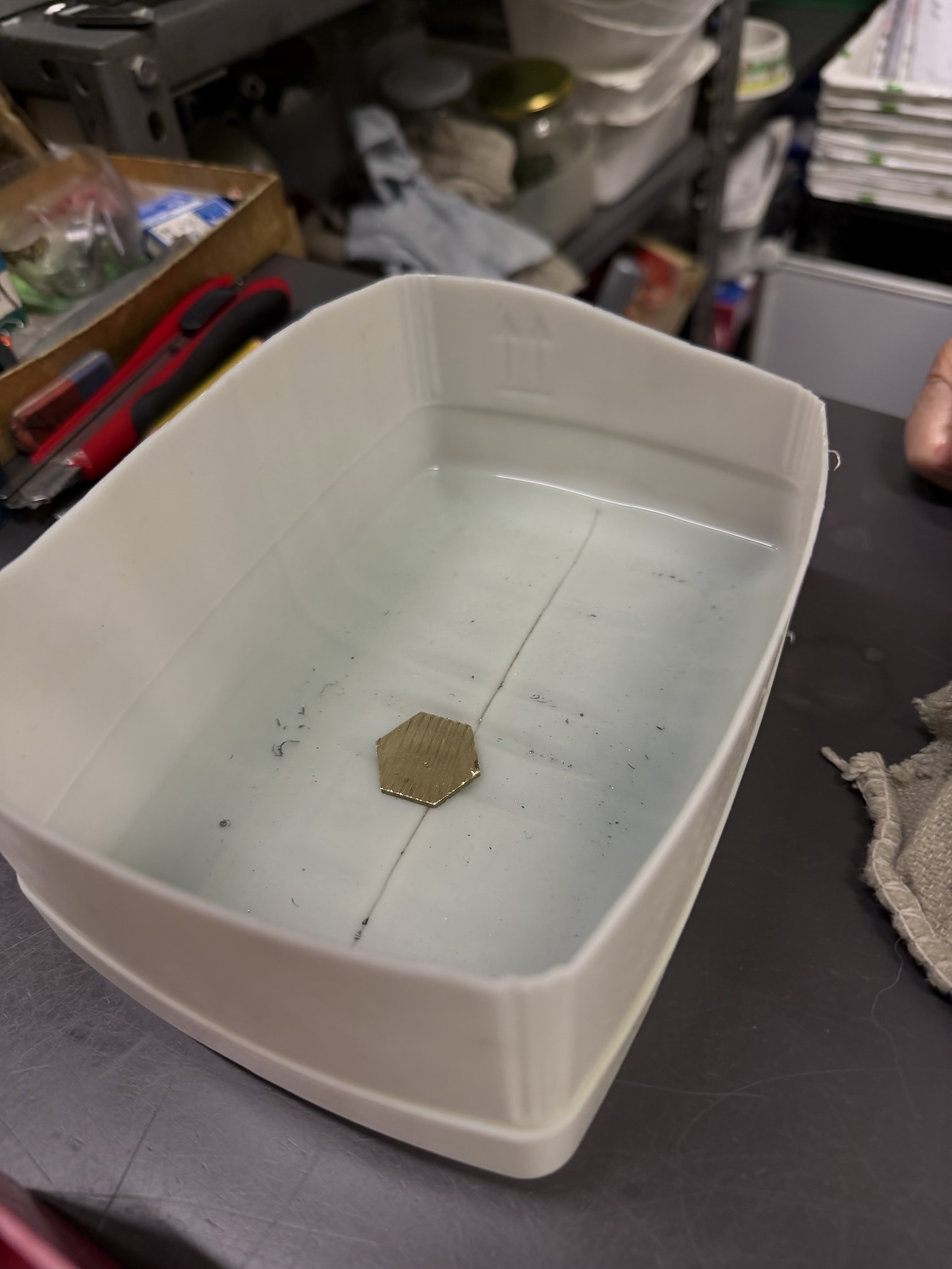

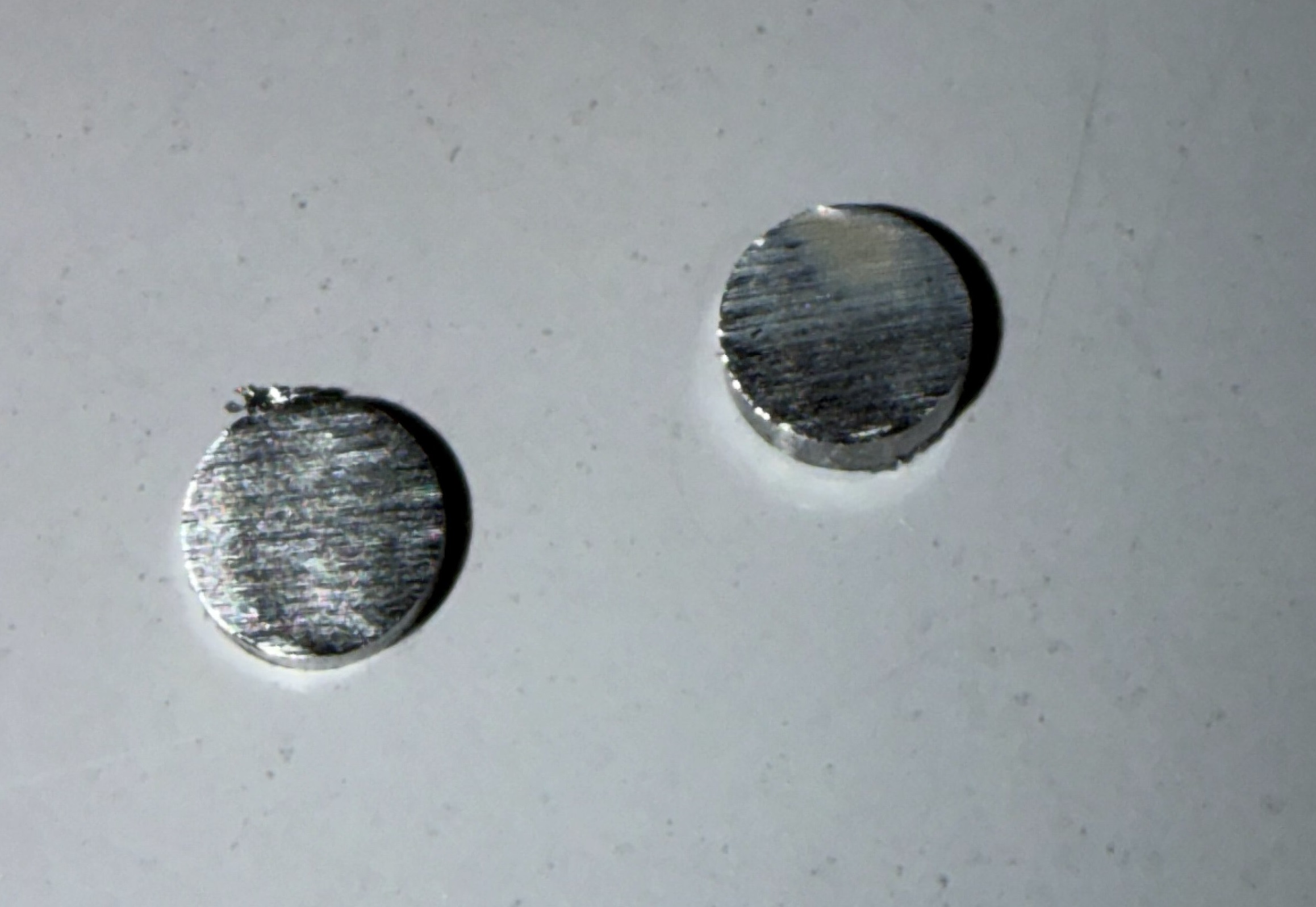
Fig. 3 Alcune fasi di pulizia dei campioni in (a) solvente organico (Loctite SF7063, cod. T1); (b) detergente industriale (GMT Genius, cod. T2); (c) pronti ad essere immersi in vasca ad ultrasuoni; (d) durante il lavaggio ad ultrasuoni; (e) prima e dopo il trattamento.
Trattamenti di pulizia
Dopo il taglio, i provini presentavano residui tipici delle lavorazioni meccaniche, in particolare emulsione lubrorefrigerante acqua–olio e particelle metalliche derivanti dal processo di lavorazione. I campioni sono stati sottoposti ai seguenti trattamenti di pulizia (Tabella 3):
- Nessun trattamento di pulizia: provini soffiati con aria compressa per rimuovere trucioli e particelle superficiali e puliti con panno carta blu ad uso industriale.
- Lavaggio con solvente organico: provini trattati con solvente professionale Loctite SF 7063 utilizzato per la preparazione delle superfici metalliche prima dell’incollaggio strutturale, della sigillatura o della lubrificazione di precisione A differenza dei detergenti a base acquosa, agisce in modo rapido, richiedendo pochi secondi di contatto per sciogliere oli, grassi, liquidi da taglio e particelle fini di lavorazione che potrebbero compromettere l’adesione chimica dei successivi trattamenti. I provini sono stati immersi e agitati manualmente per circa 5 sec.
- Pulizia ad ultrasuoni: provini immersi in vasca ad ultrasuoni contenente una soluzione composta dal 75% di liquido detergente REYS e dal 25% di acqua, mantenuta a 51 °C, con potenza impostata all’80% e tempo di trattamento di 5 min.
- Lavaggio con detergente industriale: provini immersi in una prima bacinella contenente una soluzione acquosa al 10% di detergente industriale GMT Genius con agitazione manuale per circa 10 sec., quindi trasferiti in una seconda bacinella con sola acqua per il risciacquo per ulteriori 10 sec.
- Lavaggio con alcool: provini immersi in alcool etilico denaturato, una soluzione di pulizia rapida ed economica, soprattutto indicata per la rimozione di residui leggeri. A differenza dei diluenti chimici complessi, l’alcool etilico agisce con una velocità d’azione quasi immediata, richiedendo tempi di contatto estremamente ridotti che raramente superano i 30/60 secondi. I provini sono stati immersi in alcool etilico denaturato e agitati manualmente per 10 sec.
- Lavaggio con solvente aggressivo: provini trattati con diluente NITRO (Sprintchimica), che rappresenta il metodo più noto e aggressivo per la pulizia e lo sgrassaggio profondo di particolari meccanici contaminati da oli pesanti, grassi, mastici o residui di vernice. A differenza dei prodotti base acqua, il nitro agisce rapidamente. La procedura ha previsto l’uso del prodotto puro, applicato per immersione per circa 10 sec. Una volta estratto il pezzo, il liquido residuo è evaporato in tempi brevissimi senza lasciare residui oleosi.
- Lavaggio con sgrassante a base acquosa: provini trattati con detergente acquoso Bio-chem FT200. Per sporco leggero, l’azione è pressoché istantanea (pochi secondi). Per oli pesanti o residui secchi, è consigliato un tempo di contatto più esteso (30/60 sec.). Il prodotto è stato utilizzato in forma non diluita, mantenendo i campioni in vasche di immersione per 30 s. Una leggera agitazione del liquido ha accelerato la rimozione meccanica dei residui. Dopo l’immersione, i campioni sono stati sgocciolati e asciugati.
- Lavaggio con sgrassante specializzato: provini trattati con detergente Bio-chem PROLAQ L400, una soluzione avanzata di rimozione dalle parti meccaniche di vernici, lacche, resine, pigmenti e inchiostri non induriti. In linea con la procedura consigliata, il prodotto è stato utilizzato in forma pura con provini immersi per 5 min. (tempo adatto a residui freschi, contro i 10/15 min. previsti per vernici parzialmente essiccate). Un successivo soffio di aria compressa ha permesso di asportare i residui (es. strati di contaminante sollevati o sciolti dallo sgrassante). Questo metodo, oltre a dichiarare una pulizia profonda delle geometrie complesse, assicura anche un ambiente di lavoro più sicuro grazie alla formulazione non infiammabile e a ridotta emissione di vapori, rendendolo un valido sostituto per i più pericolosi diluenti nitro.
I parametri di trattamento (concentrazioni, tempi di immersione, ecc.) sono stati scelti a partire dalle indicazioni che accompagnavano i prodotti chimici utilizzati o, quando non disponibili, in base all’esperienza degli operatori. Al termine di ciascun trattamento, i campioni sono stati asciugati con aria compressa e panno carta industriale blu.

Pulizia superficiale
Lo stato di pulizia delle superfici è stato analizzato all’Università di Camerino attraverso microscopia ottica in riflessione (Iscope Euromex), con ingrandimento di 50× / 100× e condizioni di illuminazione costanti. Le analisi si sono concentrate soprattutto sulle fessure e sui solchi generati dalle lavorazioni di taglio per via della più alta probabilità di individuare lì eventuali detriti e residui di lubrorefrigerante. Per ciascun provino stati considerati 5 punti distinti (Figura 4), con particolare attenzione alla zona centrale.
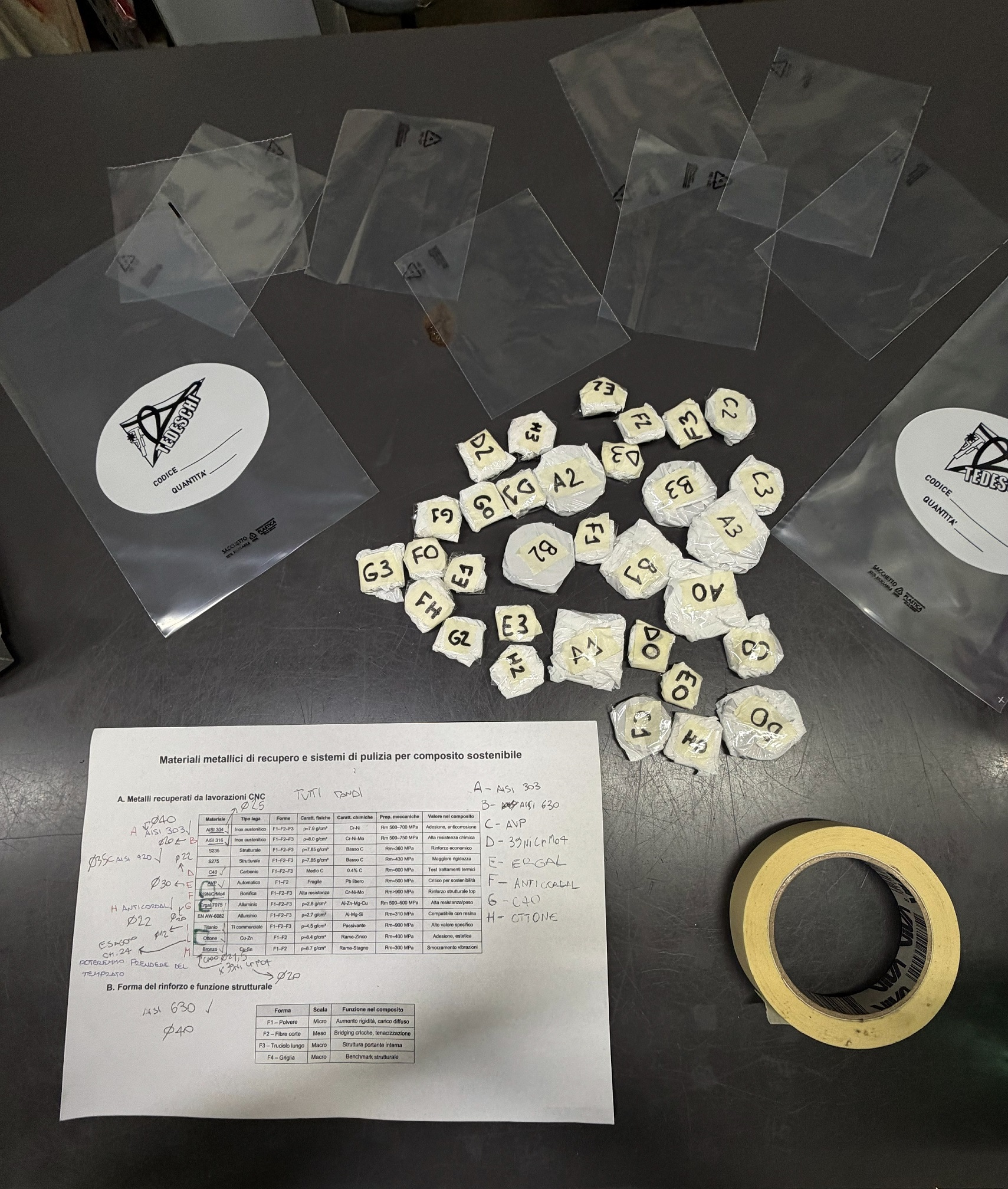
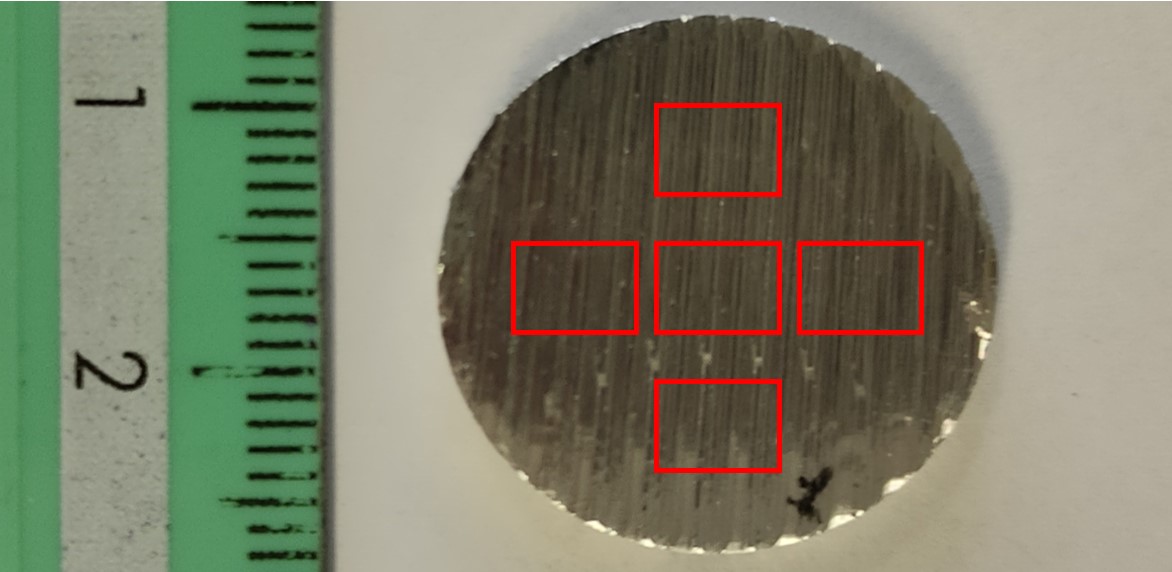
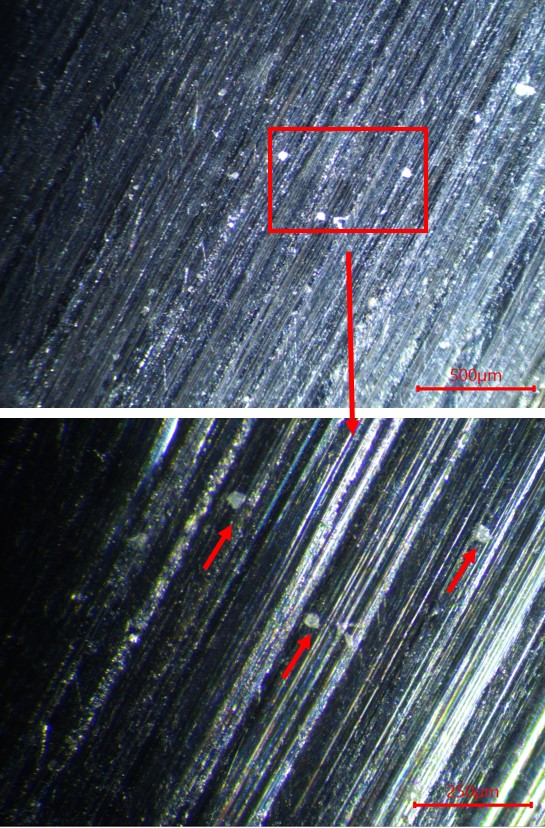
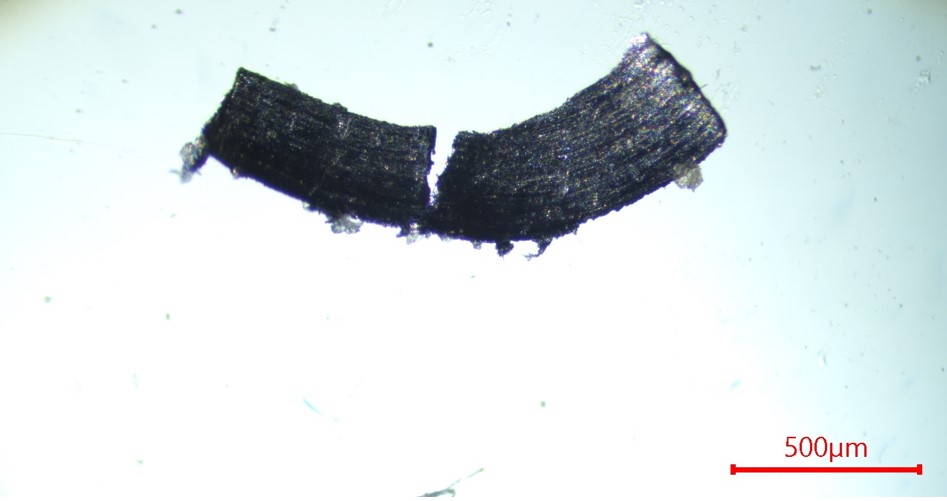
Fig. 4 Rassegna dei campioni analizzati (a) tramite microscopia ottica (b) con evidenza delle zone oggetto di studio (c), di cosa emerge attraverso i vari ingrandimenti (d) e di un residuo prelevato da superfici non trattate (e).
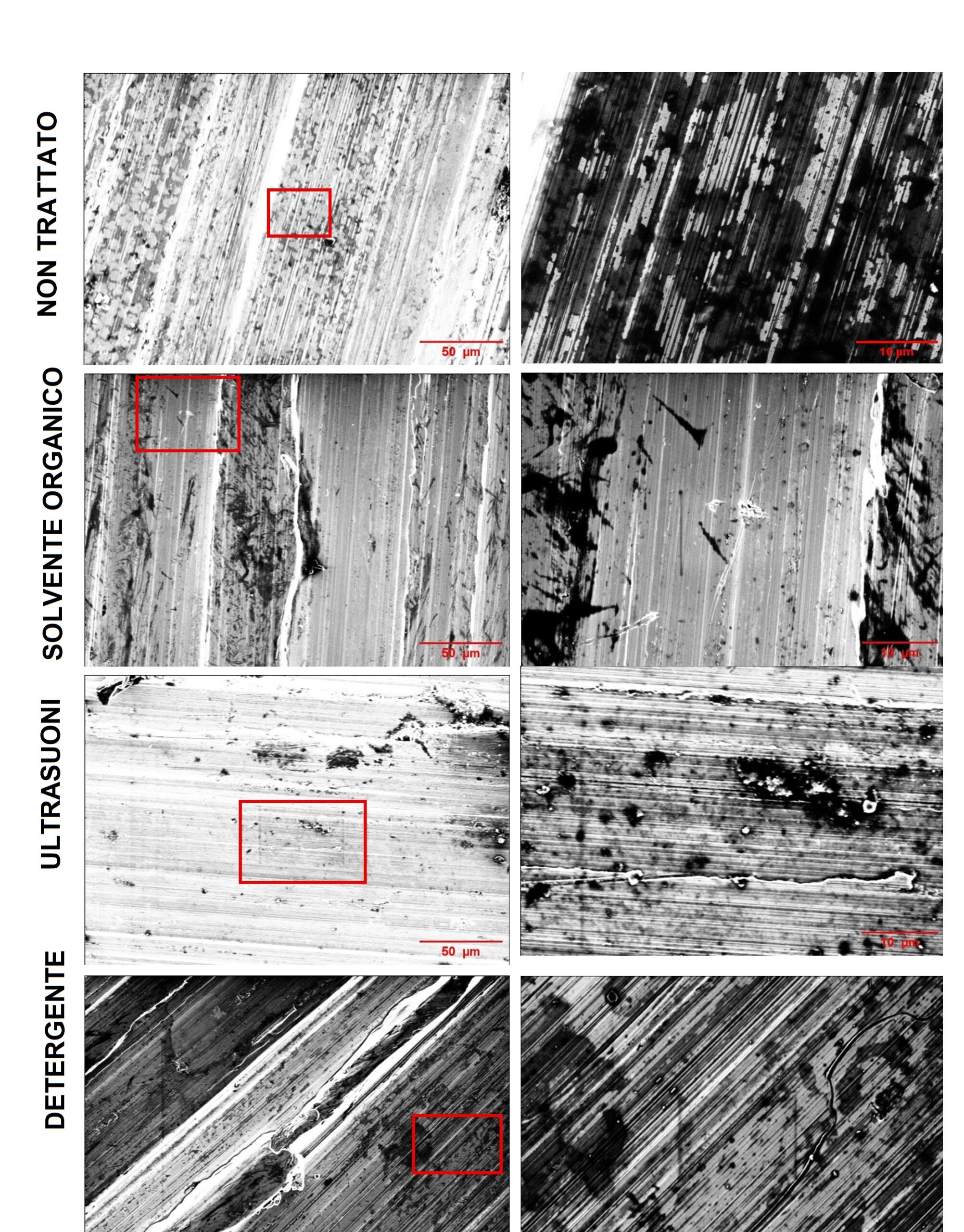
In generale, le superfici dei campioni non trattati presentano frammenti e polveri fini distribuite eterogeneamente sul metallo (Figura 5). Si possono notare anche dei rimasugli polimerici trasparenti o leggermente opachi, forse derivanti da contaminazioni secondarie (trasporto-imballaggio). I residui della lavorazione metallica si presentano sottoforma di filamenti o grani più o meno estesi (200-400+ micron) e si stabiliscono su fessure o nicchie irregolari del metallo, per tanto l’asportazione manuale dei suddetti ne risulta difficoltosa.
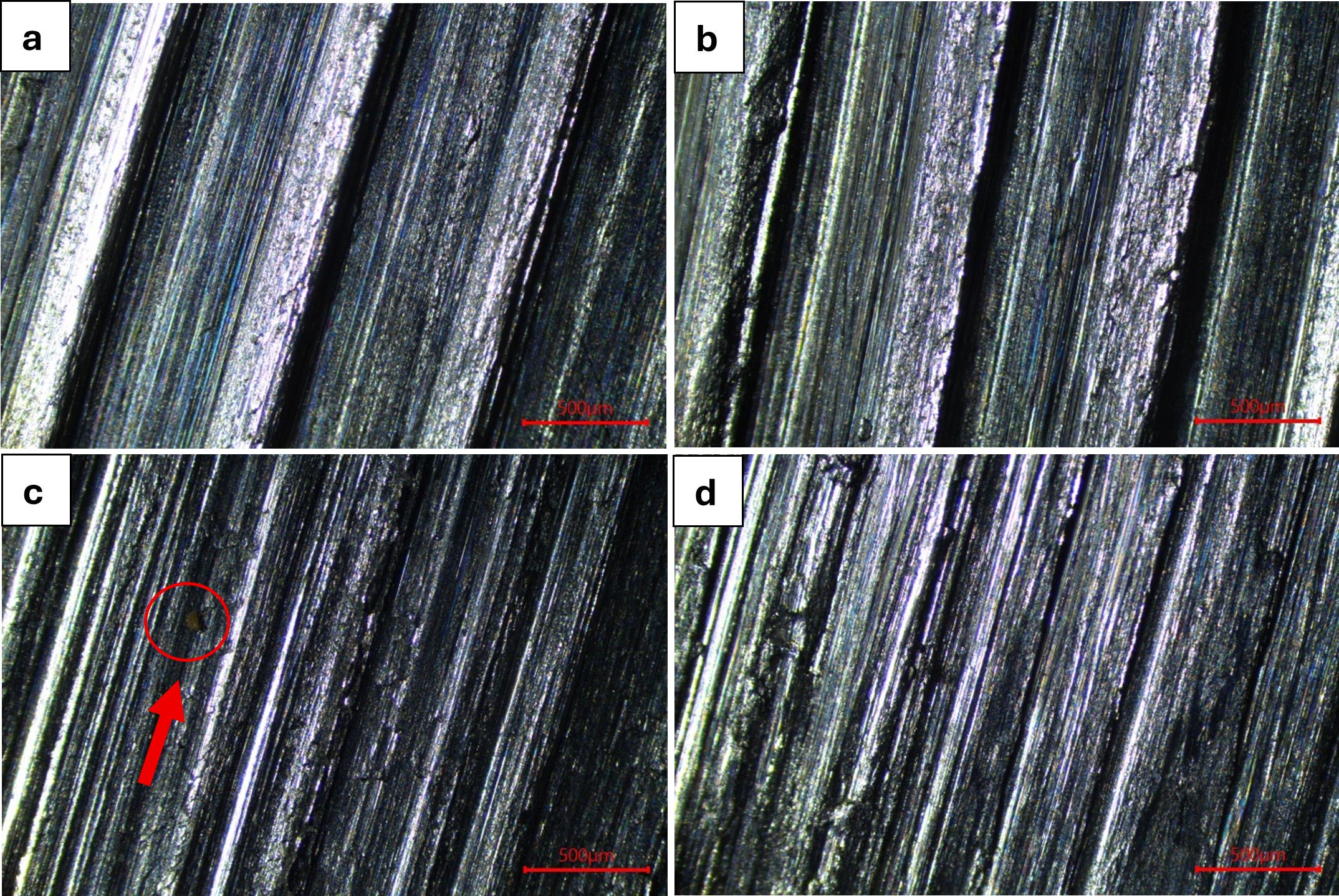
A livello di efficienza dei trattamenti, il caso dell’AISI 303 è rappresentativo dell’andamento osservato su tutti i materiali analizzati. Passando dal trattamento T0 a T3 si evidenzia un progressivo miglioramento dello stato di pulizia: la condizione iniziale presenta solchi colmati da detriti e tracce di olio, che conferiscono un aspetto pastoso e uniformato (Figura 5). Il trattamento con Loctite (cod. T1) migliora solo parzialmente la situazione, mentre gli ultrasuoni risultano più efficaci nella rimozione dei residui fini e delle tracce di lubrificante. Il trattamento GMT mostra le prestazioni migliori, rimuovendo anche i frammenti più grossolani e liberando quasi completamente la superficie, rendendo visibile la morfologia dei solchi.
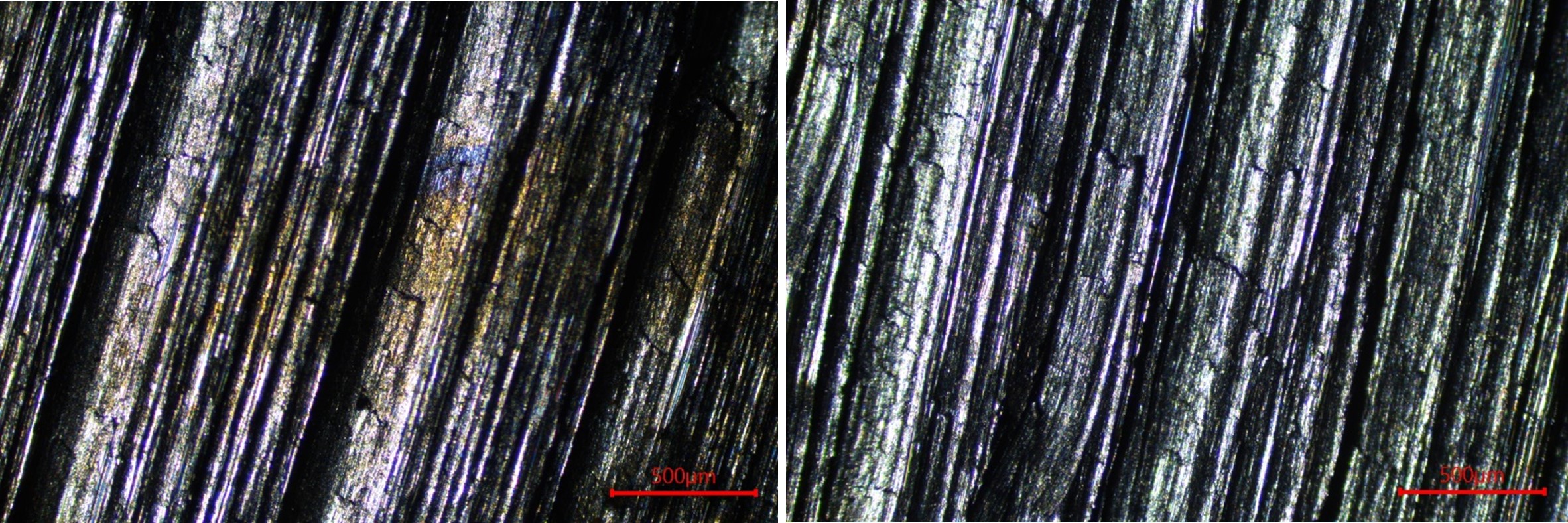
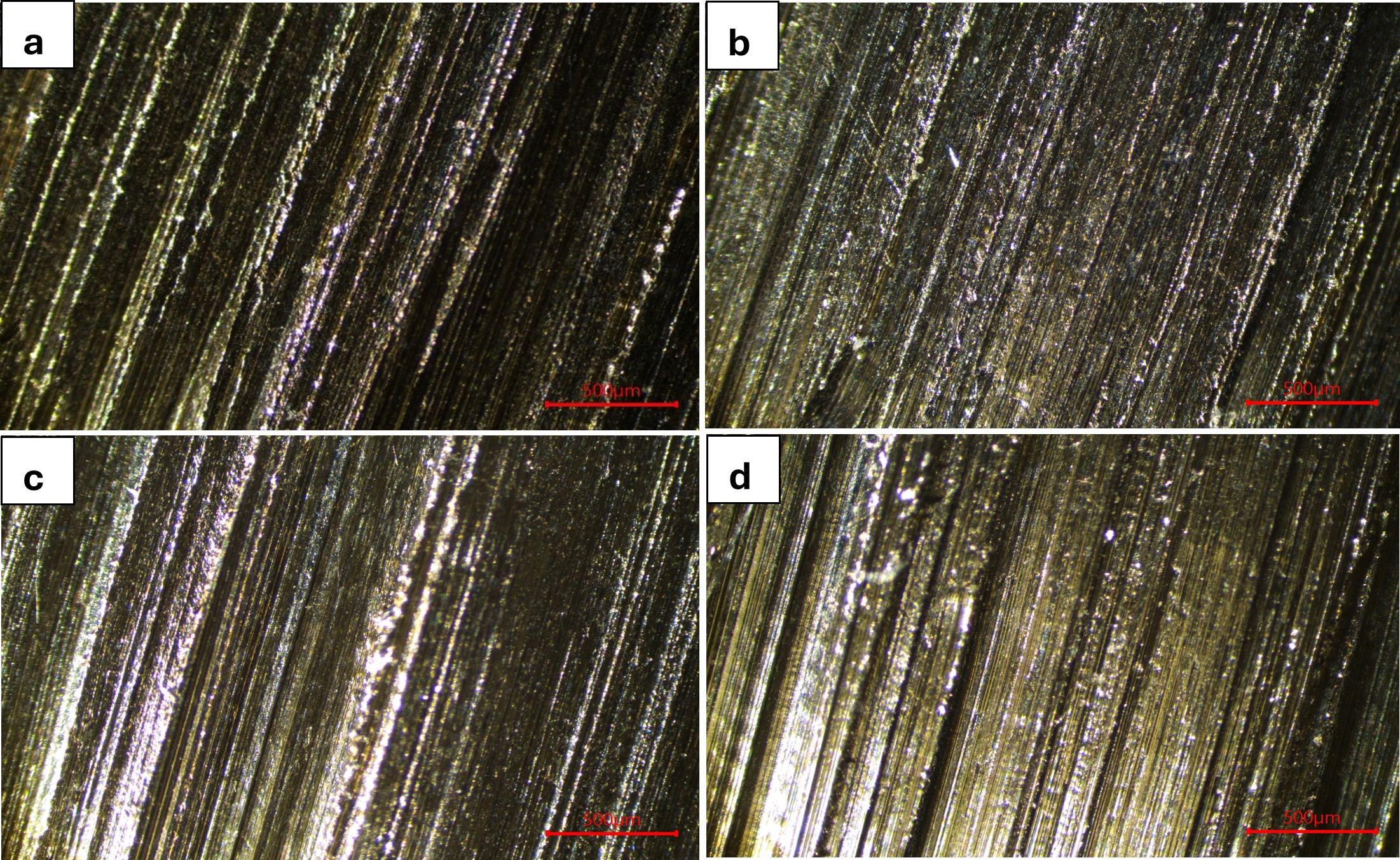
Lo stesso comportamento è stato riscontrato anche per gli altri materiali. In particolare, nel caso del 39NiCrMo3 (Figura 6), Ergal (Figura 7) e Ottone (Figura 8), il trattamento ad ultrasuoni non riesce a eliminare completamente tracce di ossidazione o residui più tenaci, pur garantendo un sensibile miglioramento rispetto ai trattamenti preliminari. Il trattamento GMT si conferma il più efficace, consentendo di raggiungere livelli di pulizia superiori e mettendo in evidenza le caratteristiche morfologiche della superficie lavorata.
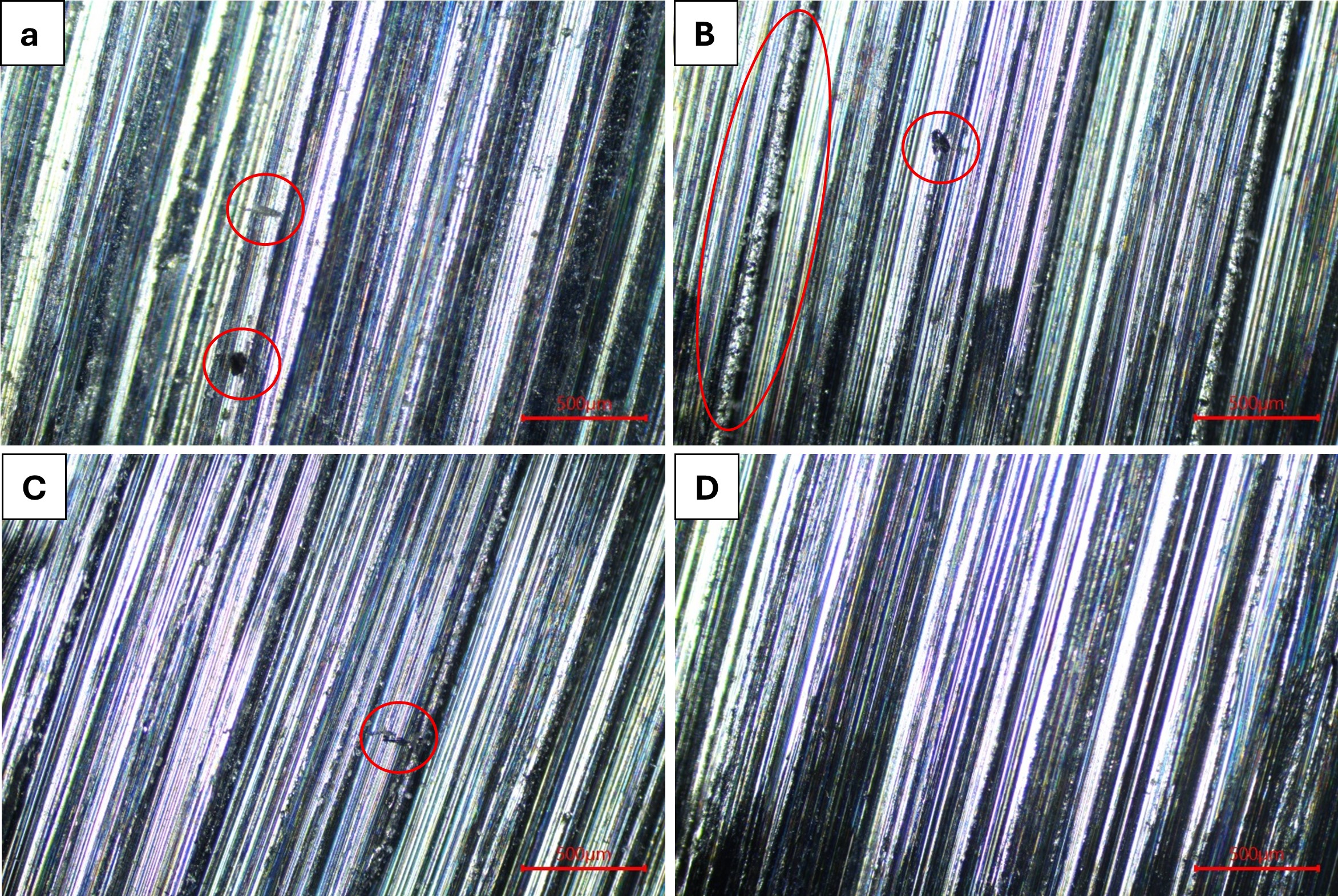
Estendendo l’analisi anche gli altri trattamenti (Figura 9), nel caso del lavaggio con alcool (T4), il campione presenta incrostazioni in rilievo che nascondono in parte la presenza di frammenti o grani che risultano meno visibili in questo caso. Le croste possono essere collegate a fenomeni di ossidazione del metallo a contatto con la sostanza alcolica. Apparentemente, la superficie risulta più sgombera da frammenti e polveri/grani della lavorazione e/o contaminanti secondari rispetto al provino non trattato. I lavaggi con solvente aggressivo (T5) o con sgrassante a base acquosa (T6) mostrano risultati di pulizia molto simili; i frammenti più grossolani vengono rimossi (specialmente i filamenti più lunghi) mentre delle particelle più fini e grani rimangono intrappolati nelle irregolarità del metallo. Nel lavaggio con sgrassante specializzato (T7), infine, i frammenti più grossolani sono rimossi mentre rimangono tracce di grani fini (intorno ai 200 micron). Tutti e quattro i trattamenti (T4-T7) migliorano le superfici rispetto al campione non trattato (T0), con T5 e T6 che offrono i risultati migliori, ma molto meno efficienti rispetto ai trattamenti precedentemente analizzati (T1-T3).
Sulla base dei dati preliminari, quindi, il trattamento GMT (cod. T3) appare il metodo più efficace tra quelli analizzati per la pulizia delle superfici metalliche. L’osservazione mediante microscopia ottica presenta tuttavia alcune limitazioni, in particolare legate alle riflessioni naturali del metallo, che dipendono dall’orientazione della luce incidente. Di conseguenza, la distinzione tra le diverse condizioni superficiali dei campioni sottoposti ai vari trattamenti non risulta sempre immediata, rendendo talvolta necessaria la ripetizione delle analisi anche più volte sulla stessa serie. Allo scopo di superare queste criticità ed arrivare a verificare i risultati preliminari, è stata impiegata la microscopia elettronica.
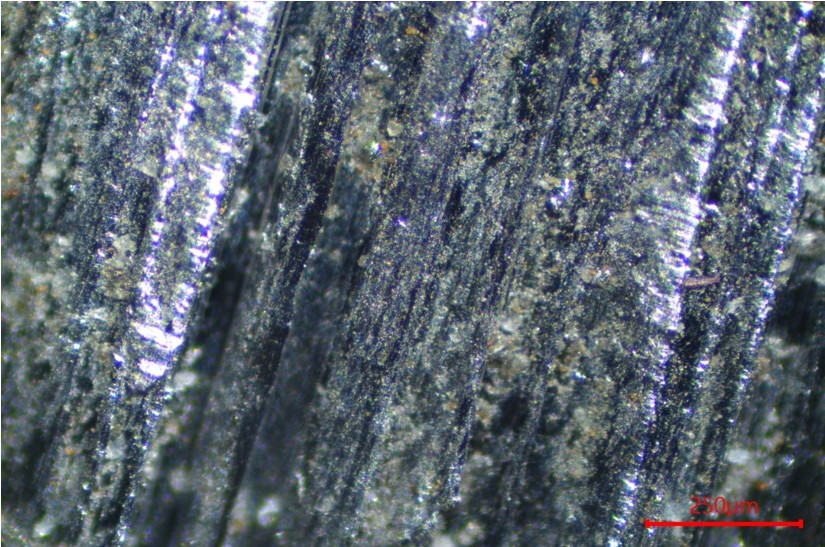
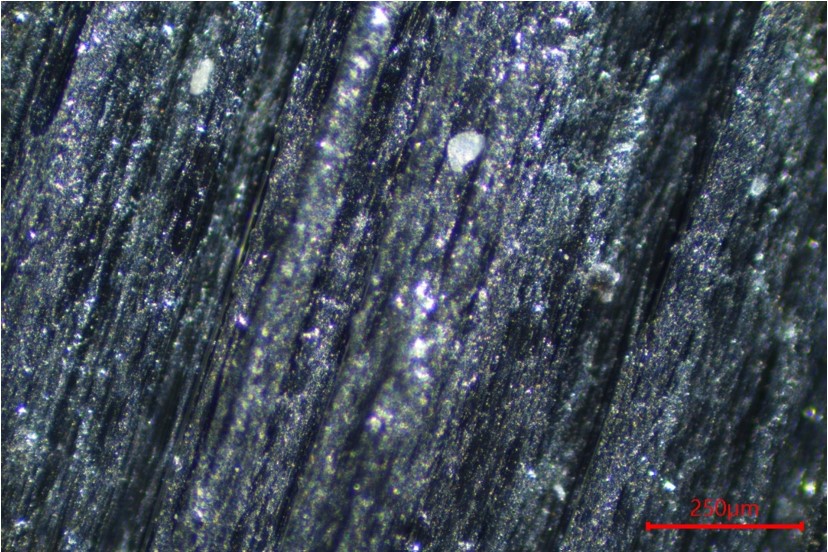
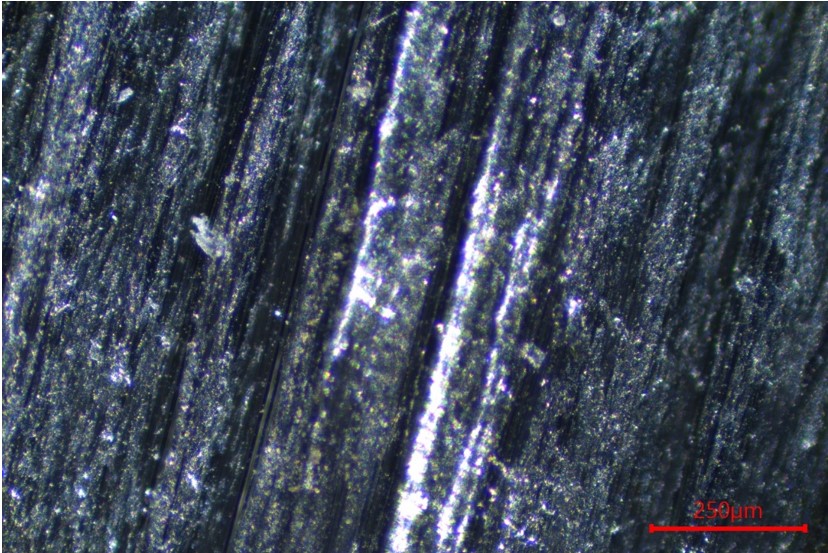
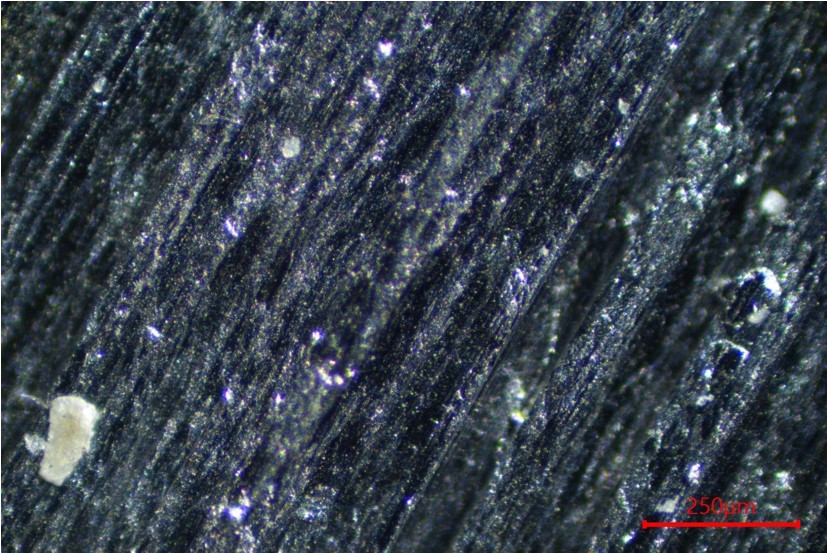
Fig. 9 Micrografie delle superfici in Ergal (Serie E) dopo pulizia con (a) alcool denaturato (T4); (b) solvente aggressivo (T5); (c) sgrassante acquoso (T6); (d) sgrassante specifico (T7). Sono evidenti incrostazioni non asportabili dopo T4, meno frammenti intrappolati nelle irregolarità dopo T5 e T6, e frammenti asportabili dopo T7.
Ricerca di contaminanti
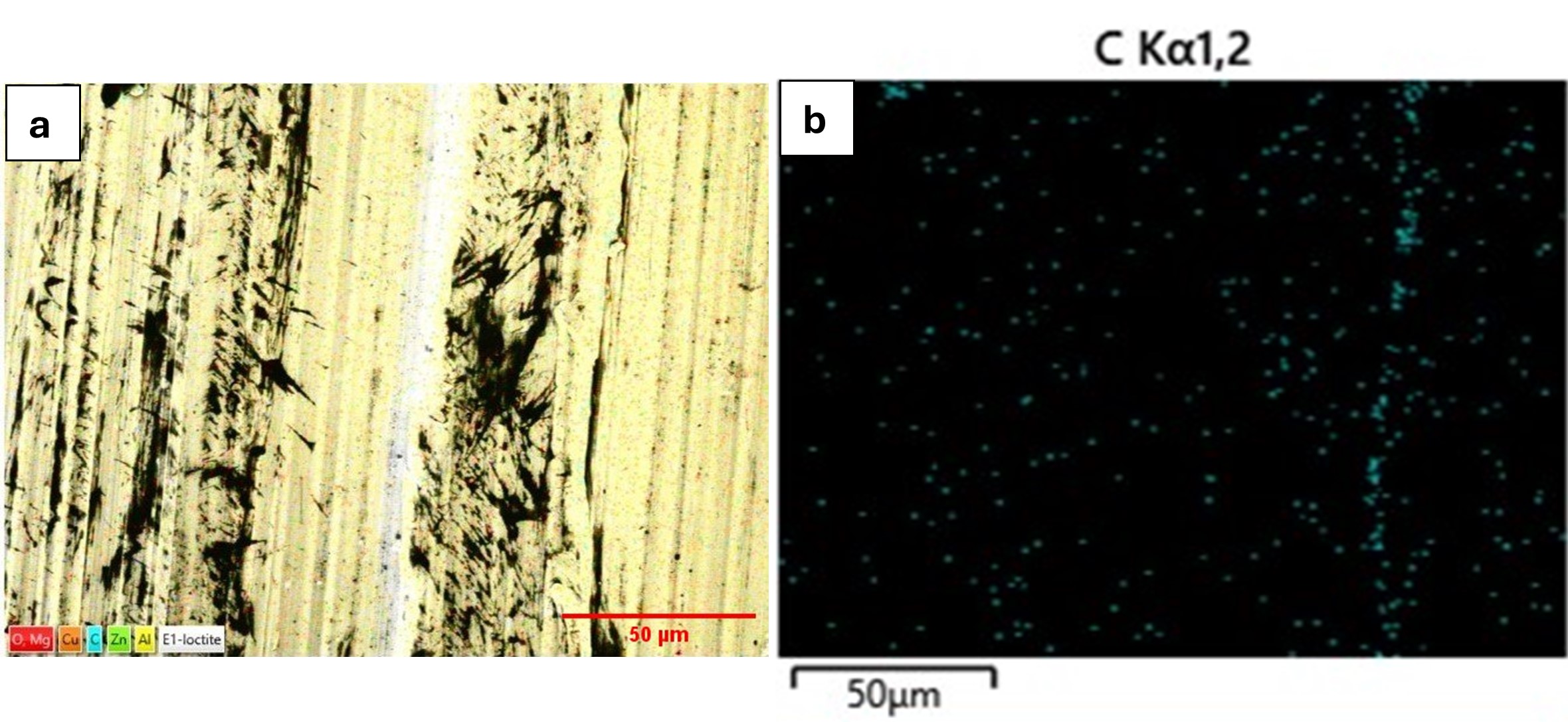
Il SEM ha permesso di andare a identificare contaminanti non rilevabili con tecniche in riflessione, come ad esempio film oleosi sottili e diffusi. Nel caso dell’Ergal (Serie E), ad esempio, è emerso che le superfici dei provini presentano chiazze di materiale organico ad alta carica negativa (Fig. 10) (molto scure in retro diffusi). Il provino non trattato evidenza patine e chiazze superficiali che diventano ancora più marcate ad alti ingrandimenti (da 1000x a 5000x): queste contaminazioni sono chiaramente riconducibili a rimasugli di lubrificanti utilizzati nel taglio dei provini. Nel campione trattato con Loctite (cod. T1), si possono facilmente notare macchie di fluidi oleosi concentrate ai bordi dei solchi di lavorazione, mischiati, almeno in parte, ai residui del solvente impiegato per il trattamento. Il campione trattato ad ultrasuoni (cod. T2) mostra da subito una superficie più pulita con tracce di contaminazione che si insinuano nelle fessure e ai margini di irregolarità superficiali occupando una minore area superficiale. Il campione trattato con GMT (cod. T3), che evidenziava un grado di pulizia maggiore nelle analisi a microscopia ottica a riflessione, è caratterizzato ora da una superficie in cui è possibile notare diverse macchie; anche queste come nel caso degli ultrasuoni si vanno a concentrare in aree ad alta rugosità o fessure nel metallo e talvolta in patine superficiali di dimensioni limitate. Sono state riscontrate poi tracce di detriti provenienti dagli utensili di lavorazione annidati nei pori e/o fessure sulla superficie (Fig.11A). Tramite spettroscopia EDS (EDS-SEM) è stato inoltre possibile identificare aree con rimasugli di carbonio (C), concentrate lungo i solchi di lavorazione delle superfici (Fig.11B).
Le analisi combinate tra microscopia ottica e SEM, mostrano che i trattamenti ad ultrasuoni e GMT riescono a rimuovere efficientemente i rimasugli di lavorazione. Quest’ultimi sono caratterizzati prevalentemente da patine e film oleosi che occupano aree di dimensioni variabili. In particolare, le immagini al SEM ad alti ingrandimenti hanno permesso di identificare gli ultrasuoni come trattamento migliore per la rimozione di queste patine oleose, non discostandosi troppo dal trattamento con GMT che però mostra ancora dei rimasugli in macchie più o meno estese. Una combinazione dei due trattamenti potrebbe migliorare ulteriormente il grado di pulizia delle superfici in presenza di esigenze particolari.
Ringraziamenti
Il presente studio è stato permesso dal supporto della TEDESCHI S.A.S., di Toscanella di Dozza (BO) per la realizzazione dei campioni metallici e la loro pulizia, dell’Università di Camerino per la caratterizzazione ottica e SEM delle superfici. Ringraziamenti particolari al Prof. Carlo Santulli (U. di Camerino) e Prof. Mattia Merlin (U. di Ferrara) per il loro supporto metodologico.
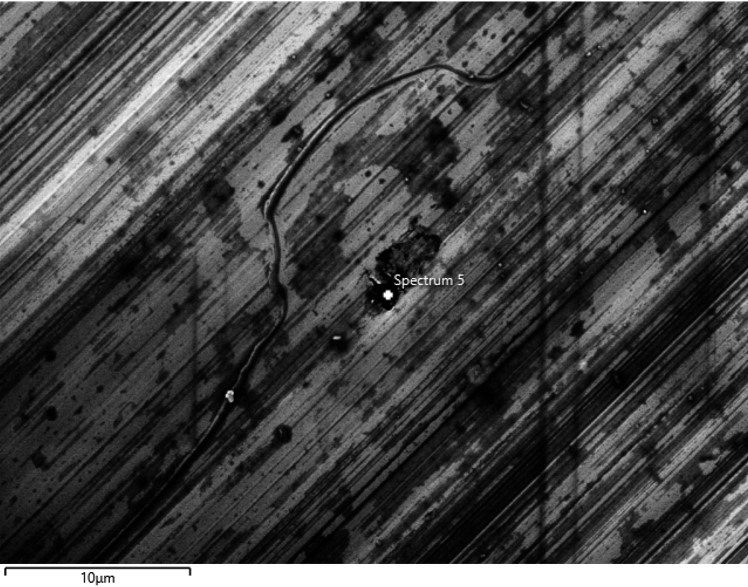
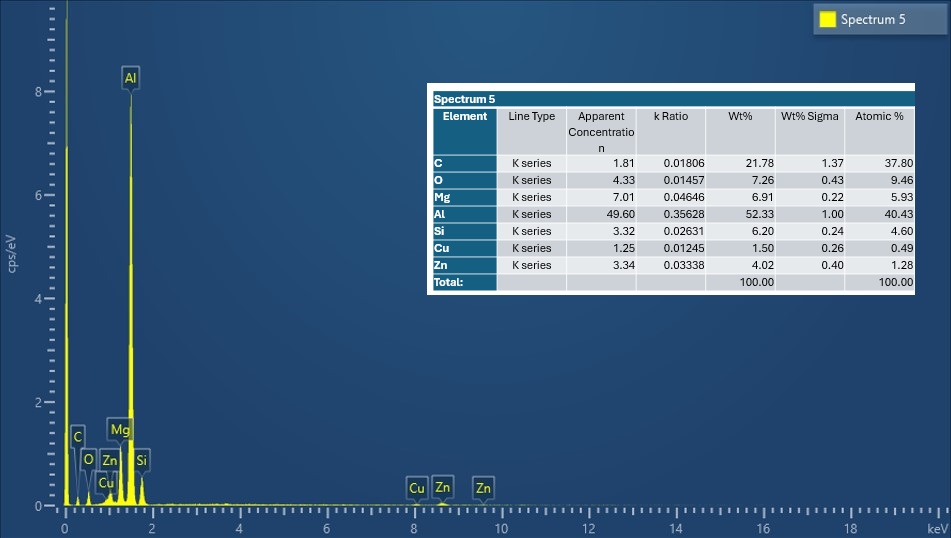
Fig. 12 Immagini EDS su Ergal (Serie E) trattato con GMT (cod. E3): (a) la zona di analisi puntuale e (b) relativa concentrazione degli elementi.
