MECSPE: PAD.16 – STAND B36
Nella lavorazione di acciai ad alta resistenza e antiusura, la partita si gioca su stabilità, truciolo controllato e vita utensile prevedibile. A Bologna, EMUGE-FRANKEN presenta soluzioni per materiali come Strenx, Hardox wear plate, Toolox e Armox: foratura, filettatura, fresatura e sistemi di serraggio.
In officina, quando entrano in gioco materiali come Hardox, Strenx, Toolox e Armox, l’obiettivo non è “spingere” e basta: è togliere rischio e costo dal processo. Durezza, resistenza all’usura e tenacità allungano la vita dei componenti, ma rendono la lavorazione più critica: truciolo difficile, carichi elevati, usura accelerata e scarti che si pagano cari.
È proprio su questo equilibrio, una combinazione tra produttività, continuità e qualità costante, che EMUGE-FRANKEN costruisce la propria presenza a MECSPE 2026, all’interno del Villaggio ASCOMUT.
Filettatura su HARDOX: quando la differenza la fa la vita utensile
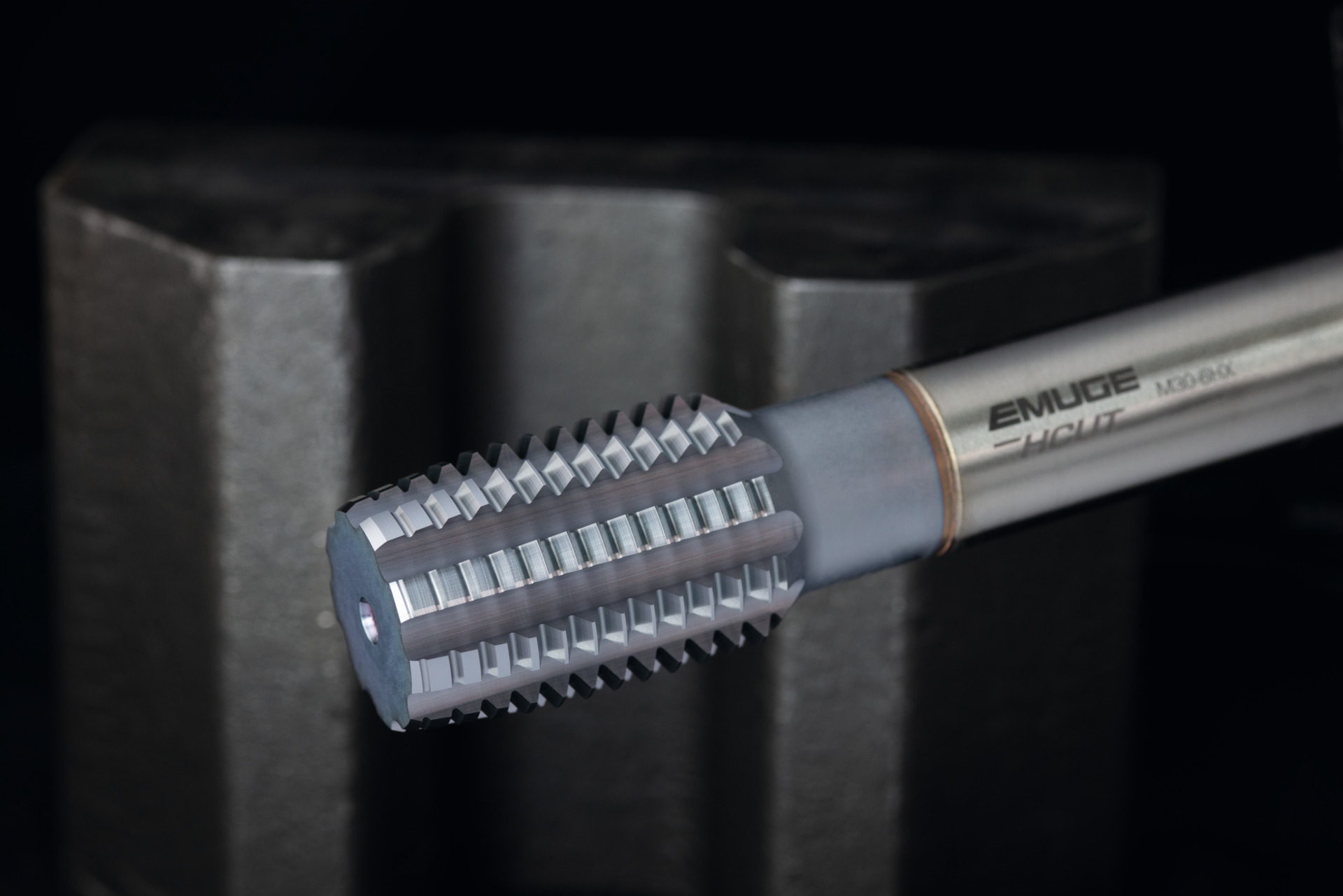
Nella filettatura di materiali antiusura, la parola chiave è controllo del truciolo: geometrie e rivestimenti devono garantire formazione del truciolo uniforme, evacuazione fluida e stabilità della qualità del filetto, distinguendo tra fori ciechi e passanti. EMUGE-FRANKEN propone una gamma completa di maschi in HSSE, PM e metallo duro, con geometrie dedicate e rivestimento multistrato.
Il dato che fa notizia, però, è quello “da produzione”: su Hardox 500, in un test documentato, il passaggio al Rekord 1B-STEEL-H-PM-ALCR-101 (M10, passante, emulsione, prof. filetto 2,5×d1) ha portato a un incremento di durata di 8 volte rispetto all’utensile precedente.
Ancora più eclatante la prova su Hardox 600: con VHM-Rekord 1A-HCUT/D-TiCN (M16, passante, pasta, prof. 3×D), la durata è passata da 2 a 250 filetti. Un salto che, tradotto in reparto, significa meno rotture impreviste, meno cambi utensile e una qualità del filetto più controllabile nel tempo.
A supporto della filettatura, in fiera viene dato spazio anche al tema “sistema”: portamaschi con tecnologia Softsynchro, progettati per assorbire forze assiali e compensare micro-errori del processo, con refrigerazione interna standard.
Foratura in metallo duro integrale: produttività elevata sui materiali ad alta resistenza
Sul fronte foratura, la proposta si articola tra soluzioni “everyday use” e linee più prestazionali per quando il tempo ciclo è la variabile critica: BasicDrill come scelta universale, e SteelDrill come scelta “first call” per acciai strutturali ad alta resistenza e acciai antiusura.
Anche qui, i risultati parlano chiaro: un test presso cliente, su Hardox 600 (foro passante Ø14,5, emulsione 30 bar, prof. 25 mm) riporta un aumento di parametri passando a vc 40 m/min e f 0,17 mm/giro rispetto alla situazione precedente (30 m/min e 0,08 mm/giro), con riduzione sensibile del tempo di lavorazione e dimezzamento dei costi utensile.
Fresatura e microfresatura: ridurre vibrazioni, aumentare asportazione (e finitura)
Per la fresatura di questi acciai “special grade”, il portafoglio FRANKEN evidenzia famiglie con varie dimensioni e geometrie, orientate alla riduzione delle vibrazioni e all’aumento dei volumi asportati: Multi-Cut per sgrossatura ad alte prestazioni, TOP-Cut per applicazioni versatili, Hard-Cut per materiali temprati, e Jet-Cut per strategie HPC/HSC (con opzioni anche trocoidali).
Sulla micro-fresatura, resta il focus stampi: micro-fresatura di dettagli e cavità complesse, dove finitura e controllo geometrico incidono direttamente su rilavorazioni e tempi di attrezzaggio.
Serraggio utensile e pezzo: rigidità e smorzamento delle vibrazioni come “ottimizzatori” di processo
In un redazionale tecnico non può mancare l’anello spesso sottovalutato: il serraggio. EMUGE-FRANKEN porta soluzioni che puntano su rigidità, smorzamento delle vibrazioni e concentricità per la parte utensile (mandrini FPC e soluzioni anti-sfilamento), e sistemi di bloccaggio pezzo orientati a lavorazioni come EvoGrip/EvoPoint/EvoBlock con forza di serraggio elevata e durata cicli documentata.