





I fenomeni di fatica rappresentano a tutti gli effetti il 75% dei cedimenti di organi meccanici. Vediamo di spiegare in cosa consiste il fenomeno della fatica, e quali sono le possibili soluzioni per contrastarlo.
Gli addetti ai lavori del settore meccanico sanno molto bene che la maggior parte dei cedimenti di organi meccanici avviene a causa dei fenomeni di fatica. Una serie di indagini, svolte in passato, ha dimostrato come i fenomeni di fatica rappresentino a tutti gli effetti il 75% dei cedimenti di organi meccanici. Ovvero, 3 cedimenti su 4 sono dovuti a questo fenomeno. Essendo un problema molto importante, poiché in passato sono avvenuti incidenti anche molto gravi, in diversi ambiti, quali l’aeronautica e il trasporto ferroviario, aziende e università collaborano ormai da decenni per sviscerare tutti i segreti di questo fenomeno. Nel tempo sono stati sviluppati numerosi metodi, trattamenti massivi e superficiali per incrementare la resistenza a fatica dei componenti meccanici.
Fenomeno della Fatica
Un componente meccanico viene progettato per svolgere una determinata serie di funzioni. Tali funzioni possono essere di pura resistenza strutturale, come basamenti e supporti, oppure di trasmissione del moto, come ad esempio le bielle dei motori. In tutti i casi, comunque, il componente meccanico è sottoposto ad una serie di sollecitazioni, le quali possono avere diversa natura: le cosiddette azioni statiche, ovvero che rimangono invariate nel tempo e agiscono in modo costante sul componente; azioni dinamiche, ovvero forze che variano nel tempo per direzione o intensità. Le prime, solitamente, sono note già dalle prime fasi della progettazione del componente meccanico. Cedimenti dovute a questa tipologia di forze non sono frequenti e tipicamente sono associati a fenomeni di sovraccarico, ovvero il componente viene sollecitato da una forza molto maggiore rispetto a quella considerata in fase di progetto, oppure a condizioni ambientali tali da infragilire il materiale. Le seconde invece possono essere sia forze variabili ciclicamente, che vibrazioni. Il fenomeno della ciclicità induce una risposta nel materiale molto diversa, rispetto alla forza statica. Infatti, una rottura per fatica avviene anche a livelli di sforzo inferiori rispetto a quello di snervamento del materiale.
La resistenza a fatica in un materiale viene innanzitutto garantita dalla qualità del materiale utilizzato, ovvero il materiale in sé e lo stato di fabbricazione. Inoltre, la resistenza a fatica viene influenzata sia dalla condizione superficiale, che dalla geometria del componente. Mentre quest’ultima dipende dalla forma del pezzo, decisa a priori in fase di progettazione, la quale può quindi essere ottimizzata ove possibile, la finitura superficiale è fortemente influenzata dalla tecnologia di produzione scelta per la fabbricazione del pezzo. Porosità superficiale, rugosità superficiale, durezza, ecc.. sono alcune di una lunga serie di caratteristiche della superficie influenzate dal processo manifatturiero.
Per ovviare alle problematiche insorte in fase di realizzazione e, di conseguenza, incrementare le prestazioni in fase operativa, il componente può essere sottoposto a trattamenti successivi per, ad esempio, distendere le tensioni interne residue, migliorare la qualità superficiale, ecc… I trattamenti superficiali rappresentano una delle tipologie possibili di lavorazione del componente. Tra le varie ad oggi disponibili, une tecnica molto utilizzata nella pratica è la pallinatura, comunemente indicata anche con il termine inglese, shot peening.

La pallinatura è ormai un processo consolidato nella pratica industriale. Questo processo prevede che la superficie del componente venga sottoposta all’azione impulsiva di sfere metalliche sparate a velocità elevate. In inglese il processo viene denominato “shot peening”, di fatto queste piccole sfere metalliche vengono “sparate” contro il componente. L’impatto induce un’azione di compressione molto elevata sulla superficie del componente. Infatti, le sfere sono tipicamente metalliche, aventi durezza elevata, oppure di materiale ceramico. Così facendo l’energia di impatto viene scaricata quasi completamente sul componente. Per quando possa essere ovvio, meglio sottolineare che il processo viene realizzato sparando fasci di sfere; quindi, un “martellamento” continuo che permette di mediare l’effetto di ciascuna sfera, ottimizzando di conseguenza il processo al fine di ottenere le condizioni desiderate.
Oltre alla tipologia di sfere utilizzata, due sono i parametri sintetici che definiscono il trattamento: l’intensità Almen, legata all’energia del flusso di sfere che impatta il pezzo, e la copertura, legata al tempo di trattamento (una copertura del 100% indica che tutta la superficie è stata pallinata e non osservabili zone non trattate).
Il processo viene declinato con varie denominazioni, a seconda delle condizioni di lavoro. Parametri definiti “normali”, come una copertura pari a 100-200% e intensità che, per alcuni acciai possono essere tra 10 e 12 Almen, definiscono la pallinatura convenzionale. Al contrario, per particolari esigenze tecniche sono stati sviluppati processi di pallinatura aventi parametri molto spinti, in genere intensità maggiori di quelle usuali e coperture ben maggiori del 100%, che realizzano una famiglia di trattamenti chiamati Severe Shot Peening, o pallinatura severa. Questa modalità di esecuzione della pallinatura è in grado di generare, non solo tensioni residue superficiali di compressione ma anche di modificare la microstruttura del materiale con grani cristallini con dimensioni inferiori a micrometro.
La scelta del processo più consono è chiaramente da definire in funzione dele condizioni un cui si trova il componente da lavorare. In generale, si può dire che il principale vantaggio della pallinatura consista nell’essere un processo freddo, ovvero non vi è alcun apporto di calore al componente da lavorare. Questo aspetto è fondamentale per preservare le caratteristiche chimiche di molti acciai e metalli. Ma vediamo quali sono gli effetti di questo processo sul componente.
L’azione locale di impatto provoca un fenomeno di compressione molto importante, inducendo una deformazione plastica locale. Lavorando così l’intera superficie del componente, sì otterrà uno strato superficiale di sforzi residui di compressione, utile a contrastare la propagazione (ovvero l’ingrandimento) di difetti del materiale, incrementando così la vita e la resistenza a fatica del pezzo. In Figura 1 viene mostrato un grafico che mostra la differenza tra le tensioni residue in superficie (a sinistra del grafico), rispetto alle tensioni residue dopo qualche millimetro all’interno del componente (a destra). La differenza è molto significativa. Oggi molti gruppi di ricerca sono all’opera per realizzare sistemi di simulazione accurati, volti a predire il risultato di un determinato trattamento di pallinatura. Lo sviluppo di questi sistemi darebbe la possibilità all’industria di poter scegliere accuratamente i parametri di processo, in funzione del materiale da trattare e delle caratteristiche finali desiderate.
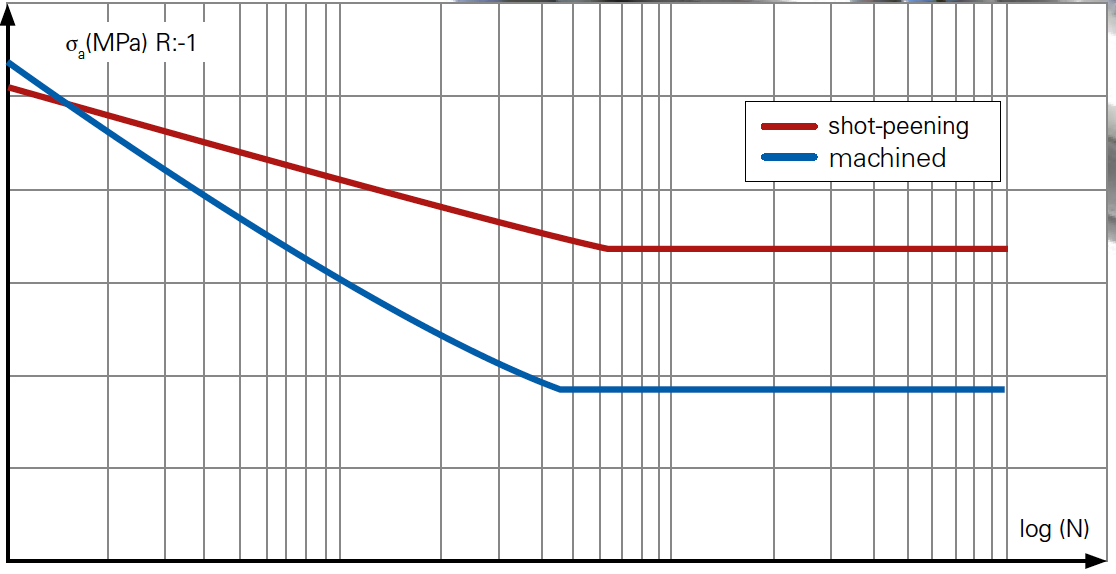
In Figura 2 viene invece mostrato il grafico della resistenza alla fatica. Non vengono mostrati i valori effettivi, e bisogna anche considerare che il grafico è riferito ad un certo tipo di materiali. Tuttavia, al momento l’interesse deve essere la comprensione dei vantaggi pratici di questo processo. Si osserva come vi sia un netto miglioramento delle prestazioni in termini di resistenza alle azioni dinamiche. Questo risultato viene ottenuto prima di tutto con l’ausilio delle forti tensioni residue di compressione presenti nei primi strati del componente. Inoltre, il trattamento di pallinatura, se eseguito con parametri molto spinti, può dar luogo ad una riduzione delle dimensioni dei grani cristallini che formano i materiali metallici, il che comporta migliori proprietà meccaniche del materiale in superficie. Inoltre, per alcuni materiali (come, ad esempio, le leghe di alluminio) può aiutare alla formazione di precipitati metallici e a cambiamenti di fase, benefici per la resistenza a fatica.
La pallinatura in aiuto delle vecchie e nuove tecnologie
La pallinatura è quindi un buon metodo di trattamento superficiale per migliorare significativamente le caratteristiche fisiche e meccaniche del componente. Ricapitolando, i principali benefici apportati dal trattamento sono l’introduzione di tensioni residue di compressione e riduzione della porosità (vi sarebbero altri fenomeni in gioco, ma per capire il concetto si ritiene adeguato focalizzarsi su queste informazioni). Questi due fenomeni sono molto utili per incrementare la qualità dei componenti ottenuti da processi termici, come fusione, o più recentemente, tramite manifattura additiva. Di fatti, quest’ultima sta avendo uno rapido sviluppo ed è già stata introdotta in alcuni settori industriali. Tuttavia, il processo realizza componenti con limitate proprietà meccaniche nella condizione “as-built”, a causa di elevata porosità, stratificazione dei grani cristallini e tensioni residue interne al componente di trazione. Tutte caratteristiche che determinano pessime risposte a forze dinamiche, ovvero bassa resistenza alla fatica. Alcuni ricercatori hanno dimostrato come il processo di pallinatura sia stato in grado di incrementare di due volte e mezzo la resistenza a fatica di un determinato acciaio [8]. I risultati sono quindi molto promettenti per una stretta collaborazione dei due processi. Un limite significativo della stretta relazione tra pallinatura e manifattura additiva sta nella grande difficoltà della testa di lancio delle sfere nel raggiungere le cavità interne dei prodotti di manifattura additiva, che tipicamente presentano geometrie molto complesse e articolate.
Inoltre, del processo di pallinatura possono beneficiare anche componenti realizzati con processi “tradizionali”, come ad esempio le lavorazioni a macchine utensili. Infatti, l’azione dell’utensile introduce sforzi di trazione sulla superficie del pezzo e la lavorazione potrebbe accidentalmente introdurre delle microincisioni sulla superficie. Questi ultimi sono estremamente dannosi per la vita del componente. Infatti, se sottoposti ad azioni cicliche, potrebbero generare delle cricche che a loro volta propagheranno all’interno del componente, portando così il pezzo ad un cedimento prematuro.
Con questi due semplici esempi si osserva la sostanziale versatilità e utilità del processo di pallinatura, che ben si adatta alle diverse condizioni che devono essere trattate. Il fine è sempre quello di garantire prestazioni e durata della vita superiori a quanto il componente appena realizzato potrebbe esprimere.
Le basi per futuri sviluppi
Il processo di pallinatura è ormai una tecnica consolidata nella pratica industriale. Le sue diverse declinazioni presentano parametri di processo appositamente selezionati dono innumerevoli ricerche per ottenere specifici risultati. La pallinatura viene utilizzata con moltissimi materiali e per innumerevoli applicazioni. Uno dei suoi principali vantaggi consiste nel fatto di essere un processo freddo, ovvero senza apporto di calore. Questo aspetto è molto importante per non alterare le caratteristiche chimiche del materiale lavorato.
La tecnica però procede a passo spedito verso nuove soluzioni, come la pallinatura a cavitazione, oppure il “Laser Shock Peening, realizzata con un fascio laser ad impulsi, in grado di generare tensioni residue più profonde e, quindi, più efficaci rispetto alla pallinatura convenzionale. Nuove soluzioni per i problemi di domani, per offrire al mercato prodotti di qualità sempre migliore, e con maggiori prestazioni, in grado di risolvere i problemi delle soluzioni progettuali legate le nuove tecnologie di produzione.
Riferimenti
1. N. Leguinagoicoa, J. Albizuri, Shot-peened induced residual stresses relaxation on steel DIN 34CrNiMo6 under different axial loading, ICSP14, 2022
2. A. Klumpp, R. Elvira, D. Dapprich, S. Dietrich, V. Schulze, Effects of Shot Peening on Surface Layer States and Fatigue Behavior in Experimental Batches of Enhanced Leaf Spring Steels, ICSP14, 2022
3. A. Klumpp, S. Klaus, S. Dietrich, V. Schulze, Prediction of Residual Stress States after modified Shot Peening Treatments using Strain-Rate and Temperature-dependent Material Data, ICSP14, 2022
4. Libor Trškoa, Michal Jamborb, Ivo Šulákb, Sara Bagherifardc, Mario Guaglianoc, Otakar Bokůvkaa, Application of shot peening to enhance precipitation hardening effect in aluminium alloys, ICSP14, 2022
5. Thomas Nitschke-Pagel, Klaus Dilger, Hamdollah Eslami, Fatigue strength improvement of welded joints by means of shot peening and clean blasting, ICSP14, 2022
6. K. NAMBU, R. KUNIMATSU, Effect of Soft Particle Peening Treatment on Fatigue Strength of Copper Alloy, ICSP14, 2022
7. M. Hayama, J. Komotori, Compressive residual stress relaxation behavior of shot peened AISI4140 steel during first cycle of repeated loading, ICSP14, 2022
8. T. Tsujia, Y. Kobayashia, K. Masaki, Fatigue property of Shot peened Maraging Steel fabricated by Additive manufacturing, ICSP14, 2022
9. M.R. Chinia, F.Wagnera, S. Benalia, C. Didesa, D. Bouttesb, L. Besnault c, M. Courteauxd, C. Grentee, M.Millotf. C. Berthodg, G. Bal-Fontaineg, P. Picardh, INFLUENCE OF SHOT PEENING MEDIA AND PARAMETERS ON CARBURIZED STEEL, ICSP14, 2022
10. W. Abela, G. Cassar, A. Steuwer, A. Zammit, Bending Fatigue Resistance of Duplex Shot Peened Austempered Ductile Iron, ICSP14, 2022
11. L. Bonnici, J. Buhagiar, G. Cassar, K. A. Vella, J. Chen, X.Y. Zhang, M.Y. Liu, Z.Q. Huang, A. Zammit, The Effect of Shot Peening on Additively Manufactured 316L Stainless Steel for the Marine Transportation Industry, ICSP14, 2022
12. P. Mort, L. Feltner, M. Gruninger, D. Bahr, Size and Shape Characterization for Shot-Peening Impingement Models, ICSP14, 2022
13. H. Y. Miao, M. Singhal, M. Lévesque, E. Martin, Experimental investigation of controlled single and repeated impact testing of shot peening on Ti-6Al-4V, 300M and AA7050-T7451, ICSP14, 2022
14. A. Sadallah, J. Badreddine, B. Changeux, S. Turenne, H. Y. Miao, M. Lévesque, and E. Martin, The effect of high temperature shot peening on the surface integrity of 2024-T351 aluminum alloy, ICSP14, 2022
15. M. Beghini, T. Grossi, C. Santus, A. Torboli, A. Benincasa, M. Bandini, X-Ray Diffraction and Hole-Drilling residual stress measurements of shot peening treatments validated on a calibration bench, ICSP14, 2022




