Saronni consolida la propria posizione di riferimento come partner di importanti Tier 1 con un’ulteriore fornitura di due nuovi impianti destinati a soddisfare le esigenze di altrettanti mercati. Flessibilità e produttività di componenti strutturali ed estetici molto diversi tra loro rappresentano i principali piunti di forza di queste linee, capaci di processare coil di acciaio altoresistenziale e alluminio e sue leghe, in un ampio range di spessori.
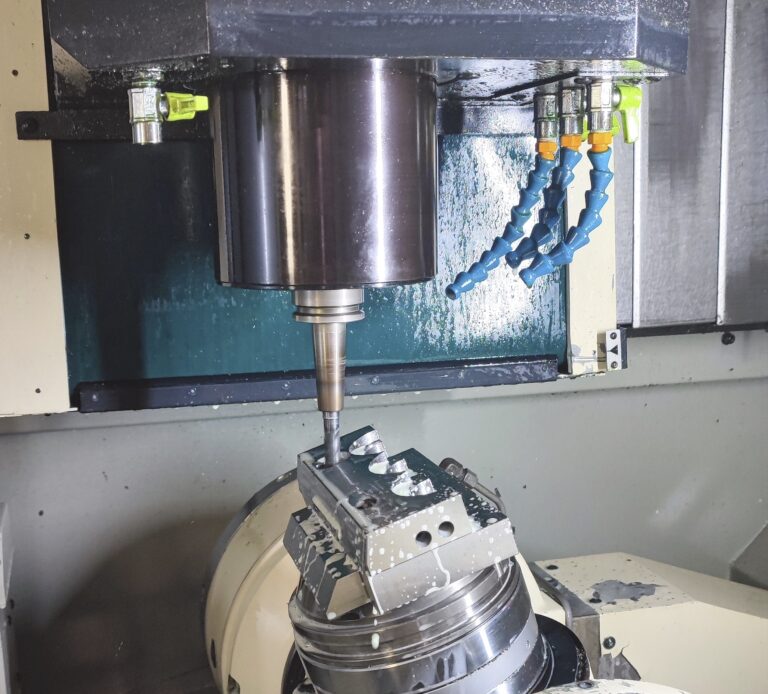
Nel corso degli oltre 70 anni di storia, Saronni ha saputo soddisfare le esigenze di non meno di 1.500 clienti nel mondo, 500 dei quali sono tuttora attivi, ideando e realizzando linee di alimentazione da coil per presse (tradizionali con ansa e compatte), linee di tranciatura fine, linee per lamierino magnetico, linee di goffratura, linee di taglio trasversale, oltre a linee automatiche taglio dischi. Soluzioni ad alte prestazioni, progettate e costruite in Italia ma fortemente orientate oltre confine e, per la maggior parte, legate all’esigente settore automotive. «Oltre l’80% del mercato che serviamo – conferma il direttore vendite, Roberto Crespi – è legato al tanto diversificato quanto competitivo e complesso mondo dell’automotive, ambito nel quale abbiamo acquisito nel tempo una profonda esperienza che ci permette di proporre soluzioni altamente innovative, rispondenti alle più recenti richieste del mercato. A partire da impianti di piccole dimensioni, fino ad arrivare a linee di media e grande complessità». È questo il caso, per esempio, di due recenti progetti ad alto contenuto tecnologico, realizzati per due plant produttivi di un importante fornitore Tier 1, caratterizzati da alcune specificità che il costruttore di Borgo Ticino (NO) ha saputo valorizzare per garantire al proprio cliente elevata flessibilità è altrettanta produttività.
Dalla svolgitura alla spianatura

Le due linee sviluppate da Saronni sono per la prima parte identiche nella loro configurazione e comprendono la svolgitura, la spianatura e l’alimentazione di nastri che possono essere di acciaio (QSTE-DP-MSW con sigma di snervamento da 500 a 1.200 N/mm2) oppure di alluminio e sue leghe (con sigma di snervamento fino a 250 N/mm2), aventi larghezza massima di 2.000 mm e spessori compresi tra 0,8 e 8 mm. Entrambe le linee includono un sistema di carico e gestione coil fino a 25 ton e una spianatrice con cambio cassetti automatico (due sono i cassetti, per i due differenti materiali da processare), cui segue l’ansa e l’alimentatore (feeder). Stiamo parlando di linee caratterizzate da un livello di automazione molto elevato, come si evince già dalla presenza del cambio coil automatico che assicura, a sua volta, il cambio tipo in tempi molto ridotti. Ciò avviene grazie a una culla di carico, pensata con rulli motorizzati, che indicizza il nastro per l’introduzione della testa in automatico.
«È stata prevista una coppia di pinch-roll dedicata – sottolinea l’ing. Luca Ronchetti, project manager in Saronni – sulla funzionalità dell’introduzione della testa del nastro attraverso la raddrizzatrice. Un’ulteriore coppia di pinch-roll si occupa invece di alimentare la spianatrice, in uscita alla quale troviamo una seconda coppia di pinch-roll, quale predisposizione necessaria per quel 30% di produzione che il cliente ha stimato di realizzare in alluminio». A seguire, attraverso una rulliera sagomata, si entra nella fossa d’ansa che accompagna la lamiera in uscita (attraverso un’altra rulliera). «La funzione dei due piani ansa – spiega l’ing. Ronchetti – altro non è che il supporto del nastro di materiale in due condizioni di lavoro: in fase di introduzione di un nuovo coil dalla testa di nastro fino al feeder; analoga funzione, quando si sta ultimando il coil caricato sul mandrino, per evitare che la coda del nastro cada nella fossa, e quindi assicurare che anche l’ultima parte possa essere correttamente processata nel gruppo a seguire, ovvero nel gruppo feeder».
Passo lungo ed elevate velocità

A rendere sfidante il progetto descritto in queste pagine sono state senza dubbio anche le elevate prestazioni richieste a Saronni dal cliente, in termini di passo (molto lungo) e velocità (molto elevate). Ciò significa disporre di adeguato materiale in ansa e di un alimentatore, ovvero un feeder ad alta velocità, in grado di assicurare elevate accelerazioni con una capacità di grip tale da impedire eventuali slittamenti, ovvero garantire la perfetta aderenza del nastro senza danneggiarlo.
«Per soddisfare tali esigenze – interviene Crespi – abbiamo realizzato i rulli dell’alimentatore con un apposito rivestimento, la cui mescola composita permette il raggiungimento delle prestazioni attese in termini di accelerazione, mantenendo inalterate le qualità del nastro, siano esse meccaniche che estetiche. Dunque anche senza imperfezioni e/od ombreggiature se si tratta di alluminio o sue leghe».
Si tenga conto che la linea deve poter alimentare una pressa con una cadenza di circa 30 colpi al minuto, con passi che possono variare da un minimo di 450 mm a poco meno di 2.000 mm. «Prestazioni – aggiunge l’ing. Ronchetti – che devono essere costanti su tre turni, normalmente 7 giorni su 7, quindi con un’affidabilità e una ripetibilità ai massimi livelli. Tenuto conto che il dimensionamento è stato pensato per garantire la possibilità di produrre componenti strutturali in acciaio delle più svariate tipologie, oltre a particolari estetici in alluminio, sia per l’allestimento interno che esterno delle autovetture».
Ai fini della massima flessibilità, come già sottolineato, la linea permette di processare spessori da 0,8 a 8 mm, ma è stata già predisposta per accogliere per evoluzioni future anche un terzo cassetto, per ampliare lo spettro applicativo per acciaio negli spessori più bassi, fino ai 2,5 mm, in affiancamento al già esistente per spessori appunto da 2,5 agli 8 mm.
di Gianandrea Mazzola