Ritorno elastico, variabilità dei materiali e soluzioni high-tech: perché controllare l’angolo di piegatura è (ancora) una sfida aperta.
La piegatura della lamiera si rivela essere una lavorazione fondata totalmente su previsioni a differenza, per esempio, dei processi ad asportazione dove, pur tra mille difficoltà specifiche, si parte da un pieno da “scavare” fino alla dimensione desiderata ottenendo anche precisioni davvero eccellenti.
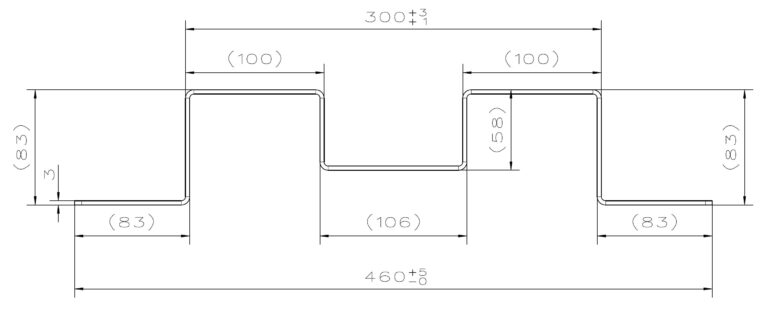
Si deve prevedere la dimensione dello sviluppo del pezzo piano giacché, una volta piegato, ormai sarà tardi, se non sia stato considerato prima quale materiale lo costituisca, quale sia il suo spessore e quali saranno gli utensili con cui verrà deformato.
Si deve prevedere il punto morto inferiore della macchina (la quota fino a dove deve scendere la traversa) per permettere all’operatore di raggiungere la gradazione desiderata possibilmente nella maniera più precisa possibile. Cosa, quest’ultima, tutt’altro che semplice!
Il ritorno elastico, il nemico silenzioso di cui non puoi sbarazzarti
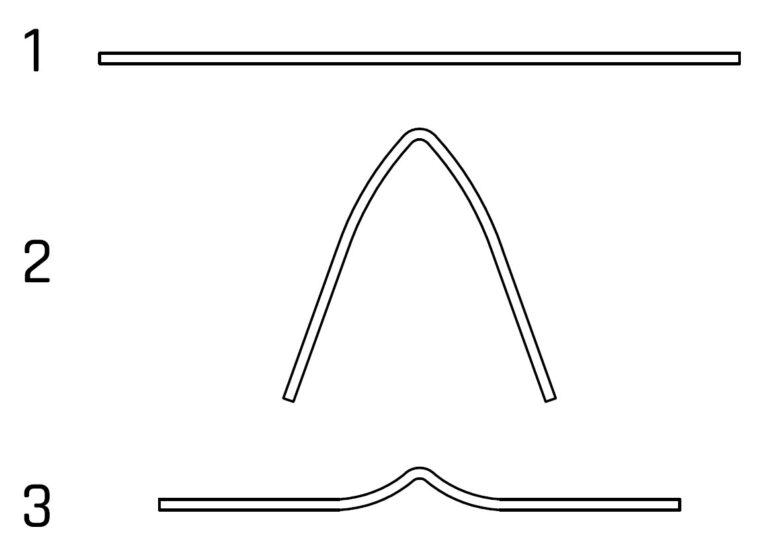
Esiste una zona interna al materiale costituita da fibre che vorrebbero tornare allo stato originario e che sono le responsabili di quello che viene chiamato “ritorno elastico“.
Tale ritorno elastico fa sì che il pezzo venga deformato, ma il suo angolo di piegatura tende a riaprirsi una volta tolta la forza del punzone.
Lo si contrasta con una tecnica chiamata “overbending”, letteralmente “piegare oltre l’angolo desiderato”, ed è un’operazione che il piegatore compie senza nemmeno farci caso, interessato com’è dalla correttezza della piega a deformazione terminata.
Ad esempio: se volessi raggiungere una piega di 90° ma devo chiuderla fino a 87,5° significa che si è manifestato un ritorno elastico di 2,5°.
Da cosa dipende il ritorno elastico?
Sono molti i fattori che influiscono negativamente sulla ripetibilità dei risultati. Possiamo sicuramente dichiarare che il ritorno elastico dipenda strettamente dal raggio interno che a sua volta deriva dalla resistenza del materiale e dalla larghezza della matrice utilizzata.