





Si analizza come devono essere trattate le polveri di alluminio provenienti dalle lavorazioni industriali – per esempio dalle fonderie, taglio utensili o filtri – per poterle gestire e riciclare.
L’International Aluminium Institute stima una produzione globale di alluminio primario (lingotti, profilati, ecc.) ormai superiore ai 70 milioni di tonnellate annue, con la Cina quale principale produttore, seguita da India e Russia. A sostenere tale crescita contribuisce anche la quota di materiale che, anziché essere recuperata, viene dispersa lungo le diverse fasi dei processi produttivi e di trasformazione (Figura 1).
Nonostante l’alluminio sia teoricamente riciclabile all’infinito senza perdita delle proprie proprietà chimico-fisiche e con risparmi elevati, si stima infatti che a livello mondiale vadano persi circa 7 milioni di tonnellate ogni anno, con valori potenzialmente destinati ad aumentare fino a raggiungere i 17 milioni entro dieci anni.
In questo contesto, una frazione non trascurabile delle perdite, stimabile nell’ordine di 1 milione di tonnellate annue, è rappresentata dall’alluminio finemente disperso, tra cui la cosiddetta polvere di alluminio da scarto, la cui gestione risulta particolarmente complessa sia sotto il profilo tecnico che ambientale.
La polvere di alluminio è collegata a svariati processi industriali, tra cui lavorazioni meccaniche (taglio, fresatura, levigatura), trattamenti superficiali e sistemi di abbattimento dei fumi. In tali contesti, la formazione di materiale disperso rappresenta una frazione inevitabile del processo produttivo (Figura 2). In particolare, le lavorazioni meccaniche possono generare scarti nell’ordine dell’1–3% del materiale lavorato, mentre i trattamenti superficiali e i sistemi di filtrazione contribuiscono con ulteriori quote comprese tra lo 0.1% e l’1%. Una parte rilevante di questo materiale è costituita da polveri fini, difficilmente recuperabili per motivi tecnici ed economici, e caratterizzate da elevata reattività e criticità nella gestione.

La polvere di alluminio da scarto è costituita da particelle metalliche finemente suddivise, una condizione che comporta un’elevata superficie specifica, una bassa energia di innesco e un’elevata reattività in presenza di ossigeno e acqua. Tali caratteristiche rendono il materiale altamente infiammabile, potenzialmente esplosivo in atmosfera e reattivo nei confronti di acidi e basi forti.
Inoltre, trattandosi di un derivato di processo, la polvere non è mai costituita da alluminio puro, ma contiene una miscela di elementi aggiuntivi che possono rendere più complesso il trattamento e la gestione del rifiuto.
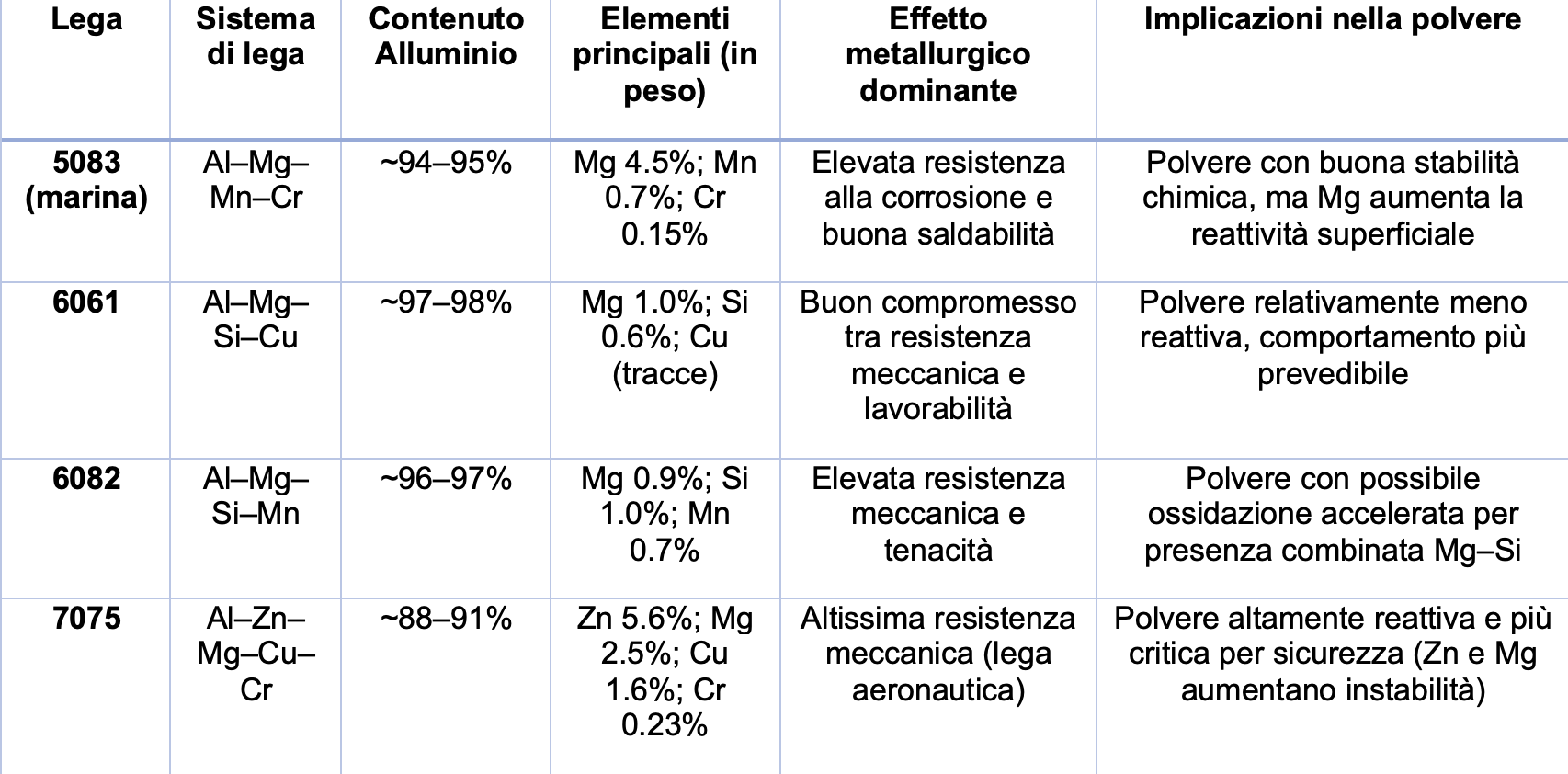
Analizzando le leghe più comuni emergono infatti numerosi elementi di lega (Tabella 1), quali Mg, Si, Zn, Cu, Mn e Cr, la cui presenza, anche in percentuali relativamente contenute, influenza in modo significativo non solo le proprietà meccaniche e la resistenza alla corrosione, ma anche la reattività del materiale in forma polverulenta. La composizione finale, tuttavia, è fortemente legata alla provenienza del materiale e, in particolare, ai processi che lo hanno generato. Polveri derivanti da lavorazioni meccaniche, trattamenti superficiali o sistemi di abbattimento dei fumi presentano infatti caratteristiche chimico-fisiche e livelli di contaminazione differenti, in funzione sia della lega di origine sia delle condizioni operative. Ne consegue una significativa variabilità compositiva, che rende spesso necessaria una caratterizzazione analitica puntuale al fine di definire correttamente le modalità di gestione, trattamento e classificazione del rifiuto.
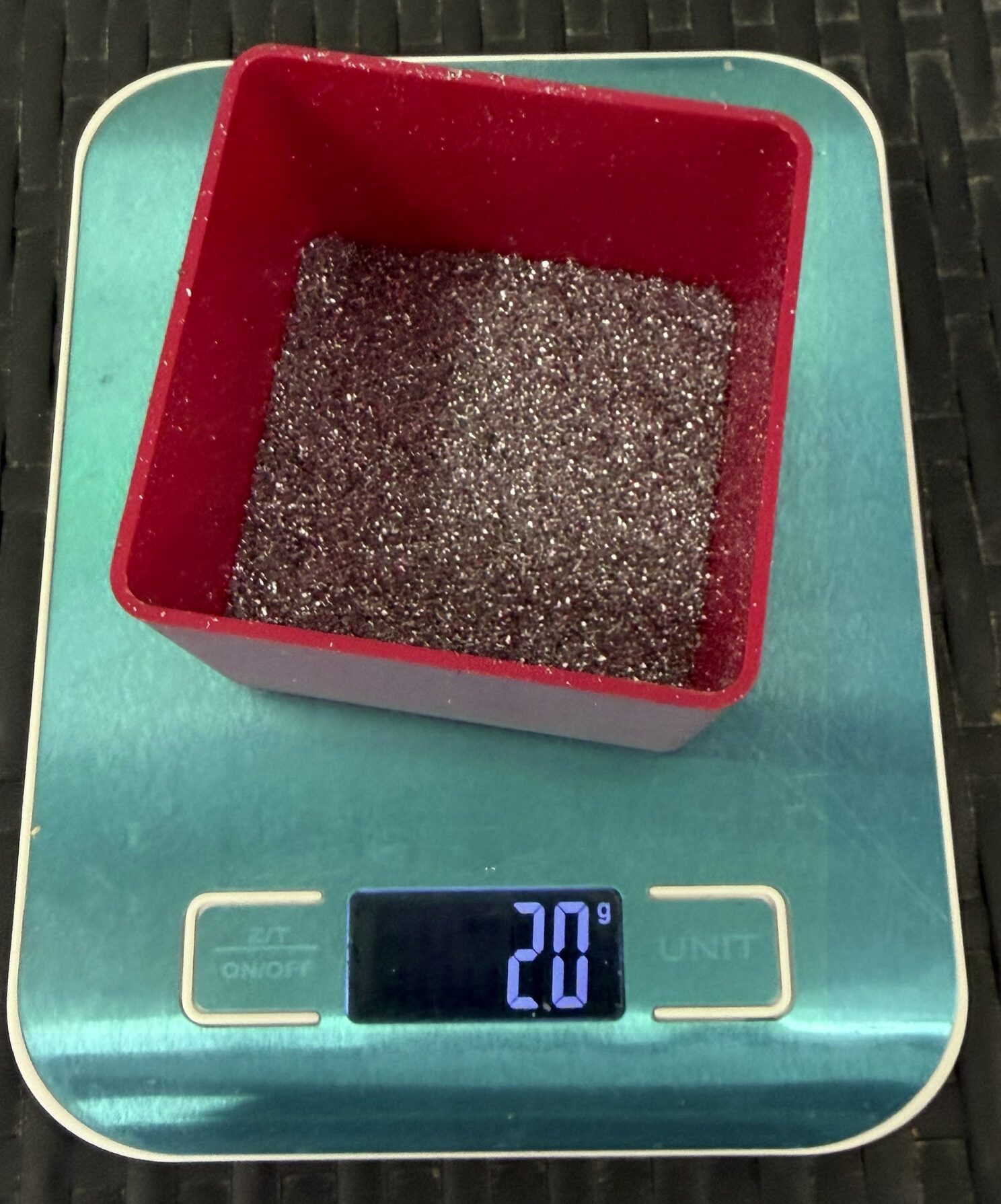
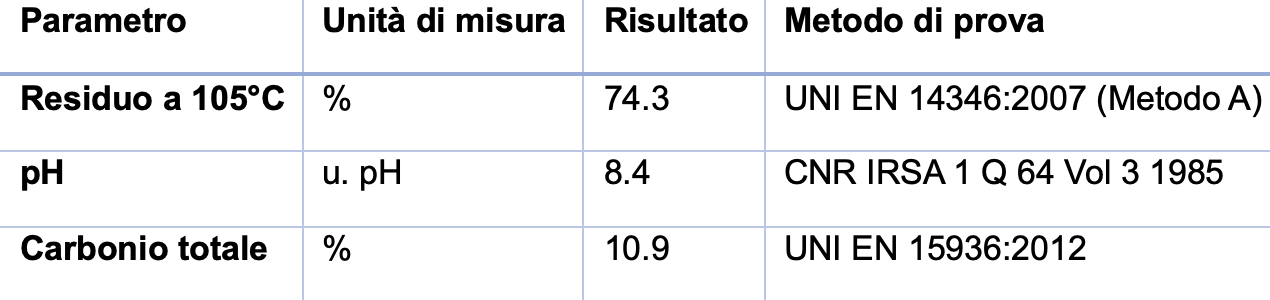
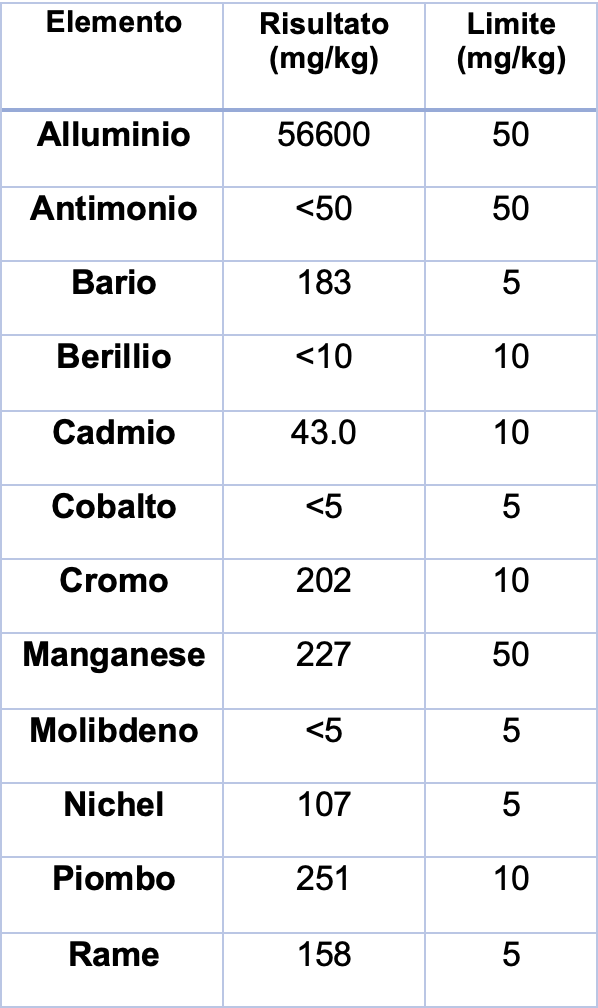
In Tabella 2 e 3 sono riportati, quale esempio, i risultati di un’analisi chimica effettuata presso il laboratorio chimico di Mar.Eco S.r.l. (Montecassiano, MC) (Figura 3) su un campione di scarto proveniente da un’azienda leader operante nella produzione e lavorazione di laminati in alluminio ad alta qualità. I loro prodotti trovano applicazione in diversi settori industriali, tra cui edilizia, automotive, elettronica, nautica e imballaggi alimentari, sia sotto forma di semilavorati (lamiere, piastre) sia come soluzioni più specifiche, quali fogli sottili per packaging e materiali strutturali, mantenendo sempre particolare attenzione agli aspetti di sostenibilità e riciclo (Figura 4).

L’analisi è stata condotta su polvere derivante dal trattamento dei fumi, classificata come stato fisico 1 (polverulento) e identificata mediante codice CER 10 03 23*. Tale codice si riferisce a rifiuti solidi originati da processi termici nel settore dell’alluminio e delle sue leghe, in particolare residui di sistemi di abbattimento fumi (quali filtri e ceneri) contenenti sostanze pericolose (Figura 5).

Unindustria Latina
fotografie ©Renato franceschin

Nel rifiuto, l’alluminio è ovviamente il materiale prevalente, ma la polvere contiene anche un’ampia miscela di altri metalli, quali magnesio, silicio, zinco, rame, manganese e cromo, derivanti dalle leghe di origine e dai processi di lavorazione. La presenza di tali elementi, spesso accompagnata da ulteriori contaminanti in tracce, contribuisce a determinare un sistema composito e non omogeneo, le cui proprietà chimico-fisiche risultano significativamente diverse rispetto a quelle dell’alluminio puro. Questa eterogeneità influisce in modo rilevante sulla reattività del materiale, sui rischi associati alla sua gestione e sulla sua classificazione come rifiuto pericoloso.

Classificazione
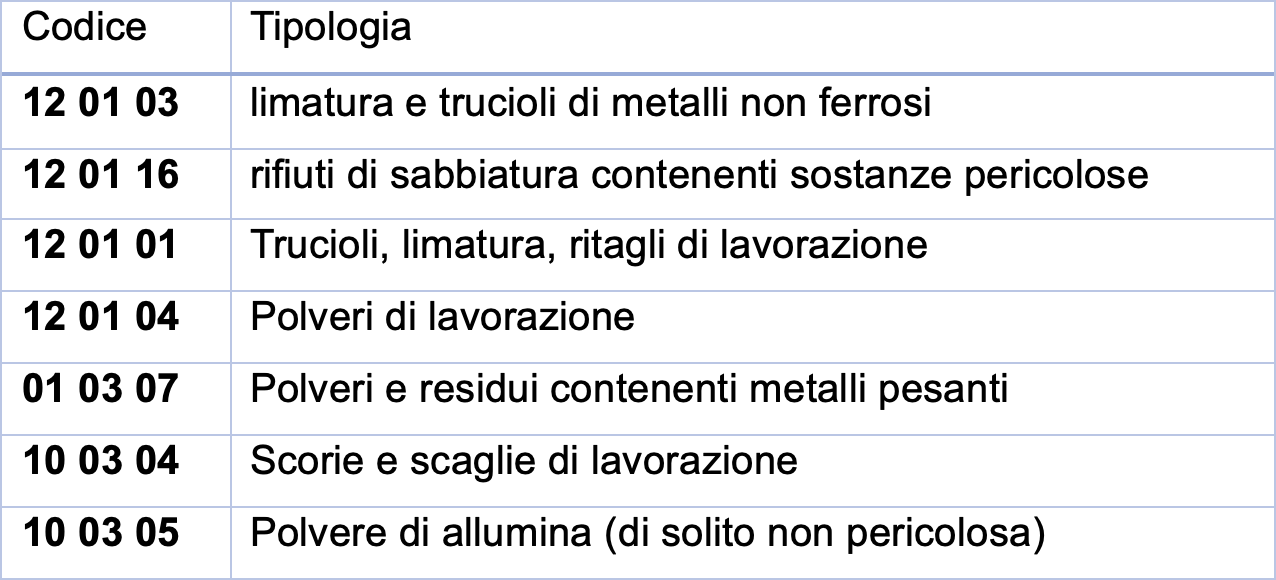
La polvere di alluminio è generalmente classificata con codici CER del capitolo 12, specifico per le lavorazioni meccaniche ed i trattamenti superficiali dei metalli (Tabella 4). Nel caso dei rifiuti polverulenti metallici, particolare attenzione deve essere posta alla granulometria, al contenuto di umidità e alla presenza di contaminanti organici o inorganici. La granulometria della polvere di alluminio “non recuperabile” (polvere fine di scarto o di processo) varia ampiamente, ma spesso si riferisce a particelle molto piccole, da pochi micron (come D50 = 5 micron) fino a polveri ultrafini. Queste polveri, specialmente se fini, presentano rischi di infiammabilità ed esplosione se disperse nell’aria o a contatto con acqua/ossidanti e richiedono pertanto una manipolazione attenta ed accurata. Ciò li rende talvolta non facilmente recuperabili. E’ il caso di molti scarti di processo con polveri fini generate durante la lavorazione dell’alluminio (es. abrasione, lucidatura, produzione) che non sono difficilmente riutilizzabili nei processi primari. Le particelle molto fini aumentano poi il rischio di incendio/esplosione (miscele esplosive in aria) e reattività con acqua, rendendole difficili da gestire e smaltire in sicurezza.
Processo di smaltimento
Attualmente, la destinazione prevalente per la polvere di alluminio è quella dello smaltimento, che prevede un processo articolato.
La polvere viene confezionata direttamente dal produttore del rifiuto, generalmente mediante sacchi di grande capacità in polipropilene o juta, detto big bags, con volume tipico di circa 1 m³ e peso variabile in relazione al peso specifico del materiale (Figura 6a). Una volta confezionato, il rifiuto è classificato mediante opportuno codice CER, etichettato ai fini del trasporto e depositato temporaneamente in aree dedicate presso la sede del produttore.

Il trasporto è affidato a operatori autorizzati, per mezzo del FIR (Formulario di Identificazione dei Rifiuti) e, svolte le attività di carico dal luogo di produzione, provvedono al trasferimento verso l’impianto di destinazione. All’arrivo presso l’impianto di trattamento, il rifiuto è sottoposto a ulteriori verifiche preliminari prima di essere avviato alle successive fasi di gestione.
In questa fase la polvere viene trattata da personale qualificato in considerazione delle condizioni specifiche del rifiuto stesso, in particolare sulla base delle eventuali caratteristiche di pericolo che la potrebbero classificare quindi anche come rifiuto speciale pericoloso. È inoltre frequente che i big bags non contengano esclusivamente il materiale polverulento, ma anche contaminanti di varia natura (quali stracci, guanti e dispositivi di protezione individuale), che richiedono una cernita preliminare per essere avviati ad attività di gestione diverse rispetto a quelle che subirà il rifiuto polverulento.
Il rifiuto polverulento viene quindi movimentato e trasferito all’interno di appositi contenitori in cui è presente un rifiuto in fase liquida, preliminarmente reputato idoneo alla specifica attività, nell’osservanza delle specifiche BATNEC di settore (Best Available Techniques Not Entailing Excessive Cost) le quali privilegiano l’uso di rifiuti liquidi compatibili rispetto al consumo di acqua. Tali contenitori sono posti in specifiche aree di stoccaggio dell’impianto al fine di garantire idonei spazi di manovra, anche nelle potenziali condizioni anomale o di emergenza, garantendo comunque la sicurezza e la protezione ambientale dell’intera zona.
Questo intervallo temporale di stoccaggio in condizioni statiche consente alla polvere di assorbire sostanze liquide aventi PH acido o basico (in relazione alla tipologia di polvere), classificati come rifiuti al fine di ridurre l’impiego di materie prime, in modo progressivo favorendo la saturazione del materiale e la riduzione della sua reattività latente. Nel caso di polveri particolarmente leggere, il tempo di permanenza può essere prolungato, poiché la bassa densità apparente ostacola l’assorbimento del liquido e può determinare fenomeni di galleggiamento.
Al termine di questa fase statica, la temperatura del materiale viene monitorata mediante strumenti di rilevamento specifici al fine di valutare l’eventuale sviluppo di reazioni esotermiche. Solo in presenza di temperature relativamente basse, il materiale è considerato idoneo alle successive fasi di lavorazione.
Le operazioni successive sono condotte in ambienti chiusi e confinati dotati di impianti di convogliamento delle emissioni tramite aspirazione localizzata e ambientale, indispensabili per garantire idonei criteri di prevenzione e sicurezza nei luoghi di lavoro nonché di protezione ambientale data la presenza dell’impianto di abbattimento ad umido per le polveri e successivo adsorbimento su filtri a carboni attivi (Figura 6b). In funzione dei volumi di polvere da gestire, possono essere impiegati macchinari specifici per la loro miscelazione ed inertizzazione. (Figura 6c).



Nello specifico, la polvere contenuta all’interno dei sacconi viene convogliata nell’inertizzatore in modo controllato e i big bags, una volta completato lo svuotamento, sono avviati a successive operazioni di recupero o smaltimento dedicate.
L’operazione è svolta in modo sequenziale, introducendo nell’impianto circa 2 parti di materiale solido/polverulento e 1 di liquido per ciclo.
Il contatto tra alluminio e la fase liquida innesca una reazione esotermica con sviluppo di idrogeno, che viene captato e trattato mediante l’impianto di aspirazione. In condizioni operative controllate, tale reazione avviene in modo progressivo; tuttavia, in alcuni casi può manifestarsi in maniera ritardata e improvvisa, quando il materiale risulta completamente miscelato. In tali circostanze, la reazione può diventare particolarmente intensa, generando un rapido sviluppo di vapori convogliati verso il sistema di aspirazione. Per garantire la sicurezza operativa, l’area è dotata di sistemi di confinamento automatico.
Il processo viene reiterato nei giorni successivi fino al raggiungimento di circa 7-8 tonnellate complessive di materiale trattato (miscela di polvere e liquido). Al termine del trattamento si ottiene un materiale semifluido, assimilabile a un fango, che può essere successivamente miscelato con altre tipologie di rifiuti analoghi. Una volta raggiunte quantità dell’ordine di 27-28 tonnellate, il materiale viene caricato sfuso in automezzi dedicati (Figura 6d) e conferito a impianti autorizzati per le ulteriori fasi di trattamento e preparazione allo smaltimento finale.
Alternative di riciclo
Negli ultimi anni sono state sviluppate diverse soluzioni alternative, attualmente in fase di sperimentazione, finalizzate al recupero e alla valorizzazione della polvere di alluminio in sostituzione dello smaltimento tradizionale. Di seguito sono presentati alcuni approcci innovativi che, grazie al loro potenziale tecnico ed economico, potrebbero in futuro essere standardizzati e applicati su scala industriale in diversi contesti applicativi.
Produzione di idrogeno green
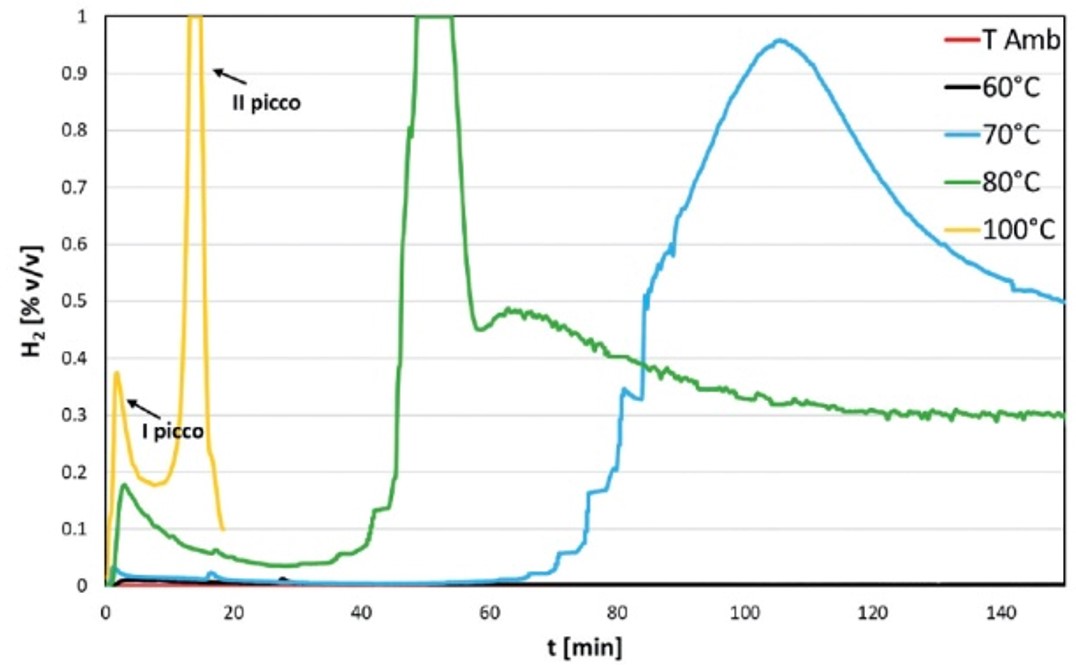
Come già evidenziato, l’alluminio finemente suddiviso reagisce anche con soluzioni neutre innescando una reazione esotermica che porta alla formazione di idrogeno e calore (Figura 7a). In condizioni controllate e previa attivazione del materiale (ad esempio mediante soluzioni alcaline), il processo consente di ottenere rese significative: per ogni chilogrammo di polvere trattata si possono generare oltre 1000 dm³ di idrogeno gassoso, accompagnati da un rilascio energetico dell’ordine di circa 4 kWh. Tale resa dipende da diverse condizioni, tra cui la temperatura di reazione (Figura 7b). I prodotti della reazione sono costituiti prevalentemente da idrossido di alluminio, con una frazione minoritaria di altri composti derivanti dagli elementi di lega o da contaminanti presenti nel rifiuto. Tali residui possono essere, almeno in parte, recuperati e reinseriti nel ciclo produttivo dell’alluminio, contribuendo a un approccio di economia circolare. L’attivazione controllata della polvere consente inoltre di modulare la cinetica della reazione, rendendo possibile una produzione di idrogeno “on-demand” e potenzialmente utilizzabile in sistemi a celle a combustibile, come alternativa ai processi convenzionali basati sulla trasformazione del metano.

Schiume geopolimeriche composite a base di allumina
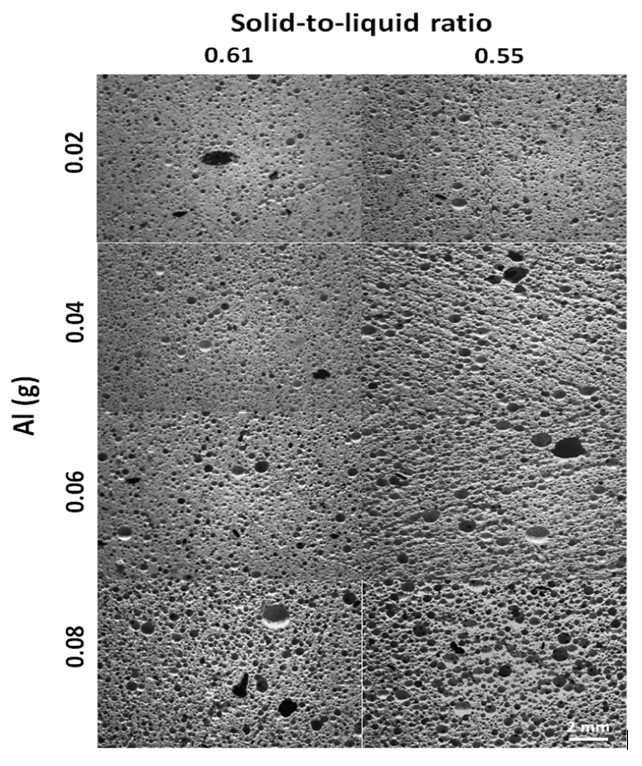
Negli anni ’70, Joseph Davidovits sviluppò i geopolimeri come alternativa alle matrici tradizionali, con l’obiettivo di ottenere materiali a base inorganica caratterizzati da elevate prestazioni termiche e meccaniche e da processi produttivi a più bassa temperatura rispetto al cemento. La formazione dei geopolimeri avviene mediante attivazione alcalina di precursori alluminosilicatici, con possibilità di modulare la microstruttura e, in particolare, la porosità del materiale. Gli impasti geopolimerici sono generalmente sistemi compositi, nei quali cariche e additivi vengono introdotti per migliorare la stabilità dimensionale, controllare la reologia, modulare i tempi di presa e ottimizzare le proprietà meccaniche e termiche. In assenza di tali componenti, il materiale è soggetto a perdita d’acqua per evaporazione durante la fase di consolidamento, con conseguente ritiro volumetrico e formazione di microfessurazioni nella matrice. Per limitare tali effetti, è possibile introdurre cariche minerali, generalmente inerti o debolmente reattive in ambiente alcalino (quali quarzo, sabbia, corindone, mullite o zirconia), purché compatibili con la matrice geopolimerica e stabili alle temperature di esercizio, al fine di evitare l’insorgenza di stress termici. In questo contesto, la polvere di alluminio può essere impiegata come fase funzionale piuttosto che come componente strutturale. In particolare, la sua reattività in ambiente alcalino consente di generare gas (principalmente idrogeno), favorendo la formazione di una struttura porosa controllata. Le micrografie (Figura 8) evidenziano come variazioni nel contenuto di alluminio e nel rapporto con l’acqua influenzino significativamente il numero, la dimensione e la distribuzione dei pori. Ne consegue che la polvere di alluminio rappresenta un potenziale agente espandente per la produzione di schiume geopolimeriche, la cui efficacia dipende tuttavia da un attento controllo delle condizioni di processo, al fine di massimizzare i benefici in termini di leggerezza e isolamento senza incorrere nei rischi di sicurezza associati alla reattività del metallo.
Rischi ambientali
La polvere di alluminio metallico può determinare impatti ambientali rilevanti qualora venga dispersa, anche accidentalmente, nell’ambiente. Tali effetti dipendono principalmente dalla granulometria, dalla concentrazione e dallo stato chimico del materiale.
In atmosfera, la dispersione contribuisce all’aumento del particolato sospeso (PM), con conseguente peggioramento della qualità dell’aria e incremento del rischio di incendio o esplosione. Le particelle possono inoltre depositarsi per sedimentazione secca o umida, determinando fenomeni di contaminazione del suolo e delle acque superficiali.
Nel suolo, l’alluminio metallico tende a ossidarsi formando specie meno reattive; tuttavia, in condizioni di acidità elevata, si osserva un aumento della solubilizzazione dell’alluminio, con conseguente incremento della sua biodisponibilità. Concentrazioni elevate di alluminio solubile possono risultare fitotossiche, causando danni all’apparato radicale e riducendo l’assorbimento di nutrienti essenziali. Inoltre, possono verificarsi alterazioni della microflora e microfauna del suolo, con interferenze nei cicli biogeochimici. Ne consegue che l’impatto, inizialmente localizzato, può assumere carattere persistente in caso di accumulo non controllato.
In ambiente acquatico, l’alluminio disciolto può risultare tossico per gli organismi acquatici, in particolare per i pesci, interferendo con la funzionalità branchiale. Le particelle solide contribuiscono all’aumento della torbidità e possono accumularsi nei sedimenti, modificando gli habitat bentonici. Inoltre, la reattività della polvere metallica in presenza di acqua può determinare alterazioni locali dei parametri chimico-fisici del sistema acquatico.
Conclusione
La gestione della polvere di alluminio, analogamente a quella di altri rifiuti speciali, rappresenta un punto critico di equilibrio tra esigenze produttive e tutela delle matrici ambientali. Sebbene il materiale, in condizioni operative controllate, non costituisca di per sé una fonte significativa di pressione ambientale, la sua dispersione accidentale o non controllata può compromettere in modo persistente la qualità dell’aria, del suolo e degli ecosistemi acquatici. L’adozione di adeguate misure tecniche, unita a una gestione consapevole del materiale, consente non solo di mitigare i rischi ambientali, ma anche di promuovere un approccio coerente con i principi della sostenibilità. In tale contesto, la prevenzione e il corretto smaltimento o recupero della polvere di alluminio assumono un valore che va oltre la mera conformità normativa, configurandosi come un elemento centrale di responsabilità ambientale e gestione sostenibile delle risorse. Fin quando industrie di processo (fonderie), sabbiatura e lavorazioni meccaniche produrranno, la polvere di alluminio esisterà e sarà presente, quello che sicuramente cambierà saranno le modalità di smaltimento, riuscendo magari a riciclarlo.
Ringraziamenti
Si desidera ringraziare le aziende che hanno contribuito a questo studio, con particolare riferimento a Mar.Eco S.r.l. (di Montecassiano, MC). Un ringraziamento speciale va al Sig. Danilo Giustozzi per il supporto offerto allo studio.
