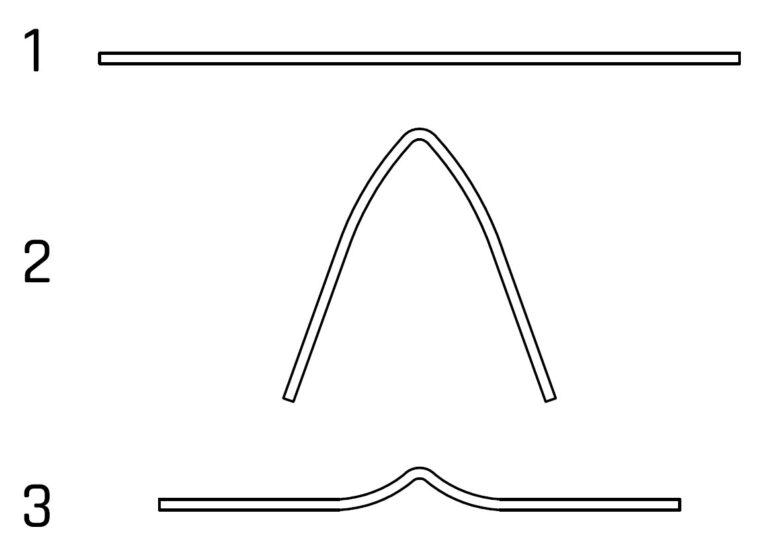
La semi-coniatura, cronologicamente è la seconda modalità di pressopiegatura apparsa nel mondo della piegatura dopo la coniatura (coining in inglese); essa è nata per contrastare i limiti oggettivi di quest’ultima. La coniatura, infatti, prevede in condizioni standard l’utilizzo di un punzone e di una matrice a 90°, tanti quanti dovranno essere raggiunti dalla piega del pezzo da eseguire. Ne consegue, tuttavia, che la forza necessaria per ottenere una coniatura sia molto elevata e che non risulti più applicabile per spessori maggiori (indicativamente dai 2mm in su) o per materiali con un ritorno elastico più ampio.
Quali sono le caratteristiche della semi-coniatura?
La semi-coniatura ha il grande vantaggio di permettere una certa costanza d’angolo con alcuni dei pregi della suddetta coniatura, seppur necessitando di molta meno forza. Il segreto e la peculiarità è data dal fatto che lo “stampaggio” viene parzializzato strettamente nell’area del raggio di piegatura
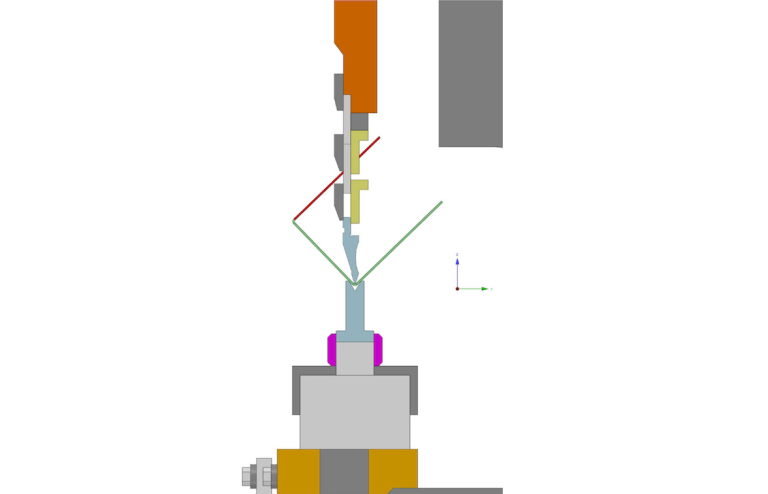
Come funziona?
Grazie all’utilizzo di utensili con angoli lievemente più acuti rispetto a 90° è possibile avere un margine dedicato al ritorno elastico tra punzone e matrice.
Dalle poche fonti esistenti, potremmo disquisire a lungo su quale sia l’accoppiamento di utensili più adeguato: di norma esso dovrebbe cambiare in base all’entità del ritorno elastico specifico del materiale ma, il concetto non cambia.
Se, infatti, un acciaio inossidabile AISI 304 presenta indicativamente un ritorno elastico di 1,5-2 gradi, potrebbe essere opportuno utilizzare un punzone “scaricato” di almeno 2 gradi rispetto ai 90° da raggiungere. Per un acciaio al carbonio comune come un S235, sarebbe sufficiente anche un punzone da 89°… Che fare? C’è da dire, inoltre, che non è raro imbattersi in documenti e in aziende che indicano o utilizzano accoppiamenti con punzoni con angoli acuti ma cave a 90°.