Disegni corretti sulla carta che in officina diventano problemi: saldature che deformano, complessivi inutilmente complessi e pieghe incompatibili con le attrezzature. Errori evitabili, dove esperienza e verifiche preventive fanno la differenza.
Esistono errori che si vedono subito: una quota sbagliata, un raggio impossibile, una piega che interferisce con sé stessa. Poi ci sono quelli più subdoli, quelli che sulla carta filano lisci, passano tutti i controlli del CAD e arrivano in produzione con l’aria di chi ha fatto i compiti per bene.
Salvo poi scoprire che quella saldatura continua su 2 metri di lamiera da 2 mm trasformerà il pezzo in una banana degna del mercato contadino di paese.
E credetemi se vi dico che ho visto disegni che chiamavano saldature continue così lunghe, con tanto di specifica “saldare in continuo” sottolineata per sicurezza.
Oppure quel complessivo con due componenti separati da saldare insieme, perfettamente funzionale, che però nasconde una verità scomoda: bastava un’unica lamiera piegata per ottenere lo stesso risultato in metà tempo.
O ancora quella piega chiusa a 30° disegnata con precisione millimetrica, salvo poi scoprire che il punzone da 88°, che usiamo da sempre, non potrà mai raggiungere quell’angolo, nemmeno con tutta la buona volontà del mondo.
Sono dettagli che fanno sorridere quando li racconti a cena, molto meno quando ti ritrovi con un pezzo da buttare o da rifare. Eppure, non nascono da incompetenza o superficialità: sono semplicemente valutazioni che il software non può suggerire, domande che vanno poste prima di premere “esporta sviluppo”.
Nei paragrafi che seguono affronteremo proprio questi aspetti: quelli che sembrano secondari, fino a quando non lo sono più, e che possono fare la differenza tra una produzione fluida e una giornata passata a capire perché quel maledetto pezzo continua a venire storto.
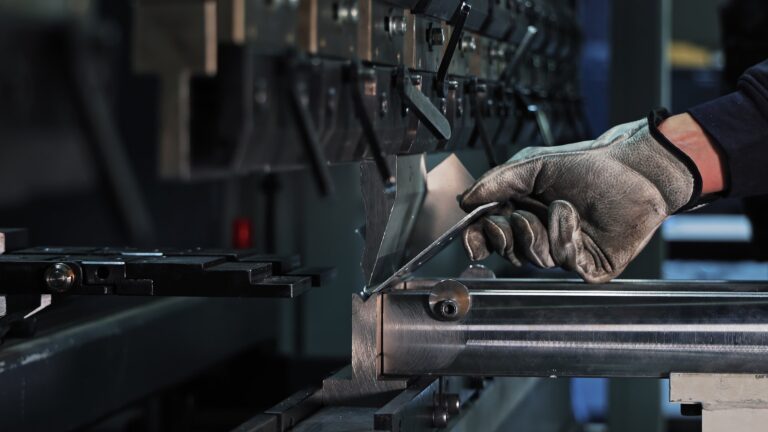
Verificare che le saldature sul pezzo siano corrette e realizzabili (evitate effetti banana)
Nel mondo della carpenteria metallica, la corretta esecuzione delle saldature è fondamentale per garantire la qualità del prodotto finale.
Verificare, nel caso di un complessivo, se sia fattibile in meno componenti, per ottimizzare il montaggio
Questa più che una problematica è una verifica. I clienti possono appartenere ai settori più diversi: grandi e piccole aziende, realtà strutturate o privati, con livelli di esperienza molto differenti.
Per pieghe molto chiuse, controllare che l’angolo di piegatura della singola piega sia compatibile con l’attrezzatura (matrice e punzone)
Con l’esperienza imparerete a valutare questo aspetto a colpo d’occhio, ma all’inizio è comune elaborare un intero sviluppo piatto per poi doverlo rifare completamente, avendo dimenticato un dettaglio fondamentale: per realizzare quella piega chiusa serve un punzone specifico!