





Diciamoci la verità, ancora oggi gli operatori in piegatura eseguono molte operazioni “a sentimento”, ignorando le tolleranze dimensionali. Ma come si concilia questa attitudine con un mercato che impone lavorazioni sempre più precise e ripetibili?
Dobbiamo prenderne atto: il nostro è un settore spesso piuttosto “rustico”. Per lo meno per una buona e significativa parte di esso. Moltissime realtà, anche strutturate, hanno un passato agricolo che si manifesta più o meno velatamente in alcuni atteggiamenti che si rivelano ben distanti da quanto si addice a un contesto tecnologico.
Nei famosi (e ormai andati) tempi d’oro, quando una carpenteria poteva vantare margini vicini a quelli del settore del lusso, le barriere all’ingresso – culturali e di conoscenza – erano piuttosto basse. La gran parte delle lavorazioni erano tutto sommato semplici anche a causa dei limiti fisiologici delle macchine, gli spessori per la maggiore erano sottili e le precisioni richieste abbastanza “di manica larga”.
Ed ecco che, per calcolare uno sviluppo basta “togliere due volte lo spessore e buona notte”, tanto poi l’operatore cala le pieghe dove serve e tutto torna.
Per fare un parallelo, il fresatore ha bisogno già di qualche nozione in più per non rischiare di fare danni seri alle attrezzature e a sé stesso. Ovviamente il discorso è assolutamente generale e le eccellenze non sono mancate.
Tuttavia, è innegabile che un solco nel terreno lo si può fare anche dieci centimetri più in là, un pezzo piegato se si vuole lavorare in un certo modo… necessita di più attenzione.
Ciò non significa che lavorare in agricoltura sia semplice o meno nobile, è soltanto una differente, filosofia che è necessaria, specie di questi tempi.
Un po’ come un muratore non può ragionare come un orafo e viceversa, pur rimanendo nel campo della fattibilità.
Quanto conosco il linguaggio del disegno tecnico?
Partiamo a monte del problema: spesso gli operatori non sono formati a sufficienza e nemmeno il personale dell’ufficio tecnico per quanto concerne le regole di base.
A causa della “fretta cronica”, oppure per colpa di una crescita impetuosa che ha trasformato molte oneste botteghe di fabbri in vere e proprie industrie senza accrescere di pari passo le necessarie competenze, capita che i lavoratori (ma non solo loro) siano capacissimi di padroneggiare gli strumenti tecnologici a loro disposizione senza tuttavia il bagaglio culturale di fondo.
È così che ci si trova inconsapevolmente a “fare per un’intera carriera la marmellata senza sapere cos’è la frutta”.
Focalizzandosi sugli operatori alle presse, è pur vero che basta conoscere le regole di base del disegno tecnico come le proiezioni ortogonali, i sistemi di quotatura e, tutt’al più, le sezioni, ma c’è un elemento imprescindibile che troppo spesso viene del tutto ignorato: le tolleranze dimensionali.
Quanto devo essere preciso?
Quasi sempre i disegni tecnici dei clienti, parlando delle realtà terziste, riportano una dicitura che riporta il grado di precisione richiesto per un determinato articolo.
A onor del vero, quasi tutti comprendono il significato delle tolleranze espresse direttamente sulle misure delle quotature.
Il problema è che non significa di conseguenza che tutte le altre dimensioni possono essere fatte “a sentimento” o quasi, anzi!
Quasi mai chi di lavoro piega la lamiera considera le tolleranze tabellari: quelle specificate sul cartiglio per tutte le dimensioni ove non vengano specificate.
Alcuni clienti sono soliti riportare le tabelle unificate o personalizzate direttamente in tavola, altri, invece, rimandano alla consultazione della normativa con relativa “designazione”, ossia il grado di precisione. In figura 1 è possibile visualizzare un esempio di cartiglio.

Ma che significa?
Semplicemente che, in generale, si richiede di rimanere entro certi limiti ben specificati nell’esecuzione del particolare in questione. La tabella delle tolleranze, sebbene sia uno strumento basilare in ambito progettuale, è pressoché sconosciuto dalla quasi totalità degli operatori o, per lo meno, non considerato. Il consiglio è quello di stampare la tabella in questione (figura 2) e renderla facilmente consultabile da tutti in produzione, ma non solo!
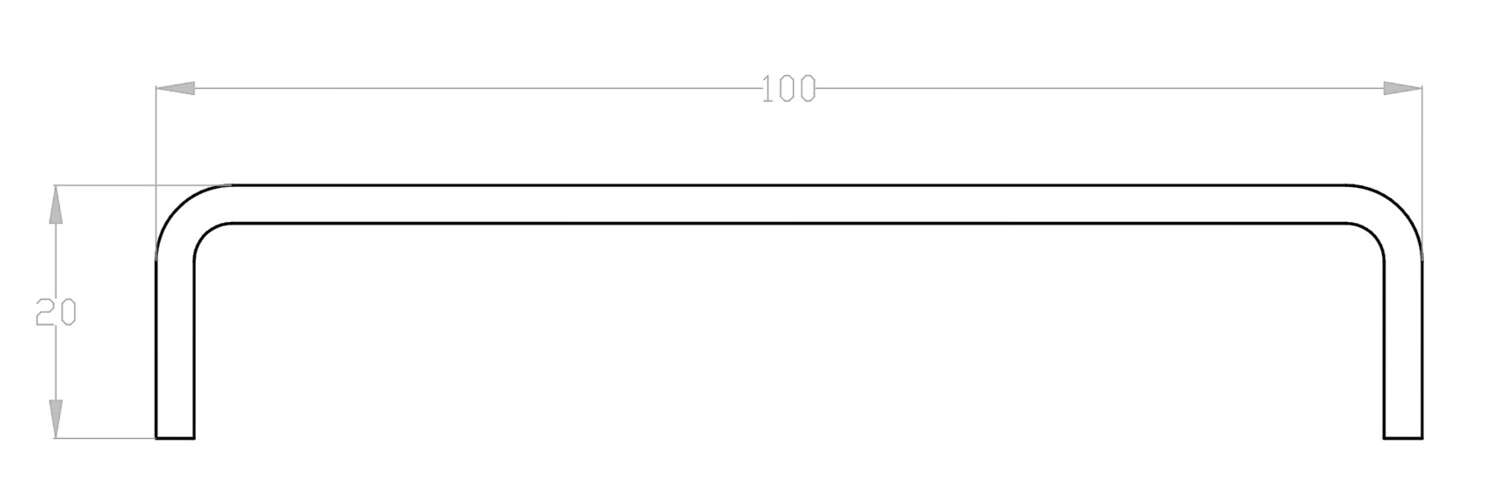
Esempio pratico: supponiamo di avere un pezzo con due pieghe “a C”, dove la misura centrale sia 100 mm e le ali da 20 mm.
Il grado di precisione da tabella unificata è “medio”.
Tradizionalmente la vecchia scuola indica di mantenere il 100 centrale preciso e le due ali simili tra loro ma calanti quanto basta per rimanere precisi nel mezzo (figura 3).
Questa libertà di esecuzione si scontra con le esigenze specificate dal cliente che richiede invece la quota da 100 mm con uno scostamento di +/- 0,3 mm e le due da 20 mm di +/- 0,2 mm.

Le tolleranze dimensionali: un’arma a doppio effetto
Finché va tutto bene i problemi non ci sono.
Ma immaginiamo che un cliente storico cresca, si strutturi e inserisca un controllo qualità in ingresso: la situazione per il terzista poco accorto si fa davvero pericolosa.
Supponiamo poi che l’addetto a tale controllo sia un giovane ingegnere che nulla sa dell’impiego finale dei prodotti ma che conosca a menadito le regole di base.
È così che, ad esempio, un componente di una macchina agricola che è sempre andato bene risulti non conforme dal giorno alla notte. Il problema ulteriore è che il giudizio è inappellabile in quanto le specifiche sono ben visibili e dichiarate, di fatto: la legge non ammette ignoranza!
Hai voglia a dire “ma è sempre stato fatto così e nessuno ci ha mai detto niente” o peggio “ma sappiamo dove va il pezzo e non serve nessuna precisione!”
Il disegno tecnico non ammette personalizzazioni, c’è poco da fare. Ecco perché è necessario il passaggio a un livello superiore della conoscenza e della consapevolezza degli operatori, a patto che poi a monte vi sia la capacità di fornirgli le possibilità di rispettare le tolleranze!
Sì, perché molto spesso già in ufficio tecnico sotto questo aspetto si “naviga a vista”. Eppure, rispettare e rendere possibile rispettare le tolleranze in produzione è una cosa importantissima e non necessariamente vessatoria.
Quando un articolo è rispondente a quanto scritto diventiamo automaticamente inattaccabili anche dai clienti che richiedono precisioni assurde e del tutto sottointese. Nel mondo di oggi il livello di discussione deve essere paritetico e di livello superiore.
Sì, perché spesso anche i clienti dei terzisti dimostrano palesemente la propria ignoranza sul processo di piegatura chiedendo di rispettare l’impossibile sulla precisione dimensionale e la leggerezza nel richiedere designazioni proprie delle lavorazioni per asportazione. I cartigli delle tavole sono spesso standardizzati e valgono per tutti gli articoli indipendentemente da quale sia la tecnologia impiegata per ottenerli.
In conclusione, semplificando: gli operatori devono diventare più progettisti e i progettisti… più operatori!
Emiliano Corrieri




2 risposte
Sono pienamente daccordo su tutto questo scritto. Io che provengo dalle tolleranze in millesimi, applicate su pezzi meccanici lavorati in officina di importanza considerevole (per es. assili ferroviari, dove una “alitata” faceva scappare i millesimi), ritengo l’argomento di fondamentale importanza e di conseguenza, il precisare che non è ammessa l’ignoranza, questo è richiamare all’ordine l’operatore. Per conoscenza, per rimarcare l’importanza dell’articolo, preciso che ho fatto tutto il percorso della tornitura, leggera e pesante, la fresatura universale, la rettifica universale, l’attrezzeria di manutenzione, la manutenzione nei reparti (meccanica, gas, oli e pressioni). Ma vengo al perchè ho letto questo articolo. Stavo cercando come quotare una vasca particolare nelle sue forme, che serve a me, e che dovrei dare il mandato ad una officina. Il disegno e la quotatura e in questo caso, anche la saldatura, anche se affini al disegno meccanico, per me porta difficoltà. Oltre ai libri sui vari temi, sbirciando in internet, sto mettendo a fuoco tutto questo e a portare avanti il disegno citato, sperando di non sfigurare.
Gentile Sig. Corrieri, mi chiamo Giuseppe Lian e la disturbo per avere una sua risposta ad un mio “semplice”, per lei, quesito. La “figura 3” di questa pagina mostra una lamiera piegata a 90° a destra e a sinistra. Per un test che devo fare vorrei solo sapere da lei se quei raggi esterni delle 2 pieghe a 90° della lamiera raffigurata, possono essere gli stessi nella realtà in una lamiera piegata di ferro (acciaio non inox) da 2 mm e 3 mm o se invece cambiano. Grazie. In attesa di una sua risposta e ringraziandola anticipatamente porgo cordiali saluti, Giuseppe Lian