





L’esecuzione delle dentature interne si avvale di tecniche molto diverse tra loro, a seconda dei volumi prodotti e dalle macchine disponibili.
La dentatura degli ingranaggi interni è un processo che in genere è più lento rispetto alla esecuzione degli ingranaggi esterni.
Bisogna in primo luogo distinguere le varie tipologie di dentature interne, perché alcune di esse sono veri e propri ingranaggi che ingranano con un altro ingranaggio per trasmettere il moto e altre dentature interne sono in pratica dei manicotti di giunzione.
Una prima classificazione delle dentature interne potrebbe la seguente:
- dentature di piccolo o grande diametro;
- dentature su fori passanti o non passanti;
- dentature destinate al rotolamento o per accoppiamento con alberi scanalati.
I sistemi di lavorazione più in uso in questo settore della meccanica sono:
- dentatura con coltello stozzatore;
- Power Skiving con utensili specifici;
- brocciatura;
- stozzatura con utensile monotagliente.
Dentatura con coltello stozzatore
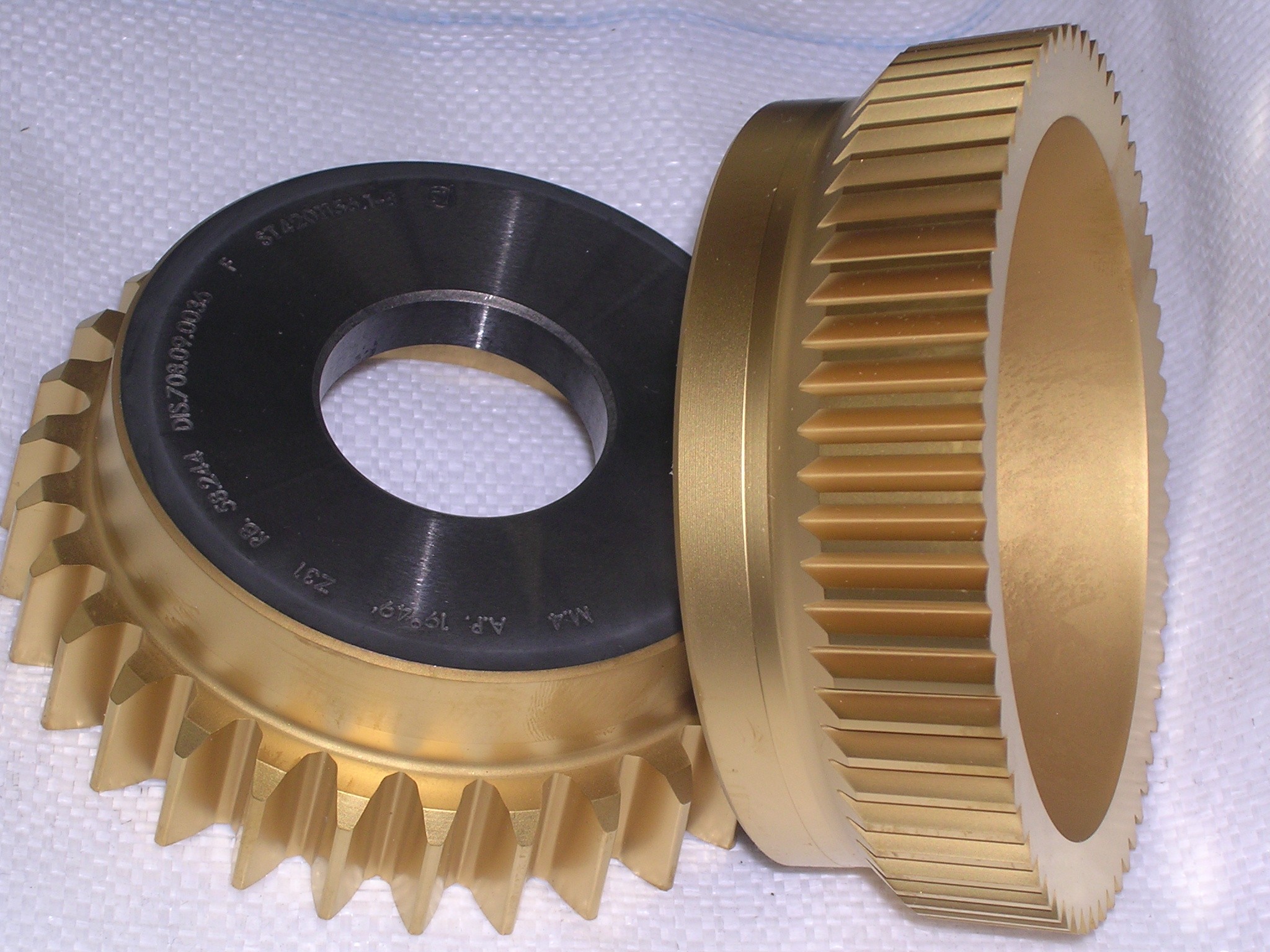
L’utensile utilizzato in questa operazione può assumere diverse forme in relazione al diametro della dentatura interna.
Infatti, per eseguire dentature di piccolo diametro si utilizzano coltelli a gambo e, a mano a mano che il diametro delle dentature diventa maggiore si passa a coltelli a campana e a coltelli a disco (figure 1 e 2).
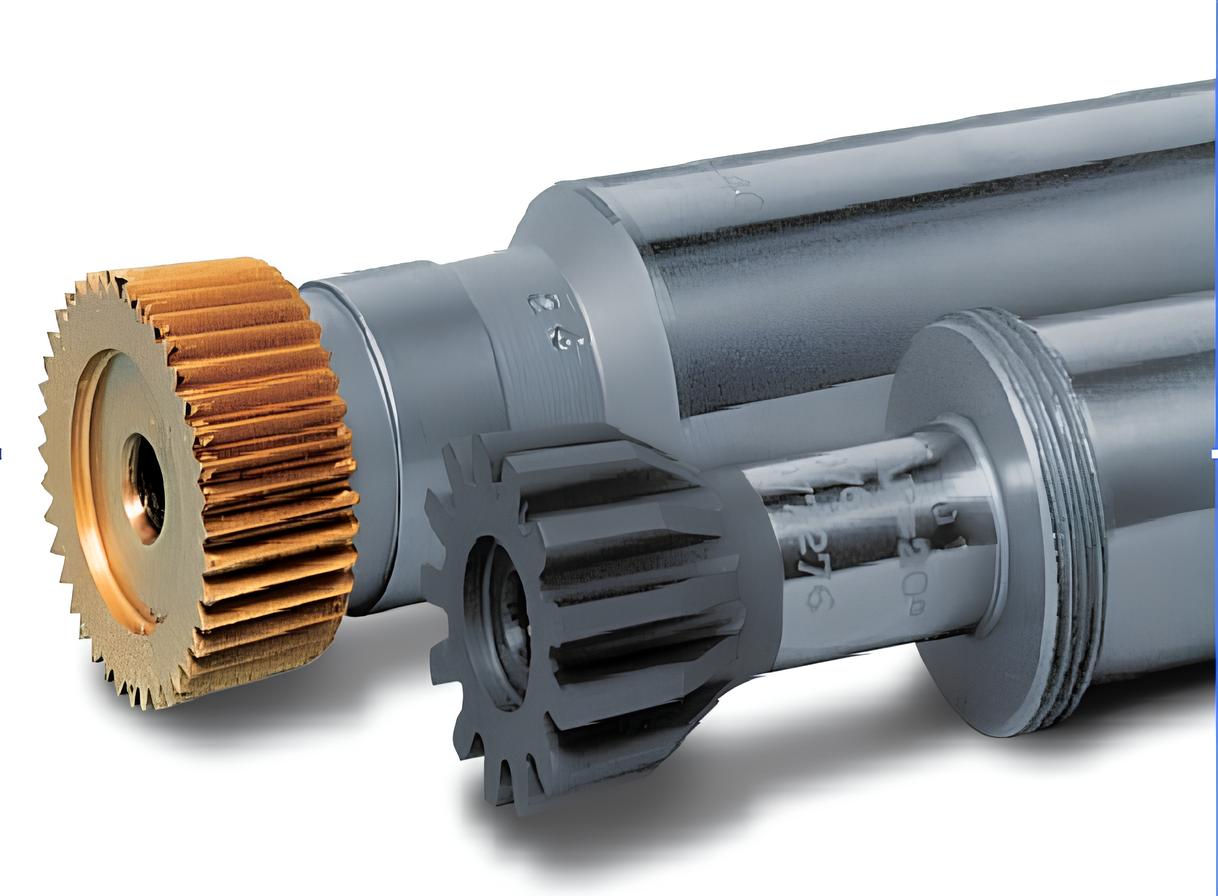
Questi coltelli sono generalmente a denti dritti e, specialmente per quelli che lavorano su diametri molto piccoli, è importante fare attenzione al problema dell’interferenza.
Infatti, se il diametro del coltello è troppo grande rispetto l’ingranaggio da dentare, l’ingranamento non avviene regolarmente.
Dentature interne con un diametro molto piccolo sono difficili da eseguire a causa delle flessioni del coltello che generano dei forti errori sulla dentatura. Bisogna in questo caso adottare avanzamenti molto piccoli e, se possibile, utilizzare coltelli integrali in metallo duro che sono molto più rigidi.
Un limite dei diametri minimi è in genere di 12 – 15 mm oltre questa soglia è necessario scegliere un altro sistema di lavorazione.
Le operazioni con i coltelli stozzatori hanno tempi più lunghi rispetto ad altri sistemi di dentatura e quindi sono applicate:
- quando non è possibile utilizzare altri sistemi;
- quando la quantità dei pezzi da produrre non giustifica l’acquisto di utensili più costosi;
- dove non si hanno macchine e attrezzature specifiche per operazioni più veloci.
Il vincolo più comune è quello del foro non passante perché in questo caso non è possibile utilizzare la brocciatura che è un’operazione molto più veloce e, quasi sempre, più precisa.
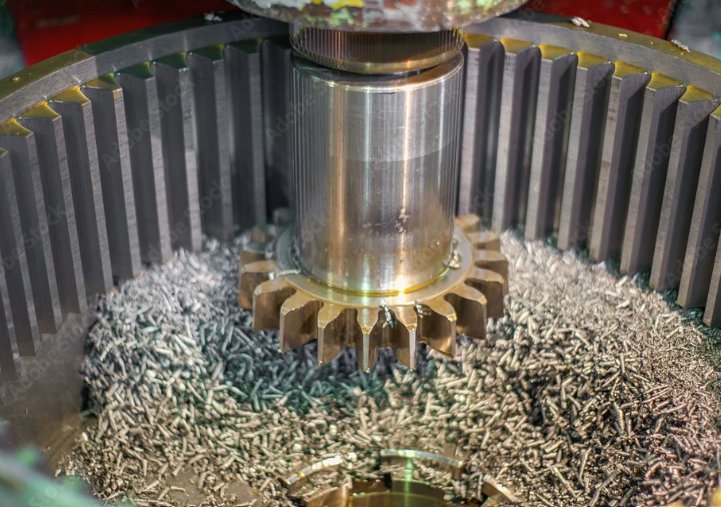
Lo stesso discorso vale per quelle dentature interne che non possono essere dentate per inviluppo come, per esempio, quelle che sono destinate ad accoppiarsi ad alberi scanalati con denti a fianchi paralleli. Infine, anche per la dentatura di grandi corone dentate in cui la brocciatura richiederebbe un investimento enorme (figura 3).
I coltelli a disco e a campana sono spesso anche con denti elicoidali e naturalmente devono essere usati su dentatrici che oggi sono dotate di guida elicoidale gestita dal CN.
Da pochi anni una nuova tecnica di dentatura ha però permesso di superare queste limitazioni riducendo drasticamente i tempi ciclo: si tratta del Power Skiving.
Dentatura con Power Skiving
Il Power Skiving è un processo di asportazione truciolo ad alta velocità che permette di realizzare ingranaggi sia esterni che interni.
Il Power Skiving adotta un taglio rotativo continuo anziché un taglio alternativo, rendendo la produzione fino a 5-10 volte più veloce. La lavorazione avviene con un utensile molto simile ad un coltello stozzatore, ma il cinematismo è sostanzialmente diverso.
Infatti mentre nella stozzatura la velocità di taglio corrisponde alla velocità della corsa assiale del coltello e la rotazione della coppia è molto lenta, nel processo Power Skiving la velocità di rotazione dell’ingranaggio e del coltello è molto veloce e la velocità di taglio effettiva è generata dall’incrocio degli assi, che non sono più paralleli ma divergono di un angolo Σ.
L’avanzamento assiale è relativamente lento e viene misurato in mm (o frazione di mm) per giro del pezzo. In pratica la generazione della velocità di taglio con l’incrocio degli assi e analoga a quella che si attua nel processo di rasatura. La differenza è che nella rasatura l’angolo di incrocio è intorno a 10° – 12° mentre nel Power Skiving può andare da circa 15° a circa 45°. Per utilizzare questa tecnica di taglio è necessario disporre di un centro di lavoro a 5 assi gestiti da un controllo numerico.
Le caratteristiche principali di questa lavorazione sono:
- sincronizzazione: il pezzo e l’utensile devono ruotare in perfetto sincronismo, come se fossero due ingranaggi che ingranano tra loro.
- l’Angolo d’incrocio: l’efficacia del taglio dipende dall’angolo Σ tra gli assi. Un valore tipico è tra 15°e 25°
- velocità di taglio (Vc): viene generata dalla componente della velocità di rotazione dovuta proprio all’angolo d’incrocio (figura 4).
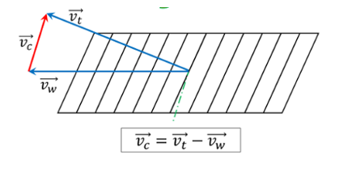
Indicando con Vw la velocità periferica dell’ingranaggio e con Vt la velocità periferica del coltello, si deve osservare in primo luogo che il valore di questi due parametri sono uguali, varia solo la direzione dei vettori che li rappresenta.
La velocità effettiva di taglio è rappresentata dal vettore Vc che risulta essere la differenza vettoriale tra i due vettori precedenti.
Nel caso di dentatura di ingranaggi a denti dritti si ha:
Vc = Vt ・sin Σ
mentre nel caso di dentatura di ingranaggi elicoidali si ha:
V2c =V2t +V2w – 2 ・Vt ・Vw ・cos Σ
L’operazione di Power Skiving si è diffusa rapidamente anche perché può essere applicata anche per le dentature esterne entrando in competizione con la dentatura con creatore.
Poiché con questa operazione si lavora con velocità di taglio abbastanza elevate si usano anche coltelli con taglienti in metallo duro e, in alcuni casi con placchette staffate meccanicamente (figura 5).

Impiego della brocciatura
La broccia è un utensile complesso e costoso e quindi si impiega o quando è il solo metodo utilizzabile oppure quando si lavorano grandi serie. Infatti, in questo ultimo caso, il costo dell’utensile viene largamente compensato dalla velocità del ciclo di lavorazione.
Esistono due grandi limiti all’utilizzo delle brocce. Il primo è che le dentature devono essere su un foro passante, mentre il secondo è costituito dal diametro della dentatura interna.
È evidente che maggiore è il diametro della broccia maggiore è il suo costo e dopo un certo limite i costi sono troppo elevati, ma non solo, anche le brocciatrici e le affilatrici assumono dimensioni rilevanti che richiedono investimenti notevoli.
È ben vero che alcuni costruttori possono fornire brocce anche di oltre 400 mm di diametro e 3 – 4 metri di lunghezza, ma queste applicazioni sono assolutamente eccezionali. Dentature su fori inferiori a 12 – 15 mm invece sono eseguite normalmente con la brocciatura, così come anche le dentature destinate all’accoppiamento con alberi scanalati (figura 6).

Per la lavorazione delle grandi corone dentate molte operazioni che prima si eseguivano con la brocciatura oggi vengono fatte con Il Power Skiving che, pur essendo più lente, hanno il vantaggio di richiedere utensili poco costosi e con una manutenzione semplice.
Sono molti i settori in cui vengono usate le corone con dentatura interna, basti pensare ai riduttori epicicloidali utilizzati nei cambi automatici delle autovetture, e specialmente nelle vetture elettriche la cui produzione negli ultimi anni è cresciuta in maniera esponenziale.
In altri ambiti si usano corone di maggiori dimensioni, come per esempio nelle pale eoliche, nei mezzi pesanti e movimento terra, nel settore aerospaziale e difesa, nell’industria siderurgica e mineraria. Per la dentatura di grandi corone, per esempio di diametro da 3 a 10 metri, si usano macchine speciali con possono ospitare teste operatrici di vario tipo. Per l’esecuzione della dentatura si possono usare coltelli stozzatori o frese a profilo costante che lavorano un dente alla volta.
Dentatura con utensile a punta singola
Oltre ai sistemi classici descritti più sopra si è imposto da non moltissimo tempo un semplice utensile che risolve una serie di problemi inerenti alla esecuzione di dentature interne. Per la produzione di pochi pezzi, destinati a ricambi o a prototipi, è antieconomico usare coltelli stozzatori o brocce il cui costo è elevato, senza contare il tempo per il loro acquisto.
Inoltre, in molte officine mancano le stozzatrici e le brocciatrici o, se sono disponibili, sono completamente saturate per altre lavorazioni. Ecco che allora viene molto utile il mandrino rappresentato in figura 7.
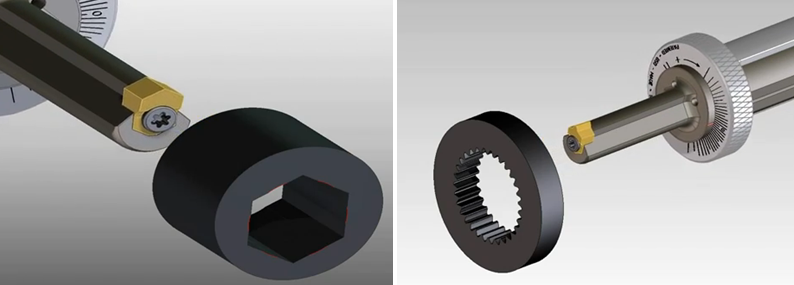
Si tratta di un porta-inserto su cui è staffata una piastrina in acciaio o in lega dura con il profilo corrispondente alla dentatura da eseguire.
Questo porta inserto è montato su una apposita attrezzatura che a sua volta è applicata su un tornio a Controllo Numerico. Si tratta di una operazione di stozzatura di un dente alla volta che fornisce un prodotto con buone precisioni e con costi estremamente limitati.
Nella tabella 1 sono messe a confronto le caratteristiche principali di vari metodi di esecuzione di dentature interne
| Caratteristica | Power Skiving | Brocciatura) | Stozzatura | Porta-inserto |
| Velocità | Elevata | Elevatissima | Bassa | Molto bassa |
| Dentature Interne | Sì | Si | Sì | Sì |
| Dentature Esterne | Si | No | Si | Si |
| Con fori non passanti | Si | No | Si | Si |
| Costo Utensile | Medio | Elevato | Basso | Molto basso |
Tabella 1 – Caratteristiche dei vari metodi di esecuzione di dentature interne
Le tecniche descritte fino qui non sono le uniche per eseguire dentature interne, infatti esistono altri sistemi che sono usati in prevalenza per produzioni di nicchia o in settori particolari. Per esempio, si può citare l’elettroerosione che è un metodo che richiede più tempo ma che a volte fornisce un prodotto più preciso, tanto è vero che con questo sistema si dentano i calibri ad anello passa-non passa.
Molte dentature interne vengono finite con un’operazione di rettifica, che in certi casi viene utilizzata per ricavare dal pieno le dentature, specie se si tratta di piccoli moduli o di produzione di un numero limitato di pezzi. Un altro metodo molto utilizzato è l’imbutitura che è un’operazione per deformazione plastica senza asportazione di truciolo. È usato in prevalenza su pezzi di spessore limitato ed caratterizzato da un ciclo molto breve, ma con una scarsa precisione.




