





La stragrande maggioranza dei tecnici che operano nel settore delle trasmissioni ha a che fare con ingranaggi che vengono impiegati su automobili, motociclette, camion, trattori, macchine per movimento terra o su riduttori per le più disparate utilizzazioni, ma tutti di dimensioni relativamente modeste, cioè con moduli che vanno da 1 a 8 -10 mm e diametri raramente superiori a 800 – 1.000 mm.
Pochi tra questi tecnici sono venuti in contatto con produzioni di ingranaggi “giganteschi”, cioè con corone di diametro 10 – 12 metri, moduli 25 – 30 e 40 mm, fasce dentate che oltrepassano il mezzo metro.
Quando ci si avvicina per la prima volta a uno di questi ingranaggi sorgono molte domande sulle difficoltà tecniche che si devono superare nella lavorazione di questi “colossi dentati”.
I settori in cui vengono impiegati queste grandi ruote dentate sono i più disparati, come si può capire chiaramente dall’elenco riportato nella tabella 1.
| Settore merceologico | Componenti |
| Zuccherifici | Riduttori fino a 60.000 kg |
| Telecomunicazioni | Riduttori comando assi elevazione e orientamento |
| Ittico | Riduttori fino a 50.000 kg |
| Cementifici | Riduttori con potenza fino a 5.000 Kw |
| Ecologia | Riduttori, pignone-corona comando cilindri biostabilizzatori |
| Alimentare | Gruppi di comando coclee per conca (industria cioccolato) |
| Gomma e plastica | Riduttori Pluriuscite-Bambury |
| Siderurgia | Gruppo di comando per convertitore fino a 350 t composto da 1 riduttore secondario e 4 primari con coppia in uscita di 400.000 Nm e peso 130.000 kg |
| Trasporti terrestri | Riduttori comando assale treno |
| Centrali elettriche | Riduttore comando Turbina-Pompe |
| Impianti di risalita | Riduttori comando funicolare |
| Ceramica | Riduttori e gruppi di comando, pignone-corona |
| Porti | Riduttori per sollevamento-scorrimento-traslazione |
| Offshore | Riduttori sollevamento da 1.000 tonn. |
| Navale | Gruppi di comando propulsione |
| Messa a parco carbone | Riduttori comando ruota a tazza e riduttori comando orientamento-nastri |
| Chimica e farmaceutica | Riduttori di comando presso-filtri /essicatoi |
Tabella 1 – Settori merceologici in cui sono impiegati ingranaggi di grandi dimensioni
Caratteristiche di un ingranaggio con diametro dai 6 ai 10 metri
Le caratteristiche di un ingranaggio con diametro dai 6 ai 10 metri ovviamente sono diverse da un ingranaggio di piccole dimensioni. Il grezzo viene ottenuto per forgiatura e laminazione a caldo e il materiale, che è un acciaio da bonifica, viene fornito appunto bonificato con un successivo trattamento di distensione per eliminare, o perlomeno ridurre, le tensioni interne che provocherebbero, dopo le varie lavorazioni meccaniche, deformazioni intollerabili.
La resistenza del materiale è di circa 800 – 1000 N/mm2 e quindi perfettamente lavorabile con ogni tipo di utensile. Una prima domanda è: come si trasportano questi semilavorati e poi queste ruote dentate?
Una corona di 12 metri di diametro non può essere movimentata per strada così com’è, sia pur utilizzando mezzi speciali di trasporto. Viene quindi fornita in due pezzi, cioè due semi-corone.
Dopo la saldatura del mozzo interno che costituirà la parte di bloccaggio sul gruppo riduttore finale, le prime lavorazioni prevedono la spianatura e la preparazione delle zone di giunzione. Le sezioni di unione devono essere eseguite tenendo conto dell’inclinazione dei denti ed anche del numero di denti. In poche parole, si deve fare in modo che la linea di giunzione passi sul fondo di due vani esattamente contrapposti se il numero di denti è pari, e quasi contrapposti se il numero di denti è dispari.
Le due semi-corone vengono poi unite e bloccate attraverso una serie di bulloni con gambo calibrato, che servono anche come spine di riferimento. Questo è importante in quanto dopo che le ruota è finita, deve venire nuovamente divisa in due per essere trasportata alla sua destinazione finale, dove sarà nuovamente rimontata.
Esecuzione della dentatura
L’esecuzione della dentatura avviene su macchine che possono svolgere diversi tipi di lavorazione, in modo da non dover movimentare la corona da dentare.
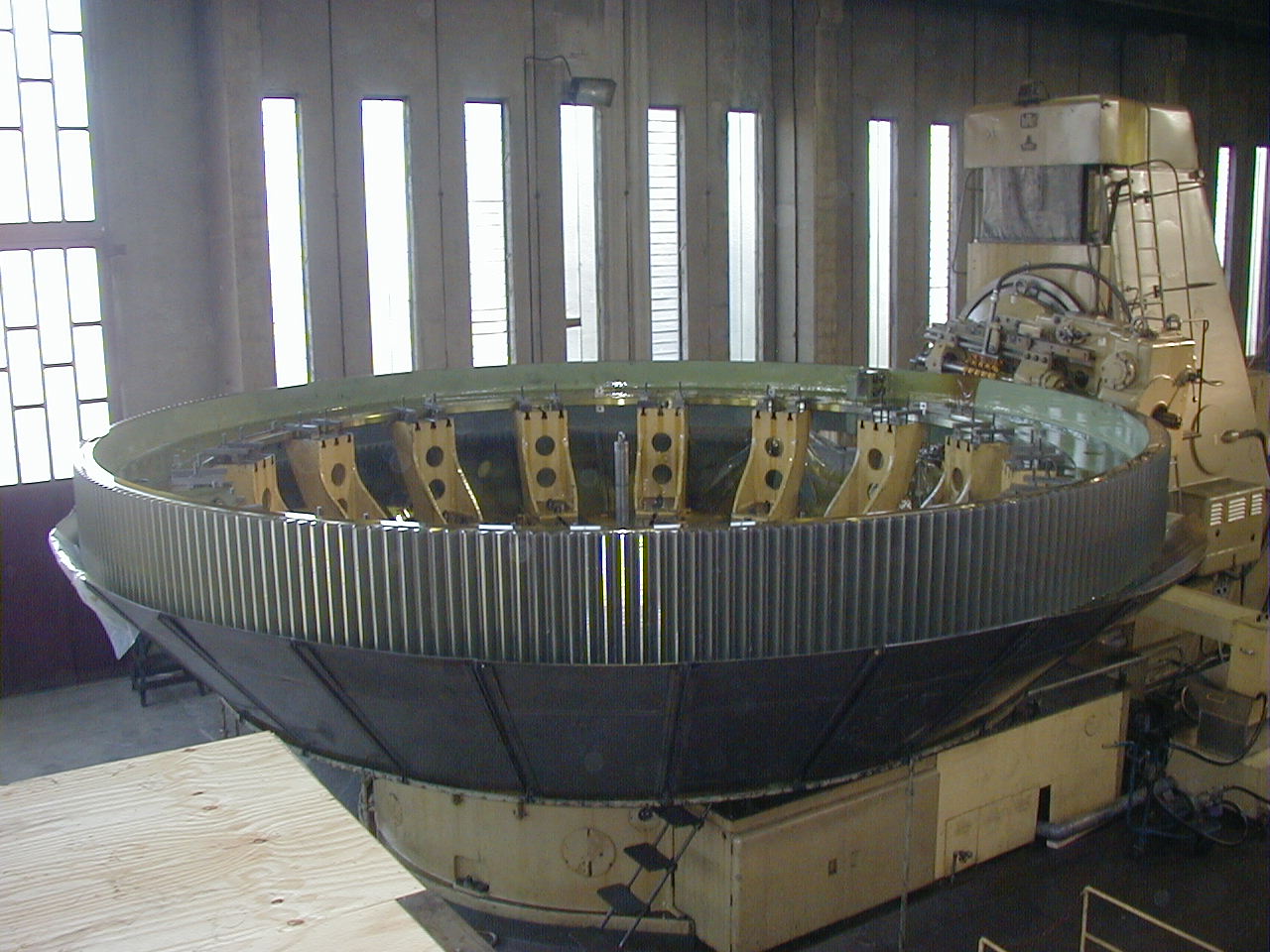
Esse sono costituite essenzialmente da una grande piattaforma su cui viene posizionata la ruota da lavorare. Questa piattaforma girevole deve essere in grado di sopportare pesi notevoli, (basti pensare che un ingranaggio di 10 metri può raggiungere un peso di oltre 30-40 tonnellate e oltre); inoltre, deve avere una serie di supporti regolabili in modo da permettere una uniforme distribuzione del peso ed una accurata centratura della corona (figura 1).
Pesi così ingenti, se non sono uniformemente distribuiti, possono generare delle flessioni che compromettono la precisione finale.
Separata da questa piattaforma, è posizionata una struttura che può ospitare diverse unità operatrici, come per esempio una testa a fresare o una testa su cui viene montato un creatore.
Deformazione, tensioni residue e dilatazione termica
Nonostante le varie precauzioni, le deformazioni Nonostante le varie precauzioni, le deformazioni, in misura più o meno grande, sono però sempre presenti.
Esse sono originate per esempio dalle tensioni residue nella massa di acciaio dopo la fucinatura o laminazione e i successivi trattamenti di bonifica e di distensione, ma anche dalle operazioni di saldatura che, pur essendo eseguite con una tecnica particolare, dopo un preriscaldo della corona a 350 °C, qualche tensione la producono. C’è poi il grande problema della dilatazione termica.
Un’ oscillazionedi soli 10 °C per esempio, su un diametro di 8 metri può far variare il diametro o indurre una ovalizzazione dell’ordine del millimetro. Infine, c’è l’influenza della diversa disposizione della corona in fase di lavorazione (ad asse verticale) e di impiego (normalmente ad asse orizzontale).
La precisione richiesta per ingranaggi di questo tipo, con diametri superiori a 3 metri, è normalmente una classe DIN 8 – 9.
Gli errori ammessi possono sembrare grandi, ed in valore assoluto infatti sono almeno 4 volte superiori ad un ingranaggio di tipo automobilistico, come si può vedere nella tabella 2 che raffronta le tolleranze su profilo e passo, ma qui tutto va rapportato alla dimensione del dente e all’ampiezza del diametro.
Ottenere queste tolleranze è già un ottimo risultato.
| Mod.2,5 – Diam.100 – Fascia 25 mm | Mod.25 – Diam.8000 – Fascia 500 mm | |||
| Classe 8 | Classe 9 | Classe 8 | Classe 9 | |
| Deviazione della forma del profilo | 16 | 22 | 63 | 80 |
| Deviazione angolare del profilo | 12 | 18 | 40 | 56 |
| Deviazione totale del profilo | 20 | 28 | 71 | 100 |
| Errore di passo | 18 | 25 | 71 | 100 |
Tabella 2 – Tolleranze secondo DIN 3962 (valori in micrometri)
In genere non si eseguono correzioni di profilo ed elica. L’allineamento dell’asse della corona con quello del pignone deve essere molto accurato, altrimenti il contatto avviene solo ad un’estremità della fascia dentata, ma con queste dimensioni e specialmente con questi pesi e con le forze che agiscono sul dente, si è sicuramente in presenza di situazioni di contatto non ideale. Ogni costruttore implementa delle soluzioni particolari per alleviare gli inconvenienti dovuti a contatti imperfetti.
Considerazioni sulle caratteristiche di lavoro in dentatura
Bisogna mettere in evidenza subito che dati gli altissimi costi di lavorazione di queste corone dentate bisogna essere assolutamente certi che non ci siano difetti strutturali all’interno della massa d’acciaio e tanto meno nelle zone di saldatura, che sono molto estese e profonde, in modo da non avere amare sorprese a lavorazioni avanzate o, peggio, durante l’utilizzazione.
A questo scopo, prima di iniziare qualsiasi lavorazione meccanica, si sottopone la corona ad un esame con ultrasuoni sia in senso assiale che radiale, per verificare l’assenza di irregolarità nella struttura, che ne potrebbero compromettere la resistenza,
Si pensi per esempio al danno provocato dal cedimento di uno o più denti durante l’impiego, causato da una soffiatura, da un’inclusione o altro. In questa circostanza la corona non può essere riparata e andrebbe sostituita.
Il cordone di saldatura viene controllato con un esame magnetoscopico (secondo la norma DIN 54130). Il controllo è eseguito effettuando la magnetizzazione con inondazione di corrente e procedimento ad umido controllando l’intero cordone di giunzione anello-costola al 100% su entrambi i lati prima e dopo la ricottura di distensione.
Salvo casi eccezionali, le coppie corona-pignone hanno una dentatura standard con un angolo di pressione di 20° e con un’altezza dente pari a h = 2,25 x m, cioè con addendum uguale al modulo e dedendum 1,25 x m. Il taglio dei denti di queste grosse ruote avviene in tre operazioni.
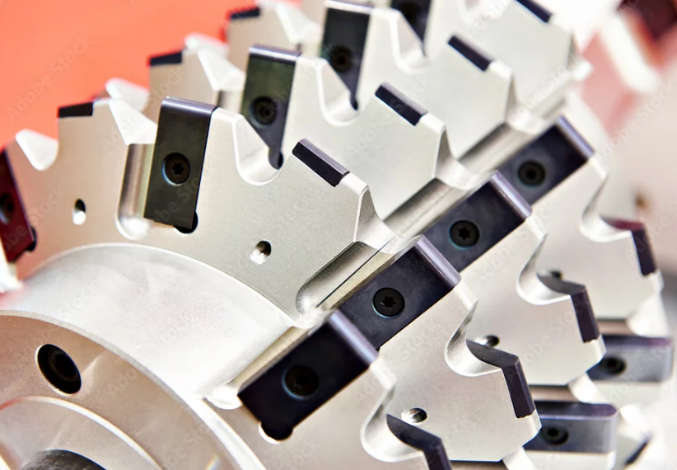
La sgrossatura si esegue generalmente con una fresa biconica ad inserti in metallo duro (carbide) ricoperti, bloccati meccanicamente, che ha un angolo sui fianchi di 20°.
Poiché l’altezza dei taglienti è superiore alla massima altezza del dente tra le ruote che si eseguono, questa fresa può tagliare tutte le ruote indipendentemente dal modulo, basta che l’angolo di pressione sia uguale.
Gli inserti possono essere sostituiti e talvolta anche riaffilati e questo rende questo sistema preferibile talvolta ad una sgrossatura con creatore.
La sgrossatura con frese di questo tipo non è priva di inconvenienti. Per esempio è un’operazione che si svolge a secco, con avanzamenti piuttosto alti e con un gran sviluppo di calore. Si generano a volte delle distorsioni non trascurabili sui pezzi così fresati.
In caso di rottura di uno o più inserti in metallo duro, i frammenti restano a volte intrappolati nel pezzo e devono essere ricercati e tolti altrimenti danneggerebbero in modo molto serio i creatori impiegati nelle operazioni successive.
Con il progressivo miglioramento delle tecniche di costruzione dei creatori ad inserti, si preferisce talvolta usare dei creatori di questo tipo sia per sgrossare che per finire.
Infatti con il creatore i tempi di dentatura sono inferiori perché si tratta di un taglio continuo e quindi non ci sono i tempi delle corse di ritorno della fresa ed i tempi di divisione.
In ogni caso bisogna sempre tener presente che lo spessore del truciolo non superi i limiti consigliati, che sono intorno ai 0,15 mm.
I creatori di queste dimensioni hanno costi rilevanti e, poiché non si eseguono dentature ripetitive, il magazzino utensili ha un valore non trascurabile.
La scelta di sgrossare con fresa o con creatore dipende comunque dalle specifiche realtà aziendali e dalla situazione contingente della produzione.
In ogni caso il soprametallo da lasciare per la successiva operazione di semi-finitura è di circa 2,5 – 3 mm per fianco, sufficiente per compensare le inevitabili approssimazioni di profilo che si ottengono con la fresa.
La semi-finitura delle grandi corone si esegue con il creatore, sulla stessa macchina dopo aver cambiato la testa operatrice se la sgrossatura è stata eseguita con fresa, in modo da non dover movimentare il pezzo.
Il cambio della testa operatrice richiede un tempo lungo, approssimativamente una giornata di lavoro.
Il creatore è di tipo standard, senza semitopping e, di norma, senza protuberanza che sarebbe del tutto inutile visto che l’ingranaggio raramente viene né rettificato né tanto meno sbarbato.
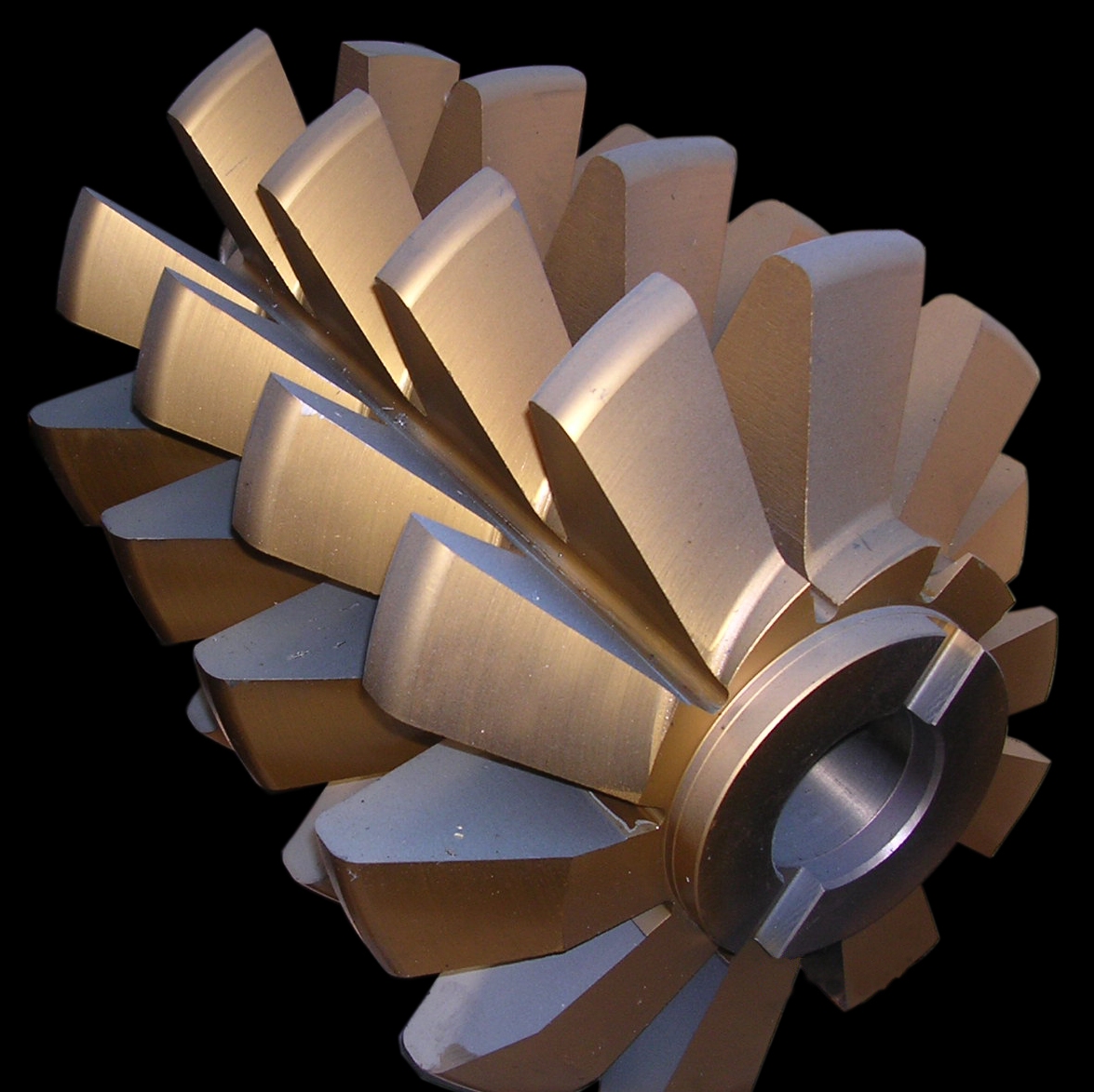
Per ragioni di costo, moduli così grandi (sopra i 20 mm) è molto comune l’uso di creatori ad un principio in acciaio del tipo ad alto contenuto di cobalto (es. M35) e ricoperto con TiN per limitare l’usura. Il creatore infatti è fortemente sollecitato perché il volume di materiale da asportare è molto grande, ma lavora ad una velocità di taglio relativamente bassa (intorno ai 70 -80 m/min).
L’avanzamento per giro resta nei limiti abbastanza prudenziali, cioè intorno ai 2 mm/giro pezzo; si preferisce non forzare troppo in quanto usure eccessive o rotture dei denti del creatore o profondi danni sul pezzo possono avere conseguenze economiche molto gravose. Si lascia un soprametallo di 0,6 – 0,8 mm per fianco per la successiva finitura.

In questa ottica, si preferisce inoltre affilare il creatore prima che l’usura diventi eccessiva anche se non si è finito il pezzo. Vale anche qui la regola che si adotta nel taglio di ingranaggi più piccoli, cioè quella di considerare un buon rendimento del creatore se si arriva a dentare 5 – 6 metri di dente del pezzo per ogni dente del creatore.
La finitura viene eseguita con il creatore che ha eseguito la semi-finitura il quale quindi lavora anche il fondo del vano. Si finisce con la rettifica solo le ruote che hanno diametri fino a 2 m. L’avanzamento è leggermente superiore a quello usato in finitura e, a motivo del ridotto soprametallo da asportare, si riesce a finire la ruota senza affilature intermedie del creatore (si parla qui di ruote con diametri superiori a 5 – 6 m). La superficie così ottenuta ha una rugosità accettabile, con Ra = 3 – 3,2 micrometri.




