L’AZIENDA IN BREVE
Ragione Sociale: TMP S.r.l.
Città e regione: Borgaro Torinese (TO), Piemonte.
Anno fondazione: 1994
Sito internet e contatti: www.tmp-it.com – tel.: 011.4501978; info@tmp-it.com.
Attività: progettazione e costruzione di modelli in polistirolo per stampi da fonderia; reverse engineering; prototipazione.
Macchinari/attrezzature in dotazione: 4 fresatrici CNC a tre assi; attrezzature manuali di vario tipo.
Software principali (CAD/CAM):Visi della Vero Solution
Tempi medi di consegna dei modelli: da 1 a 3 settimane a seconda del carico di lavoro interno, della richiesta del cliente, oltre che delle dimensioni e della complessità dello stampo.
Mercati di riferimento: automotive, navale, energetico, edile, dei grandi impianti, artistico, ecc.
Non tutti sanno che per costruire stampi ricavati da fusioni vengono spesso utilizzati raffinati modelli in polistirene (più comunemente chiamato polistirolo) sviluppati e realizzati da imprese altamente specializzate, dotate di tecnologie all’avanguardia. Abbiamo deciso di approfondire l’argomento facendo la conoscenza di una di queste realtà: la TMP S.r.l. di Borgaro Torinese (TO), modelleria fondata nel 1994 attiva, in particolare, nella costruzione di modelli in polistirolo per l’industria automobilistica. Flavio Pinto, attuale titolare e figlio del fondatore Alessandro, racconta: «Noi lavoriamo per clienti operanti in diversi ambiti di sbocco, per esempio quello energetico, nautico, edile, dei grandi impianti, ecc., ma il 90% della nostra produzione riguarda il settore automotive; settore, tra l’altro, in decisa ripresa. Sono molti i progetti nuovi all’orizzonte e il lavoro non manca».
Nel “cuore” dello stampo
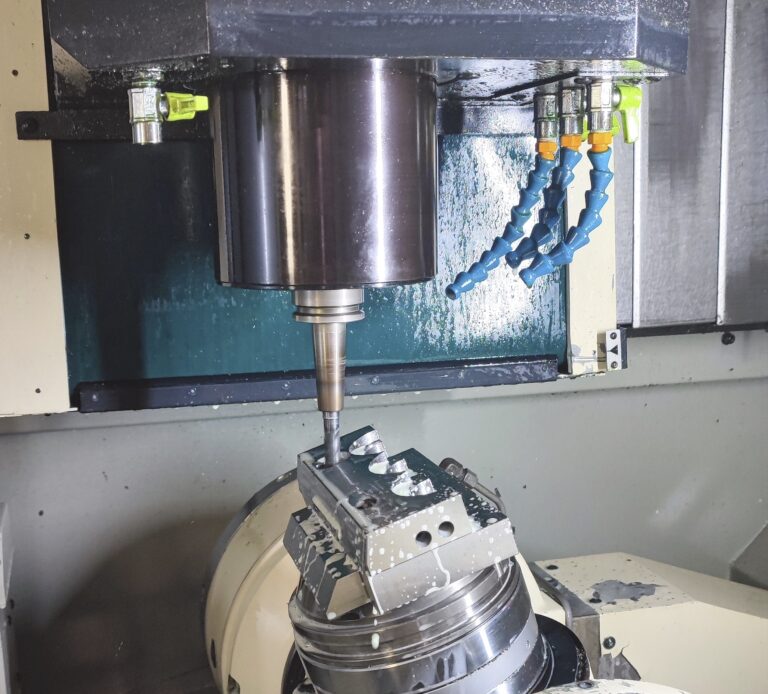
Il primo passo per la costruzione di uno stampo da fusione è la sua progettazione; il secondo è la realizzazione del relativo modello in polistirolo per fonderia. Flavio Pinto entra nel dettaglio: «Noi riceviamo dal cliente il file CAD tridimensionale, cioè le matematiche dello stampo, quindi progettiamo il modello in polistirolo, definendone sostanzialmente la forma e le dimensioni». Successivamente, i tecnici della TMP, grazie allo loro esperienza e alla collaborazione con lo studio di progettazione Fasi Engineering s.r.l. di Torino, disegnano a computer il modello in polistirolo cercando di approssimare il più possibile la sagoma dello stampo finito. «In genere – riprende Pinto – ci concentriamo sulle parti più complesse e su quelle in cui è necessario avere superfici molto precise e che devono essere lavorate mediante asportazione materiale. In tale attività ci avvaliamo di software evoluti come VISI della Vero Solutions, che ci permettono tra le altre cose di dividere il modello in più parti, cioè in vere e proprie “fette orizzontali”, al fine di evitare i sottosquadra. Il software ci permette inoltre di calcolare con precisione i corretti sovrametalli, in genere compresi tra 10 e 15 mm a seconda della grandezza dello stampo, e di generare la corretta sequenza di taglio del polistirolo». Tale sequenza viene poi ripresa dalle macchine utensili a controllo numerico che, mediante software CAM che elabora il percorso utensili, lavorano il blocco di polistirolo fino a ottenere le parti del modello. In genere, vengono adoperati blocchi grezzi di EPS 100, polistirene di peso pari a 18 kg al metro cubo, materiale tipicamente utilizzato dalle fonderie che operano nel settore automotive. In merito alle operazioni di taglio, occorre precisare che nell’officina di Borgaro Torinese sono attive 4 frese a CNC a tre assi, con area di lavoro fino a (5.500 x 2.900 x 1.500) mm. Pinto: «Si tratta di macchine utensili molto rapide e flessibili, specifiche per la lavorazione del polistirolo. Sono meno rigide e robuste di quelle tipicamente utilizzate per il metallo, e sono dotate di sistema di aspirazione dello sfrido attraverso l’utensile». Tutte le frese impiegate per la lavorazione del polistirolo sono difatti forate in punta, in modo da permettere l’aspirazione dello sfrido (composto da polvere e corpuscoli di polistirolo), di raccoglierlo e di compattarlo in blocchi che possono essere successivamente smaltiti e riciclati come materiale plastico. Tali frese sono inoltre dotate di un elevato numero di taglienti, in grado di garantire tagli con precisione dell’ordine del millimetro. Terminate le lavorazioni sulle fresatrici, le diverse parti assemblate e rifinite; il modello in polistirolo così ottenuto viene quindi controllato dal personale della TMP per mezzo di specifiche macchine di misura, e consegnato alla fonderia.
… continua a leggere (articolo a pag. 16 – Subfornitura News – Settembre 2016)
Se sei GIA’ abbonato accedi all’area riservata e continua a leggere clicca qui
Se NON sei abbonato vai alla pagina degli abbonamenti clicca qui