




I due metodi fondamentali per la rettifica degli ingranaggi sono il metodo di forma e quello per generazione con mola a vite. Queste due tecniche di rettifica sono complementari tra loro in quanto ogni metodo ha i suoi vantaggi e suoi punti deboli.
Il metodo di rettifica di forma ha una cinematica che è praticamente uguale a quella della fresatura con fresa a profilo costante. Si tratta di un metodo discontinuo nel senso che si finisce un dente alla volta.
La rettifica per generazione con mola a vite invece è un metodo di rettifica continuo e la cinematica è praticamente uguale alla dentatura con creatore.
Si utilizza una mola a vite che può avere uno o più principi. La cinematica del processo, come si è detto, è simile a quella della dentatura con creatore; infatti la mola a vite si può paragonare a un creatore senza scanalature di affilatura.
L’asportazione di materiale non avviene con degli spigoli taglienti come con il creatore, ma per abrasione con i piccoli taglienti dei cristalli di abrasivo. La mola può avere dimensioni molto variabili, in funzione della macchina rettificatrice ed a seconda del materiale con cui è costruita la mola.
Per le mole di ceramica il diametro esterno può variare da 250 a 450 mm, mentre per le mole in CBN il diametro è notevolmente minore e può andare da 80 a 200 mm. Come si vedrà però le macchine più moderne lavorano anche con mole a vite in ceramica con diametri molto più piccoli. La scelta del numero di principi deve tener conto del numero di denti dell’ingranaggio e del tipo di lavorazione che si deve eseguire.
La regola è, come nei creatori, che il numero di principi della mola non deve dividere esattamente il numero di denti dell’ingranaggio. Se non si rispetta questa regola esiste la possibilità di un maggior errore di divisione tra i vari denti dell’ingranaggio.
Inoltre bisogna tener presente che maggiore è il numero di principi, minore è il tempo di rettifica, ma la finitura risulterà più grossolana. Si potranno scegliere mole con alto numero di principi in operazioni di sgrossatura.
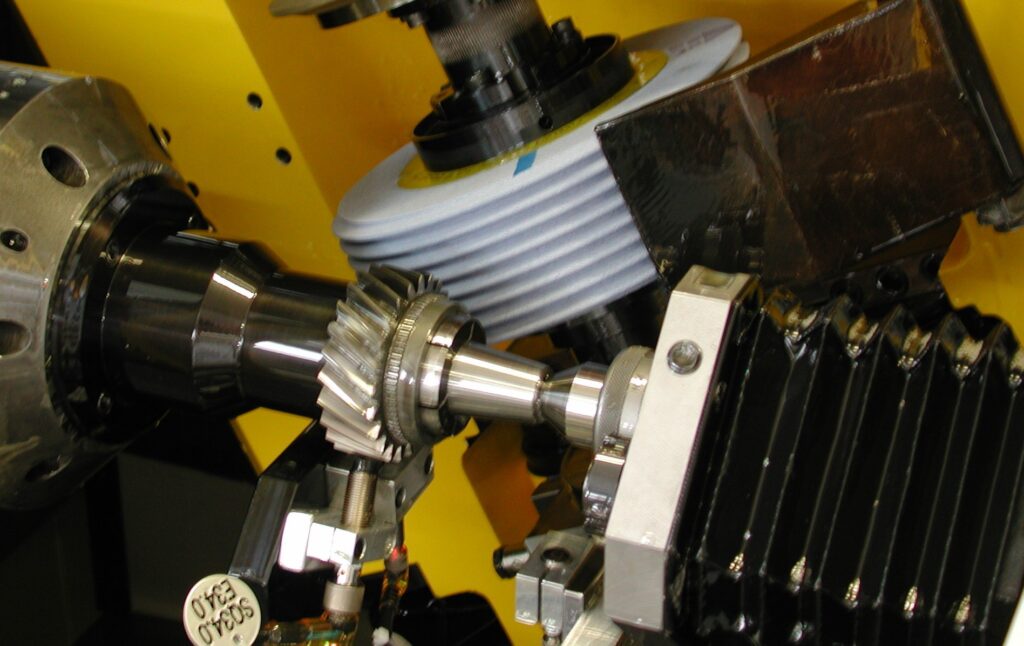
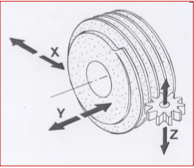
Come nella dentatura con creatore, anche nella rettifica con mola a vite, la mola deve traslare nella direzione assiale del pezzo (asse Z) per poter finire tutta la fascia dentata. Dall’avanzamento per giro pezzo dipende la precisione dell’elica, infatti, la solcatura lasciata dalla mola, pur essendo molto meno profonda che nella dentatura può, in certi casi, essere messa in evidenza sul diagramma dell’elica.
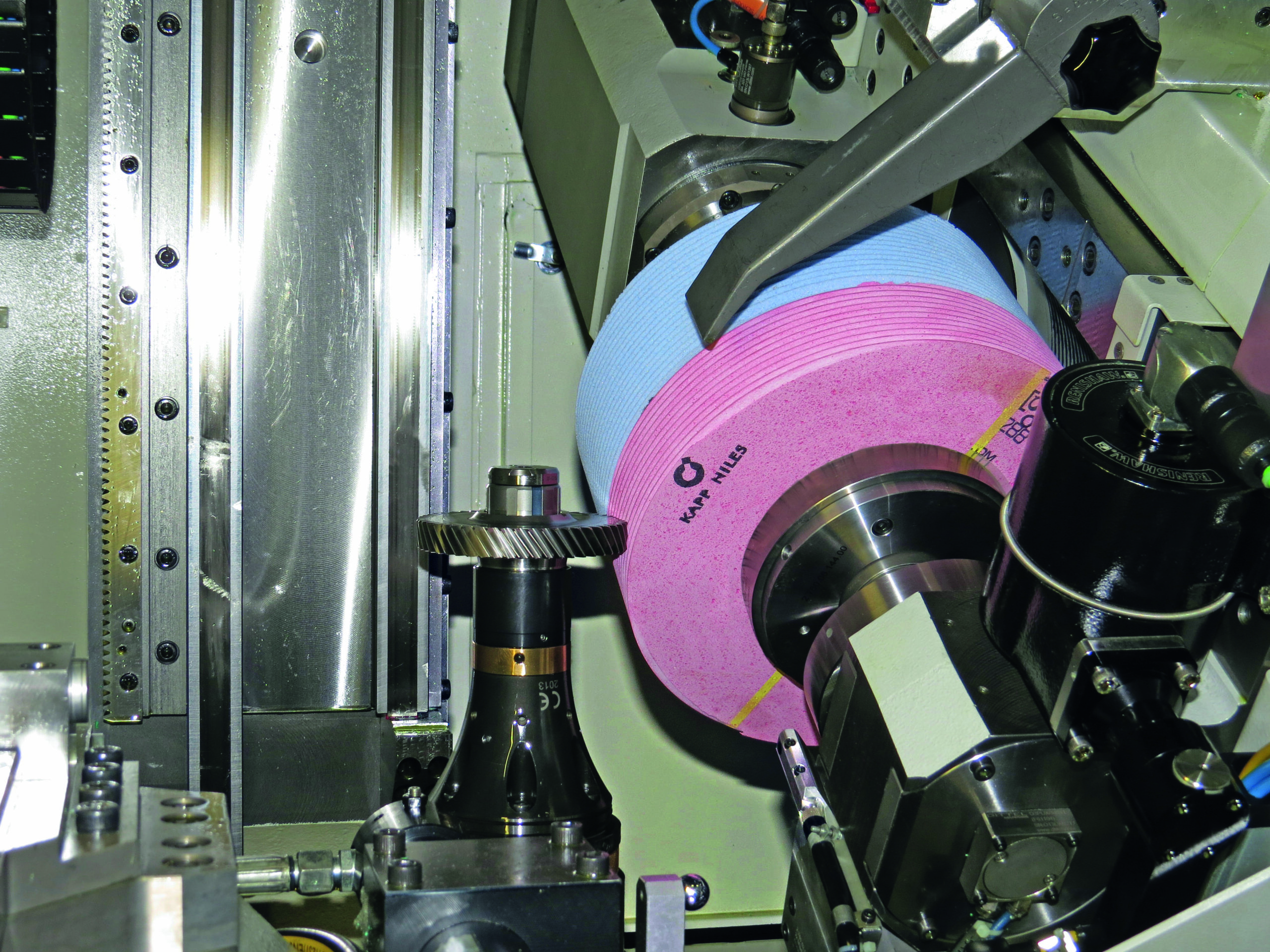
Inoltre la mola ha una larghezza maggiore rispetto all’arco di contatto con l’ingranaggio e ciò permette, analogamente ai creatori, di eseguire un certo numero di shifting per poter eseguire un maggior numero di pezzi, (asse Y in figura 1).
Allo stato attuale, inoltre, grazie ai grandi progressi nella tecnologia della deposizione elettrolitica, è possibile costruire questo tipo di mole anche in CBN, con un numero di principi elevato.
Vista la diffusione del processo di rettifica per generazione continua che, è bene precisarlo, non è in contrapposizione ma complementare a quello di forma, è opportuno fare alcune considerazioni sul dimensionamento delle mole a vite e sull’influenza che le dimensioni hanno sulla durata delle mole stesse e sulle condizioni di lavoro.
Esistono due criteri fondamentali per stimare la durata di una mola, cioè il numero di metri di dentatura rettificabile tra due ravvivature:
- il primo è quello di considerare l’area della superficie laterale del cilindro su cui è ricavata la mola;
- il secondo è quello che si basa sulla lunghezza totale del filetto della vite (o dei filetti nel caso di mole a più principi).
In entrambi i casi è evidente che tutto dipende dalla quantità di abrasivo coinvolto nell’azione di taglio.
Area della superficie laterale del cilindro
Bisogna distinguere l’area totale (At) da quella utile (Au), cioè da quella direttamente interessata al taglio ed allo shifting.
Infatti, analogamente a quanto succede nel creatore, nelle estremità di entrata e di uscita della mola bisogna prevedere, per completare il profilo e per avere un certo margine di sicurezza, due zone non utilizzate la cui lunghezza dipende essenzialmente dal modulo, dall’angolo di pressione, dall’angolo dell’elica e dal fattore di correzione X del profilo.
Senza entrare in dettagli troppo fini, si possono assumere i seguenti valori per la parte non interessata allo shifting (circa 10 volte il modulo):
- per modulo 2 mm: Ll =20 mm;
- per modulo 5 mm: Ll = 50 mm.
Se indichiamo con Lt ed Lu rispettivamente la lunghezza totale e la lunghezza utile della mole si può calcolare immediatamente l’area laterale utile Au.

Il valore così calcolato non consente di dire in valore assoluto quanti metri di dentatura si potranno rettificare, ma permette di dire solamente che se una mola avente una certa area laterale Auesegue P metri di dentatura tra due ravvivature, una mola con un’area laterale di KAu eseguirà approssimativamente KxP metri di dentatura.
Lunghezza del filetto
La lunghezza del filetto di una mola a vite è, in un certo senso, riconducibile al numero di taglienti di un creatore; quindi la durata della mola è direttamente proporzionale alla lunghezza totale dei filetti.
La lunghezza del filetto di una mola ad un principio, calcolata sulla sua lunghezza utile, è:
Essendo:
Oppure:
Nella mola a più principi la lunghezza totale dei filetti è leggermente diversa e cioè:
essendo:
La differenza di lunghezza dovuta al diverso angolo dell’elica è però assolutamente trascurabile come si può vedere dal seguente esempio.
Consideriamo una mola con D = 200 mm e con Lu= 180 mm con modulo m = 3 mm.
Nel caso di 1 principio si ha:
Nel caso di tre principi si ha invece:
La differenza è quindi insignificante; anzi si può trascurare completamente l’effetto dell’angolo dell’elica del filetto anche nel caso di mole ad un principio.
Come si può vedere, la durata della mola dipende dal diametro e dalla lunghezza utilizzabile.
Per la lunghezza utilizzabile il discorso è analogo a quello che si può fare con i creatori, cioè che sarebbe opportuno avere la massima lunghezza possibile, compatibilmente con le caratteristiche della rettificatrice e della possibilità di costruzione della mola stessa nonché della sua maneggevolezza.
Agli effetti della durata della mola, sarebbe anche opportuno utilizzare mole di grande diametro, ma qui bisogna considerare che il tempo di rettifica dipende in maniera determinante dal diametro della mola. A diametri minori corrispondono tempi minori e viceversa.
Infatti, a parità di velocità di taglio, la mola di piccolo diametro fa più giri al minuto, e quindi anche il pezzo ruoterà più velocemente; quindi, per uno stesso avanzamento al giro pezzo, si avranno alimentazioni al minuto maggiori e quindi tempi minori (figura 3).

Le mole di piccolo diametro hanno anche un altro vantaggio: quello di poter lavorare a velocità di taglio leggermente superiori rispetto alle mole di diametro maggiore.
Infatti, l’arco di contatto tra mola e pezzo è inferiore ed in questo modo si riduce lo stress termico sia sul pezzo che sulla mola, inoltre con piccoli diametri l’azione dell’olio refrigerante è più efficace in quanto esso può arrivare più facilmente in prossimità del punto di contatto tra mola e pezzo.
La mola a vite viene fornita o già filettata oppure senza filettatura, ma in questo caso l’utilizzatore deve essere in grado di eseguire la sagomatura che, in assenza di macchine e attrezzature speciali può essere un’operazione molto lunga.
Più frequente è il caso di mole fornite già filettate prima della consegna, con precisioni che le rendono subito utilizzabili. La sagomatura avviene su macchine dedicate utilizzando appositi dischi diamantati, come si può vedere in figura 4.

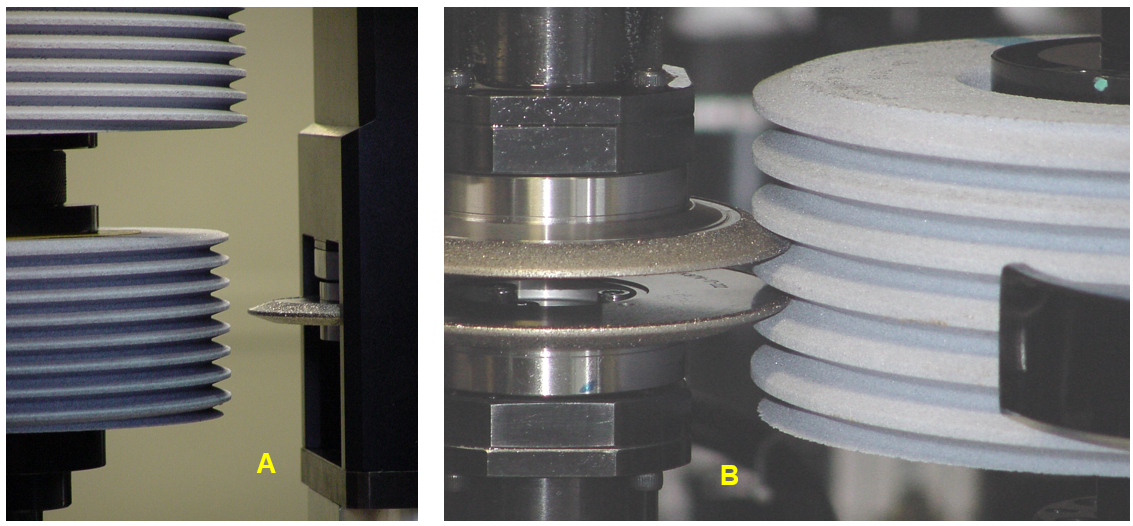
La ravvivatura in macchina, necessaria quando la mola non taglia più bene, si esegue un semplice disco biconico diamantato, con l’angolo del profilo corrispondente all’angolo di pressione da ottenere sulla mola, come indicato in figura 5a, oppure si possono usare due dischi conici, uno per ogni fianco del profilo ed in questo caso è possibile una certa regolazione degli angoli, come indicato in figura 5b.
La mola così ottenuta è in grado di rettificare tutti gli ingranaggi che hanno la stessa cremagliera di riferimento. La precisione del profilo è molto elevata e dipende ovviamente dalla precisione dei dischi diamantati, ma in ogni caso l’errore di profilo è inferiore al micrometro.
Un po’ più problematico è ottenere la stessa precisione sulla divisione dei vari principi della mola anche se questo errore è contenuto in circa 2 micrometri. Tuttavia, questo errore non è molto influente sulla precisione finale dell’ingranaggio in quanto, come si è detto, si ha sempre l’avvertenza di usare mole con un numero di principi che non divida esattamente il numero di denti del pezzo, così come si fa normalmente con i creatori. Si deve notare che il gruppo diamantatore è più complesso e quindi più costoso rispetto a quello usato nel metodo di forma.
Confronto tra le due tecniche di rettifica
Nella tabella 1 sono messi a confronto i due metodi principali di rettifica. Quelli riportati sono giudizi di carattere generale, che possono anche non valere in qualche caso specifico.
La tipologia degli ingranaggi è talmente vasta che non è possibile applicare un giudizio di un metodo alla totalità dei casi esistenti. Come si può constatare ogni tecnica ha delle caratteristiche migliori e altre meno, ed è per questa ragione che come si vedrà tra breve le moderne rettificatrici sono in grado di lavorare con i due sistemi.
| Caratteristica | Rettifica di forma | Rettifica con mola a vite |
| Precisione geometrica | + | – |
| Stato della superficie | – | + |
| Tempo di rettifica per ingranaggi con Z 15 | + | – |
| Tempo di rettifica per ingranaggi con Z 15 | – | + |
| Rettifica di ingranaggi con grande modulo | + | – |
| Semplicità di modifica del profilo della mola | + | – |
| Possibilità di impiego mole di piccolo diametro | + | – |
| Possibilità di rettifica di ingranaggi interni | + | – |
| Possibilità di uso delle stesse mole per Z diverso | – | + |
| Costo mola e utensili di ravvivatura | + | – |
| Possibilità di rettifica di profili non ad evolvente | + | – |
| Facilità di rettifica a fondo dente | + | – |
Tabella 1- Rettifica di forma e rettifica con mola a vite a confronto
Per poter ottimizzare l’operazione di rettifica degli ingranaggi oggi le moderne macchine rettificatrici possono lavorare con i due sistemi passando da uno all’altro attraverso programmi inseriti nel Controllo Numerico.
Viene gestita in automatico la cinematica, la lunghezza delle corse, le condizioni di lavoro,
a sincronizzazione tra mola e pezzo ecc. Sono perciò possibili diverse configurazioni, come per esempio:
- due mole a vite con diverse specifiche per sgrossare e finire nello stesso ciclo;
- due mole a vite con profili diversi per rettificare due pezzi diversi;
- una mola a vite e una di forma sullo stesso mandrino per sgrossare e finire con tempi e precisioni ottimali;
- due mole di forma con caratteristiche diverse, per sgrossare e finire, con uno stesso ciclo o per rettificare due pezzi diversi.
Come si può capire, oggi l’operazione di rettifica degli ingranaggi dispone di macchine con un’estrema flessibilità che è possibile grazie al miglioramento delle macchine, delle mole e dei software.
Esempio di lavorazione
Riportiamo in tabella 2 un esempio di lavorazione eseguito con un ciclo misto: la sgrossatura viene fatta con mola a vite in Al2O3 mentre la finitura è eseguita con mola di forma in CBN. La rettificatrice esegue in automatico la sequenza delle due fasi del ciclo.
| Dati Ingranaggio | |||||
| Modulo normale mm | 4,0 | ||||
| Numero di denti | 40 | ||||
| Angolo di pressione | 20° | ||||
| Angolo di elica (sinistra) | 14° | ||||
| Diametro esterno mm | 172,20 | ||||
| Larghezza fascia dentata mm | 45 | ||||
| Durezza HRC | 58 – 62 | ||||
| Caratteristiche delle mole | |||||
| Fase | sgrossatura | finitura | |||
| Tipo di mola | a vite | di forma | |||
| Tipo di abrasivo | Al2O3 | CBN elettrodeposto | |||
| Numero di principi | 3 | — | |||
| Diametro esterno mm | 200 | 170 | |||
| Specifica o dimensione del grano | 93A 80H 15VP | B126 | |||
| Parametri di lavoro e risultati | |||||
| Fase | sgrossatura | finitura | |||
| Velocità di taglio m/sec | 45 | 45 | |||
| Soprametallo per fianco mm | 0,13 | 0,04 | |||
| Numero di passate | 2 | 2 | |||
| Avanzamento. assiale | 0,40 mm/giro pezzo | 3000 mm/min | |||
| Shifting mm | 5 | — | |||
| Tempo ciclo min | 5,15 | ||||
| Precisione geometrica | Classe DIN 4 | ||||
Tabella 2 – Esempio di lavorazione eseguito con un ciclo misto




