L’automazione dei processi industriali non è più una novità assoluta. La riduzione dei costi dell’elettronica e la conseguente diffusione dei sistemi digitali ha spinto fortemente la propagazione di queste tecnologie. La produzione industriale di oggi richiede un intervento dell’uomo sempre inferiore. Infatti, sono stati sviluppati macchinari produttivi in grado di lavorare in collaborazione con operatori o addirittura in maniera completamente autonoma. L’obiettivo di questa trasformazione non è quello di escludere dalla produzione la manodopera specializzata che spesso è il fiore all’occhiello dell’industria italiana.
L’automazione ha invece il compito di incrementare la sicurezza sul lavoro, migliorando le condizioni per gli operai, riducendo i tempi produttivi e, allo stesso tempo, migliorando la qualità del prodotto finale. Il processo di automazione è di evidente interesse per le realtà che devono produrre grandi volumi, ma per quantità inferiori il vantaggio può non essere sufficiente da giustificare investimenti massivi. Ciò era vero fino a pochi anni fa, ma lo sviluppo delle moderne tecnologie, che stanno dando vita alla rivoluzione Industria 4.0, permettono oggi di compiere un passo ulteriore verso l’automazione. Infatti, molti settori caratterizzati da bassi volumi produttivi come, ad esempio, l’aerospazio o il navale, stanno oggi guardando con interesse alle nuove tecnologie per rinnovare ed evolvere i processi produttivi.
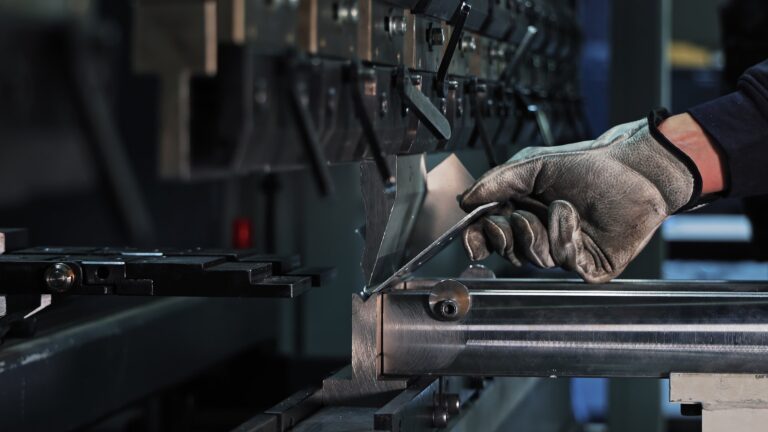
Produzione di pannelli
La struttura delle grandi navi è basata sull’utilizzo di un telaio che supporta lo scafo: composto da lamiere formate in tre dimensioni con grandi dimensioni ed elevati spessori. Queste pannellature vengono prodotte in piccoli lotti poiché è richiesta una geometria unica. Il processo produttivo è solitamente basato su una formatura controllata manualmente da un operatore esperto (Figura 1). Questa lavorazione si basa su una piegatura libera in cui la lamiera, sorretta da quattro supporti, viene spinta da un apposito punzone fino alla profondità necessaria. È necessario ripetere l’operazione svariate volte in diversi punti della lamiera per ottenere la forma desiderata. La strategia di lavorazione, per quanto riguarda i punti da lavorare e la profondità, è solitamente definita soggettivamente dall’esperto operatore. Per ottenere componenti conformi l’operaio deve quindi essere altamente specializzato. Dal punto di vista aziendale, risulta fondamentale tramandare l’esperienza ed allineare la qualità dei prodotti di diversi operatori. Inoltre, la qualità e l’accuratezza dimensionale dei componenti è influenzata dal fattore umano, questo anche perché il controllo avviene tramite sagome di legno della forma desiderata che vengono utilizzate per verificare che lo scostamento sia minimo. Queste verifiche vengono effettuate con il pannello di lamiera sospeso e quindi, a causa del peso stesso del pannello, possono presentarsi differenze rispetto alla geometria desiderata.
Automazione del processo
Gli autori dell’articolo propongono un’evoluzione dell’attuale processo, basato sul controllo manuale dell’operatore, introducendo il concetto di automazione. Un controllo ad anello chiuso può infatti assicurare una maggiore stabilità produttiva controllando la variabilità del materiale o l’usura del macchinario. Un processo automatizzato ha innanzitutto bisogno di una programmazione che indichi i punti della lamiera da trattare e le relative deformazioni da impartire localmente. Per fare ciò è necessario utilizzare un modello di prognosi in grado di predire il risultato dell’interazione tra punzone e lamiera. Questa simulazione viene utilizzata per identificare la sequenza ottimale di operazioni necessarie così da ottenere la forma desiderata limitando il tempo di lavorazione. La simulazione del processo produttivo è necessaria per determinare i parametri di processo come, ad esempio, la profondità della corsa del punzone e il punto da lavorare.
La metodologia ad anello chiuso implica però un ulteriore passo nel quale, sfruttando l’esperienza, viene migliorata la qualità dei prodotti futuri. Misure ottiche sono effettuate dopo ogni passo del processo di formatura, in questo modo è possibile ottenere un riscontro preciso ed oggettivo del risultato. Queste misure vengono comparate con il modello numerico di simulazione per correggerlo e migliorarne l’affidabilità, passo dopo passo (Figura 2). Tale processo assicura di avere un prodotto con caratteristiche qualitative molto elevate e costanti nel tempo.

Modello di prognosi
Per un utilizzo applicato è necessario scegliere un modello di prognosi in grado di simulare il processo fedelmente, ma anche in tempi ragionevoli. Dopo un’attenta selezione del modello di simulazione, gli autori hanno dovuto identificare i parametri corretti per questo algoritmo. È fondamentale riuscire a definire parametri veritieri per poter ottenere una previsione affidabile del processo fino dai primi passi. Anche se, come visto precedentemente, la retroazione ad anello chiuso è in grado di agire sui parametri per migliorare l’accuratezza passo dopo passo, è necessario avere un punto di partenza solido ed affidabile per evitare errori di forma. Per questo scopo gli autori hanno sviluppato una sperimentazione con l’obiettivo di determinare i parametri in diverse condizioni di materiali utilizzati. Questi dati della sperimentazione sono stati utilizzati per allenare una rete neurale. Tale sistema di intelligenza artificiale simula il funzionamento di un cervello umano e, in seguito ad un adeguato addestramento, è in grado di sviluppare le strutture celebrali per effettuare decisioni e previsioni. Nel contesto specifico della ricerca la rete neurale è stata utilizzata per stimare i parametri partendo dalle condizioni ambientali e del materiale da lavorare, offrendo così un punto di partenza affidabile per la simulazione.

Validazione sperimentale
Sviluppato per intero il modello di automazione illustrato precedentemente, gli autori lo hanno validato tramite un esperimento. È stata utilizzata una lamiera di acciaio S235 con spessore di 10 mm. Le condizioni ambientali e i dati relativi al materiale sono stati inseriti nell’algoritmo di intelligenza artificiale che ha definito i parametri di partenza per il modello di prognosi. Questo modello numerico è stato in grado di simulare l’intero processo produttivo e ha definito una sequenza di nove operazioni da compiere in tre differenti zone della lamiera. Tale risultato è esemplare per gli standard produttivi convenzionali. In seguito ad ogni operazione di formatura è stata misurato il componente per affinare ulteriormente i parametri della simulazione ed assicurarsi che nessuna anomalia fosse presente. Il risultato finale è mostrato in Figura 3, dove viene confrontato il componente finale con la previsione del modello di prognosi. L’esito dell’esperimento mostra un’eccezionale somiglianza. Il tradizionale processo di lavorazione manuale, affidato ad un esperto operatore, presenta diversi limiti.
Negli anni passati non era economicamente vantaggioso affidarsi a sistemi automatizzati per piccoli volumi produttivi, ora tuttavia la rapida diffusione di sistemi evoluti ha aperto nuovi orizzonti. I sistemi digitali sono più affidabili ed accessibili, permettendo anche l’impiego in settori caratterizzati da bassi numeri. I vantaggi sono notevoli consentendo una riduzione dei rischi per l’operatore, aumentando la qualità del componente finito e riducendo anche i tempi necessari. Questa ricerca mostra l’applicabilità di tecnologie avanzate in un settore abituato a lavorare con tecniche più tradizionali. Risulta infatti interessante notare come sia importante rimanere informati e pronti ad integrare nuove tecnologie in ogni ambito.
di Stefano Grulli