





Il deposito dello zinco nelle lamiere prerivestite rappresenta una problematica molto diffusa e di difficile risoluzione. Molti sono i metodi tradizionali utilizzati per eliminarne il deposito, ma oggi la tecnologia può fornire un aiuto risolutivo.
Nel vastissimo mondo della piegatura della lamiera ci sono alcune problematiche molto frequenti e che, al contempo, pare non abbiano soluzione.
Gli operatori trovano numerosi sistemi per attenuarle senza, però, riuscire a risolverle definitivamente.
Una di esse è il deposito dello zinco nelle lamiere prerivestite che durante la piegatura tende a depositarsi formando un’incrostazione via via più spessa e che risulta molto complessa da rimuovere.
In particolare, quando la larghezza della matrice è più stretta di quella consigliata, condizione a cui si è costretti in presenza di forature vicino alla zona di deformazione o lembi di piega troppo corti, l’attrito aumenta incidendo ancor più negativamente sull’effetto descritto.
Immaginiamo poi di dover eseguire un lotto numeroso in una cella robotizzata: i vantaggi della produttività possono venire meno proprio a causa della periodica e frequente pulizia manuale da dover effettuare sulle cave.
Girando le aziende si possono vedere alcuni tentativi più o meno efficaci per contrastare il problema che porta inevitabilmente a una cattiva costanza dell’angolo di piega oltre al peggioramento estetico delle superfici esterne dei pezzi.
Uno dei metodi più usati è senza dubbio la lubrificazione frequente e costante delle matrici, azione che costringe ancora una volta l’operatore a fermarsi spesso per poterla compiere assieme alla pulizia delle cave.
Un altro, forse meno elegante, è quello di raschiare le incrostazioni in modo energico con l’aiuto di lamierini in acciaio armonico, molto resistente e flessibile.
Ma ci sono dei sistemi migliori?
L’innovazione tecnologica in piegatura è tutt’altro che definitiva ed esistono differenti strade per eliminare definitivamente il problema.
Le matrici per piega tangenziale (figura 1)
Rappresentano sicuramente un ottimo aiuto alla scomparsa definitiva del problema a monte. Tuttavia sono caratterizzate da un costo piuttosto elevato anche se, bisogna dirlo, i vantaggi che danno questi utensili sono anche molti altri come:
- preservare dalle deformazioni le forature anche molto vicine alla linea di piega;
- utilizzare un solo modello per un range più ampio di spessori rispetto alle matrici tradizionali;
- evitare gli inestetici “sfoghi” in prossimità di scantonature oblique.
Matrici nitrurate (figura 2)
Molto meno note, per lo meno per adesso, rappresentano un validissimo supporto contro il problema dello zinco soprattutto considerando il costo/beneficio.
La nitrurazione è un processo volto all’aumento della durezza superficiale dell’acciaio, avviene riscaldando il materiale a temperature relativamente basse (tra 520 e 545°C circa) in relazione a molti altri trattamenti termici, ma mantenendole per un tempo maggiore affinché gli atomi di azoto vengano assorbiti dalla ferrite superficiale producendo nitruri e distorcendo il reticolo cristallino.

Le matrici, che devono essere prodotte con il tradizionale processo ma utilizzando una lega più adeguata allo scopo, acquisiscono principalmente due qualità:
- superfici ad attrito molto ridotto e maggiore resistenza all’usura;
- migliore resistenza alla corrosione.
A tal proposito è bene ricordare che gli utensili per piegatura dovrebbero essere sempre maneggiati con i guanti per contrastare il potenziale insorgere della ruggine.
Le superfici al termine della nitrurazione si presentano di colore molto scuro tendente al lucido.
La nitrurazione non va confusa con la brunitura, trattamento che conferisce una simile finitura, ma che nasce principalmente per scopi estetici e per migliorare la resistenza alla corrosione.
Il non plus ultra è quello di accompagnare il trattamento termico di nitrurazione a una geometria a raggi maggiorati in modo da abbattere ulteriormente l’insorgere delle incrostazioni dello zinco.
Da un punto di vista strettamente economico le matrici nitrurate rappresentano un’ottima soluzione in quanto il loro costo non supera di moltissimo quello di un utensile standard, seppure sia difficile stimarlo in maniera esatta a prescindere, data la recente volatilità dei costi energetici.
Sicuramente, tuttavia, in caso di frequenti lavorazioni con la lamiera prezincata, l’investimento è velocemente ammortizzabile.
Valide alleate della piegatura robotizzata
Il fastidioso deposito dello zinco diventa ancora più impattante quando i lotti sono numerosi e debbono essere piegati con l’ausilio di una cella robotizzata.
Dover fermare l’impianto per togliere le incrostazioni di fatto riduce fortemente il vantaggio di una produzione continua, specie se non presidiata.
Anche la lubrificazione non garantisce la stessa costanza in quanto l’attrito tra la lamiera e la matrice durante la lavorazione tende a rimuovere piuttosto brevemente il film.
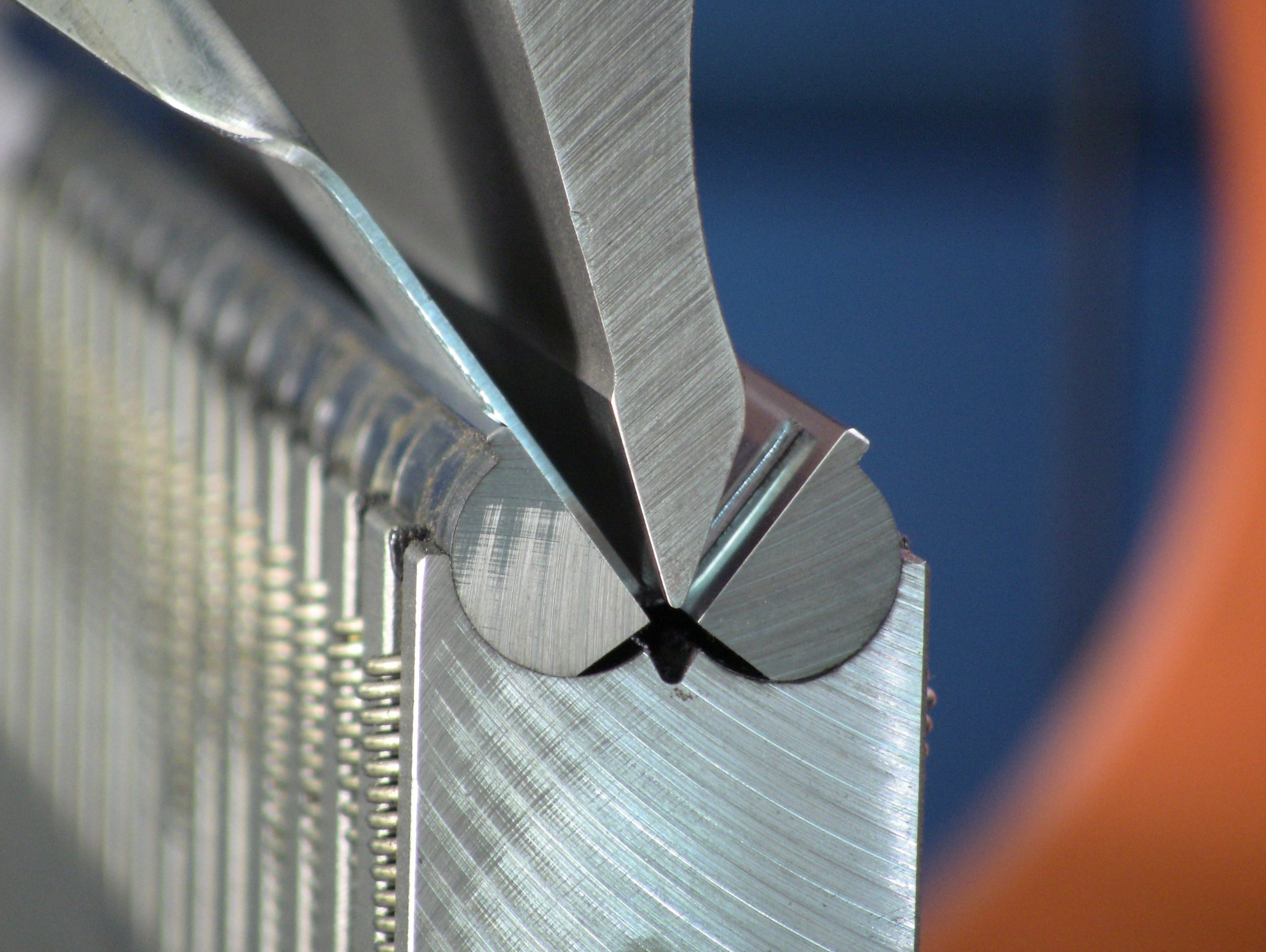
Il test
Abbiamo provato una matrice nitrurata con le seguenti caratteristiche:
–V=10/85° con un 1000 pieghe su campioni in lamiera zincata da 1,5 e 2mm di spessore senza mai applicare alcuna sostanza lubrificante, né pulire le superfici della cava.
Volutamente è stata scelta una matrice lievemente rispetto a quelle consigliate (rispettivamente da 12 e da 16) per aumentare l’attrito e la tendenza al deposito dei residui di zinco.
Il risultato, specie se paragonato ad una matrice standard è assolutamente di rilievo.
A fronte dell’insorgere di zone più chiare date dallo strisciamento (figura 3) il trattamento che ha una profondità di circa 5 micron, assolve pienamente il proprio compito azzerando il problema.
Per vedere il test che abbiamo effettuato basta vedere il video sottostante.
In conclusione: il mondo degli utensili è sterminato ed esistono soluzioni che, anche se poco note, possono garantire vantaggi davvero interessanti, specie con specifiche lavorazioni.
Per quanto la pressopiegatura appaia una tecnologia ormai matura è sempre ottima cosa rimanere aggiornati perché ci sono margini di miglioramento costante che possono davvero fare la differenza.
Scopri tutte le novità per il settore trattamenti a MECSPE 2024 nel Salone “Macchine e lavorazioni lamiera”
Per il terzo anno consecutivo, MECSPE ospita il Salone Macchine lavorazione lamiera, dedicato a macchine, impianti, utensili e accessori per la piegatura, la tranciatura, la finitura, l’assemblaggio, i materiali e i software della lamiera. Grazie alla piattaforma espositiva trasversale che MECSPE rappresenta, le aziende del settore della lamiera potranno incontrare i loro utilizzatori, in parte già presenti in qualità di espositori del settore Subfornitura meccanica. Dunque il settore Macchine Lavorazione Lamiera va a integrare l’offerta di tecnologie di lavorazione meccanica dei saloni Macchine & Utensili, Trattamenti e Finiture, Controllo e Qualità e Subfornitura Meccanica. Inoltre, attraverso specifiche Unità dimostrative e Piazze dell’eccellenza, come quelle sulla saldatura o la calandratura, sarà possibile mostrare agli operatori del settore le proprie soluzioni e prodotti innovativi.




