




In diverse applicazioni, gli ingranaggi in plastica ad alte prestazioni stanno sostituendo sempre più gli ingranaggi metallici. Questo studio fornisce una panoramica completa dei modelli impiegati per valutare le modalità di cedimento termiche, a fatica e ad usura degli ingranaggi in plastica, evidenziandone le carenze e proponendo possibili miglioramenti ai modelli stessi.
Prima parte(*)
Gli ingranaggi in plastica ad alte prestazioni stanno sostituendo sempre più gli ingranaggi metallici in diverse applicazioni grazie ai numerosi vantaggi che presentano. I principali sono il peso inferiore, la non necessità di lubrificazione, una produzione più economica, un comportamento significativamente migliore a NVH e una resistenza migliore a sostanze chimiche/corrosione.
La maggior parte degli ingranaggi in plastica è prodotta tramite stampaggio ad iniezione, tecnica che consente una grande flessibilità progettuale, ad esempio unendo diversi elementi meccanici in un unico pezzo stampato, mentre sono possibili anche modifiche alla geometria degli ingranaggi tra cui raggiature al piede o forme di profilo modificate [1].
Gli ingranaggi in plastica vengono utilizzati dagli anni ’60, quando inizialmente venivano impiegati per applicazioni di trasmissione a movimento semplice. Nel corso degli anni, con lo sviluppo di nuovi materiali plastici migliorati, la tecnologia iniziò a diffondersi per la trasmissione della potenza. Fino a pochi anni fa, gli azionamenti in plastica venivano impiegati per applicazioni con potenza entro 1 kW. Oggigiorno non è raro assistere ad un loro impiego in trasmissioni a ingranaggi capaci di trasmettere potenze superiori ai 10 kW.
Oltre alle esigenze sempre maggiori dei clienti, anche il comportamento NVH degli ingranaggi in polimero sta giocando un ruolo importante nella loro diffusione. Uno dei primi studi sulle prestazioni acustiche degli ingranaggi in polimero fu condotto da Hoskins et al. [2].
Nello studio i ricercatori hanno esaminato l’influenza di materiali diversi utilizzati per la produzione di ingranaggi polimerici e le diverse circostanze operative sullo spettro delle frequenze sonore. Parametri come la consistenza della superficie, l’usura e la temperatura, derivanti dall’interazione tra le superfici dei denti, sono stati riconosciuti come fattori che influenzano l’intensità dell’energia sonora.
Trobentar et al. [3] hanno confrontato il comportamento acustico degli ingranaggi in polimero aventi diversi profili del fianco. Il profilo a “S” presentava un addendum convesso e un dedendum concavo, che portava ad un contatto progressivo.
Gli autori hanno riscontrato come gli ingranaggi a “S” emettessero un rumore inferiore rispetto alle controparti con profilo ad evolvente. Tale evidenza può essere attribuita alle condizioni di contatto più favorevoli. Polanec et al. [4] hanno studiato il rumore di ingranaggi polimerici (POM) rivestiti. Sono stati studiati tre rivestimenti PVD, cioè alluminio, cromo e nitrito di cromo.
Lo studio ha evidenziato come gli ingranaggi in polimero non rivestiti mostrassero un livello di pressione sonora più basso e, quindi, non si è potuto confermare alcun impatto positivo del rivestimento sulla riduzione del rumore. Inoltre, durante i testi, è stato osservato un distaccamento del rivestimento, causando un aumento dell’attrito e un aumento del livello di pressione sonora.
Un’adozione più ampia degli ingranaggi polimerici potrebbe essere facilitata dall’adozione di metodologie di progettazione standardizzate e accessibilità alle informazioni rilevanti sui materiali. Attualmente, manca una norma globale che formalizzi i calcoli, i principi di progettazione e le raccomandazioni specifiche per gli ingranaggi in polimero.
Esistono alcuni standard nazionali su questo argomento, ad esempio BS 6168:1987 [5], così come lo standard giapponese JIS B 1759:2013 [6].
Quest’ultimo si basa sulla normativa ISO 6336:2006 [7] con alcune adattamenti (dettagliati nello studio di Moriwaki et al. [8]). Inoltre, esistono linee guida di diverse associazioni di ingegneri. VDI 2376:2014[9], successore della VDI 2545 [10, p. 25], pubblicato nel 2014, rappresenta il quadro più completo e comunemente utilizzato per la progettazione di ingranaggi in polimero.
Comprende tecniche di valutazione per le modalità di cedimento più ricorrenti degli ingranaggi in plastica. Sono inclusi anche dati fondamentali per sostanze come POM e PA 66. AGMA [11], [12] ha inoltre emesso linee guida progettuali, anche se queste si concentrano esclusivamente sui materiali e sulle configurazioni degli ingranaggi, trascurando i modelli di progettazione.
Tavčar et al. [13] hanno introdotto un’ottimizzazione olistica del design per ingranaggi polimerici che comprendeva tutte le possibili modalità di cedimento. Sono stati inoltre fatti sforzi per integrare algoritmi di apprendimento automatico per la progettazione degli ingranaggi [14], [15], che si sono dimostrati utili per una valutazione di ingranaggi non standard.
Tuttavia, è necessario un ampio database di istanze esistenti per addestrare adeguatamente tali modelli.
Rispetto agli ingranaggi in acciaio, quelli in polimero presentano anche alcuni svantaggi. I più importanti sono una capacità portante inferiore, una conduttività termica inferiore, una minore stabilità termica e una precisione produttiva inferiore. Sebbene la capacità portante sia la proprietà più importante, sono stati condotti diversi studi relativi al suo miglioramento, sia con un design speciale degli ingranaggi [1], [16], [17], sia attraverso un miglioramento de materiali [18], [19], [20].
Si ipotizza che si possa applicare anche un contributo significativo alla capacità portante aumentando la precisione degli ingranaggi stampati. Sebbene siano disponibili studi che discutono gli effetti dei parametri di elaborazione [21] e la progettazione degli utensili sulla qualità geometrica degli ingranaggi stampati ad iniezione, manca ancora uno studio sistematico che affronti questi aspetti dal punto di vista della risposta meccanica e termica degli ingranaggi polimerici.
Attualmente sul mercato è disponibile un’ampia selezione di materiali plastici diversi. Una limitazione importante, tuttavia, è l’enorme divario nei dati specifici sui materiali per attrezzature su questi materiali, un problema che persiste da decenni.
A fare un primo passo verso una soluzione è la linea guida tedesca VDI 2736, che propone metodi di classificazione progettuale [9] insieme alle procedure di prova [22] da seguire per generare dati affidabili necessari nel processo di valutazione. Questo articolo approfondisce lo stato dell’arte attuale nel test degli ingranaggi in plastica, offrendo una panoramica completa dei metodi di test impiegati, integrata da casi di studio.
Progettazione degli ingranaggi in plastica
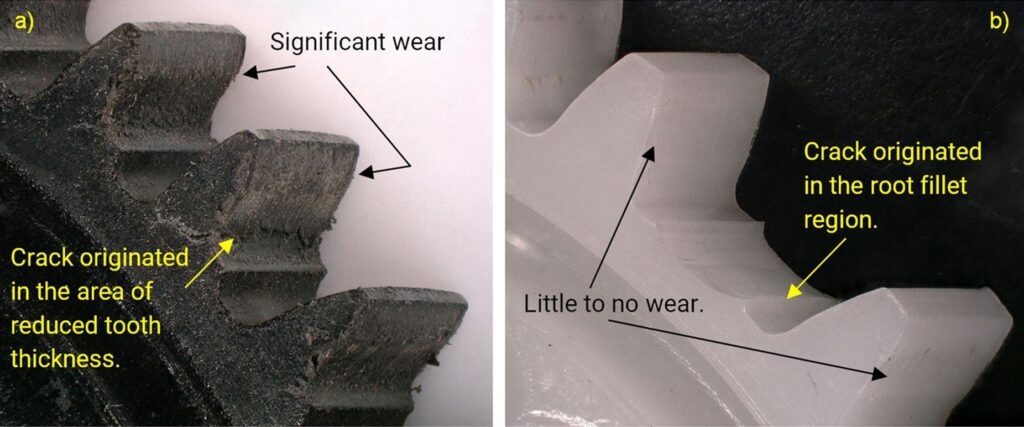
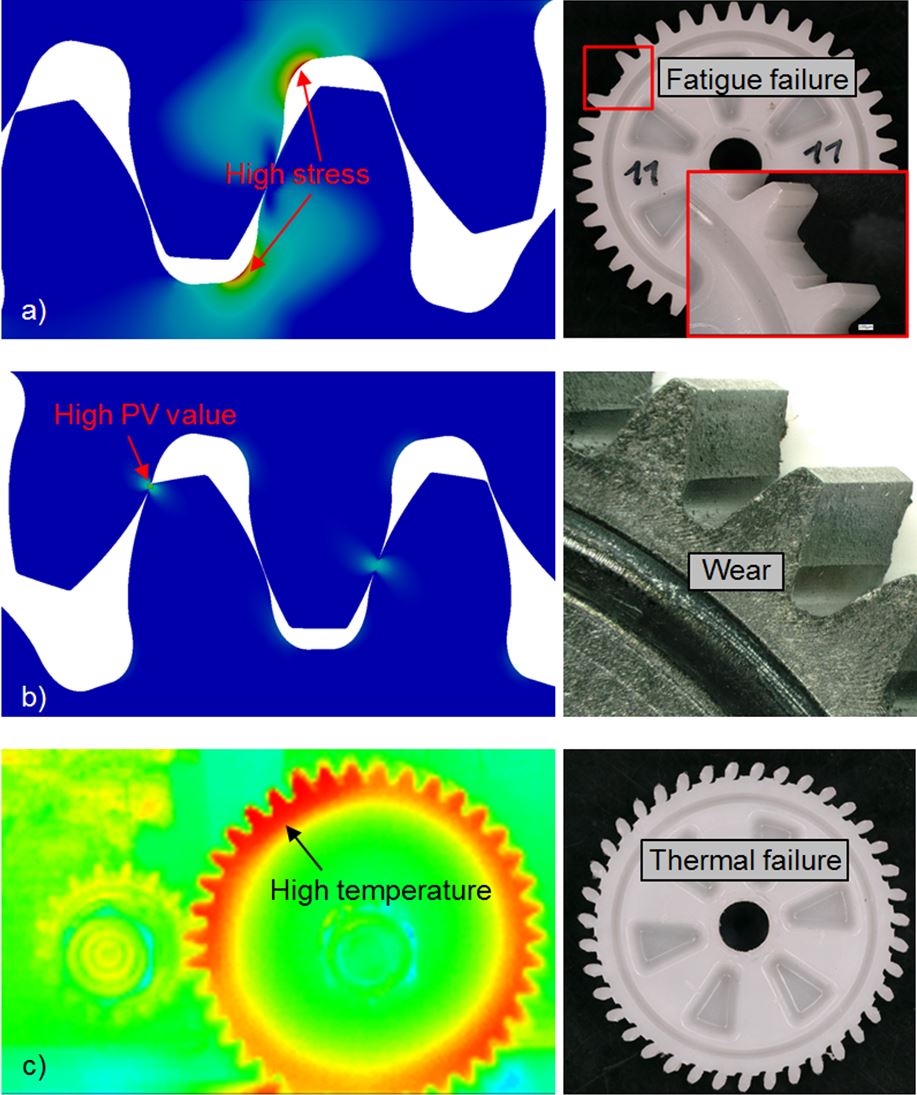
Per garantire un funzionamento affidabile del riduttore, ogni ingranaggio deve essere progettato in modo appropriato così da evitare cedimenti entro la durata prevista per le condizioni di funzionamento richieste. Gli ingranaggi in plastica possono guastarsi a causa di diverse modalità di cedimento, tra cui cedimento fatica, usura o deformazione plastica, quest’ultima di solito indotta termicamente. Esempi delle possibili modalità di cedimento sono mostrati nella figura 1.
La modalità di cedimento per fatica può causare frattura del piede (figura 1a) o quella del fianco. La modalità di cedimento a fatica più comune è quella per rottura del piede, mentre la frattura del fianco è spesso correlata a caratteristiche di contatto sfavorevoli della coppia di ingranaggi. In alcuni casi si osservano anche problemi di corrosione.
L’usura, mostrata nella figura 1b, è un’altra modalità comune di cedimento degli ingranaggi in plastica. Il grado di usura dell’ingranaggio dipende da una varietà di fattori, ad esempio temperatura di esercizio, lubrificazione, carico, materiale dell’ingranaggio di accoppiamento, ecc…
Un’usura marcata del profilo laterale, che lo devia dalla forma ad evolvente, porta ad un elevato errore di trasmissione e a prestazioni NVH insufficienti. Con il progredire significativo dell’usura, si verifica anche la rottura dei denti, con cricche che propagano dal profilo del dente consumato. L’entità accettabile dell’usura varia a seconda del caso d’uso specifico.
Nelle applicazioni che richiedono alta precisione (come robotica e sensori), l’ usura consentita è minima, mentre in applicazioni con requisiti di precisione inferiori (come elettrodomestici, utensili elettrici e trasmissioni per e-bike), è accettabile un grado relativamente consistente di usura, che comporta una riduzione dello spessore del dente nell’intervallo del 20-30% del modulo di ingranaggi.
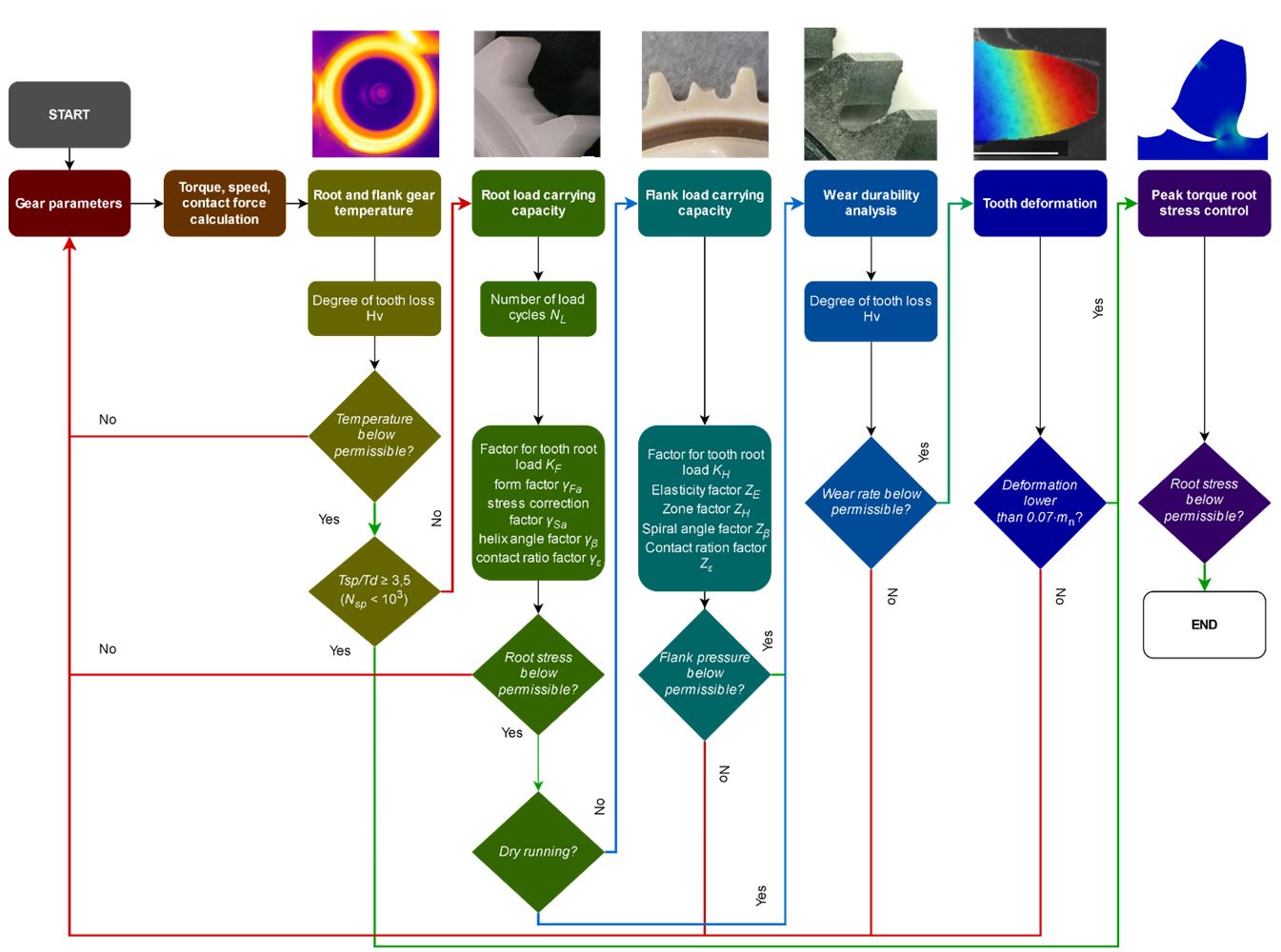
Attualmente non esiste ancora uno standard internazionale per la progettazione meccanica degli ingranaggi in plastica che fornisca tutti gli strumenti e le procedure di valutazione necessari per effettuare il controllo del progetto vs. tutte le possibili modalità di cedimento. La direttiva più aggiornata e completa è la linea guida tedesca VDI 2736: Parte 2 [9], in cui sono proposte procedure di valutazione progettuale per ogni modalità di cedimento.
Un diagramma di flusso che rappresenta l’intero processo di controllo della modalità di cedimento è mostrato nella figura 2. Sebbene le procedure proposte siano semplicemente attuabili, i problemi sorgono poiché ogni modello di controllo richiede alcuni dati specifici per ogni materiale per ingranaggi, dati che spesso non sono disponibili. Per ovviare a questo problema, la direttiva VDI 2736:Parte 4 [22] fornisce procedure di test su come generare i dati materiali richiesti, qui sotto elencati.
Passo 1. Calcolare la temperatura operativa per la coppia di ingranaggi in fase di progettazione
Per garantire un funzionamento affidabile di un ingranaggio in plastica, la sua temperatura di funzionamento deve essere inferiore alla temperatura consentita per un carico continuo. In questo passaggio è necessario avere a disposizione un coefficiente di attrito per la coppia di materiali selezionata per poter calcolare il calore generato dall’attrito.
Passo 2. Controllo della resistenza radicale
Lo sforzo effettivo al piede dente deve essere inferiore al limite di fatica del materiale per il numero desiderato di cicli di carico (1 rotazione di ingranaggio corrisponde a 1 ciclo di carico su ciascun dente). Per completare questo passaggio è necessaria conoscenza della resistenza alla fatica.
Passo 3. Controllo della forza di fiancheggiamento contro il pitting
Questo passaggio viene solitamente eseguito solo per coppie di ingranaggi in plastica lubrificate. Anche per ingranaggi in plastica lubrificati ad olio o a secco, la fatica al piede dente o l’usura sono le modalità di cedimento più frequenti.
Passo 4. Controllo dell’usura
Deve essere eseguito per ingranaggi in plastica operanti a secco. Si consiglia di eseguire questo passaggio di controllo anche per ingranaggi in plastica lubrificati con grasso qualora il materiale plastico sia rinforzato con fibre. Le particelle di plastica che si distaccano per usura tendono a mescolarsi con il grasso, formando un mezzo abrasivo.
Per eseguire questo passaggio è necessario conoscere un fattore di usura per la coppia di materiale scelta.
Passo 5. Controllo della deviazione dei denti
Si deve evitare una deviazione eccessiva del profilo dei finachi in modo da evitare l’inceppamento dei denti e un ingranamento irregolare. In questa fase è necessario conoscere il modulo elastico così da poter calcolare la deflessione del dente.
Passo 6. Controllo del carico statico
In alcune applicazioni gli ingranaggi sono caricati con un carico statico elevato, ad esempio quanto servono per mantenere il sistema fermo. In tal caso, gli ingranaggi devono essere valutati anche rispetto a tale carico statico ed è necessaria la conoscenza della resistenza alla trazione del materiale.
Non è necessario eseguire sempre tutte le fasi di valutazione. Dalla procedura sopra presentata, si consiglia però di non trascurare mai i Passi 1, 2 e 4 (gli altri dipendono dal caso).
Temperatura di funzionamento dell’ingranaggi
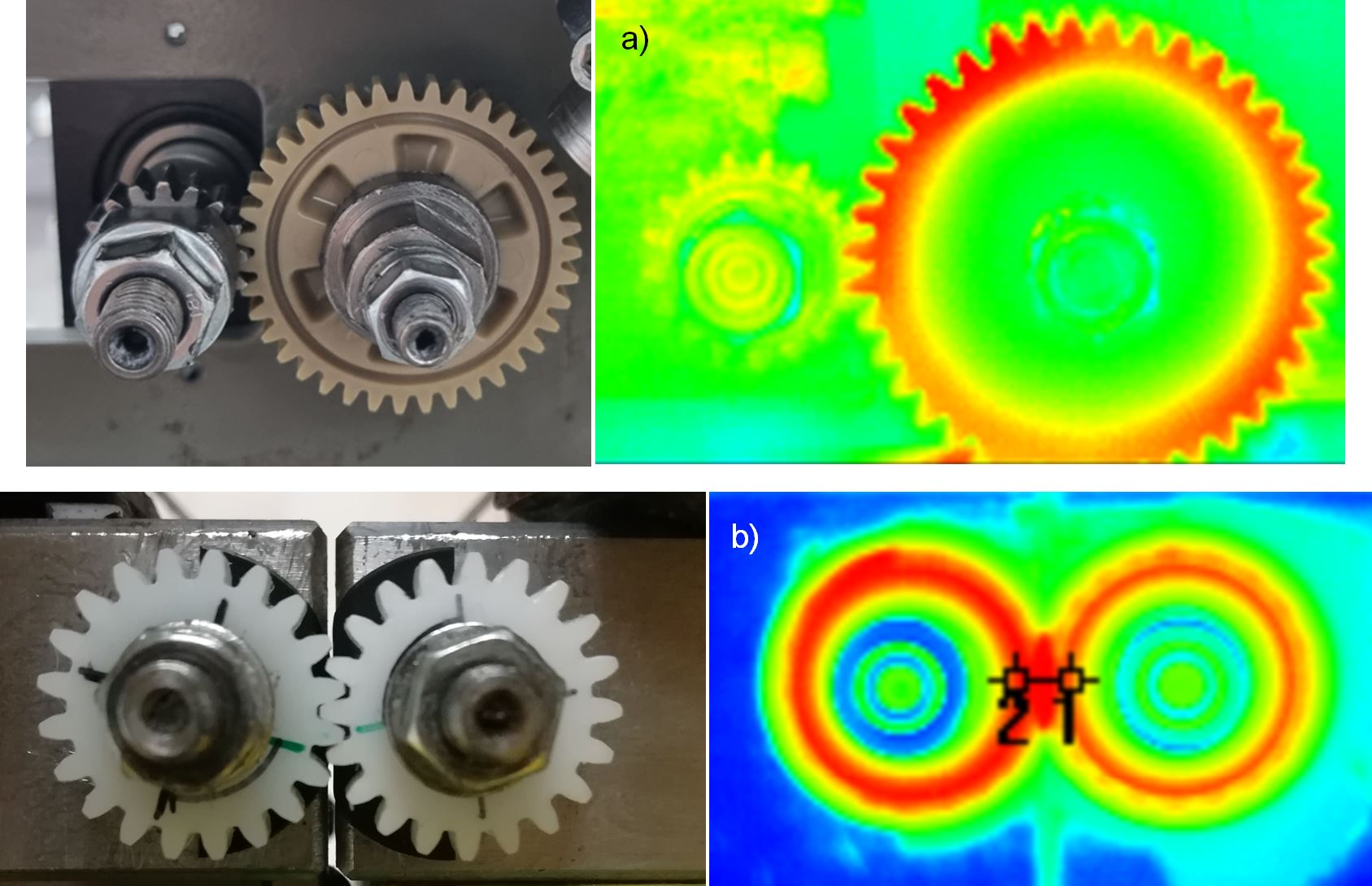
Durante il funzionamento gli ingranaggi si riscaldano. Una misura della temperatura effettuata da una fotocamera termografica è mostrata, a titolo di esempio, in figura 3. L’attrito tra i denti in presa e gli effetti isteretici sono le principali cause dell’aumento di temperatura negli ingranaggi in plastica.
La velocità di generazione del calore e l’aumento di temperatura risultante dipendono da diversi fattori, ad esempio coppia, velocità di rotazione, coefficiente di attrito, lubrificazione, conducibilità termica, convezione, geometria degli ingranaggi, ecc.
Per garantire un funzionamento affidabile di un ingranaggio in plastica, la sua temperatura operativa deve essere inferiore alla temperatura consentita del materiale (per un esercizio continuo).
Il primo punto da analizzare, per ingranaggi in plastica, è la temperatura di funzionamento per garantire che non si verifichi un sovraccarico termico (figura 1c).
La direttiva VDI 2736 impiega qui un modello Hachmann-Strickle leggermente modificato [23], originariamente presentato negli anni ’60. Il modello Hachmann-Strickle fu successivamente integrato da Erhard e Weiss [24].
La direttiva va oltre e propone un modello per calcolare la temperatura sia al piede del dente:

sia sul fianco:

Evidentemente, le equazioni sono quasi le stesse, poiché si differenziano solo in un fattore kθ. Nell’equazione proposta il fattore più importante è il coefficiente di attrito, che dipende da diversi parametri, ad esempio la combinazione dei materiali, la temperatura, il carico, la lubrificazione, lo scorrimento specifico, la velocità, ecc..
Il modello VDI è analitico e facile da usare, ma l’accuratezza dei risultati è limitata. Diversi studi scientifici (e.g. Fernandes [25], Casanova [26], Černe [27]) hanno studiato questo tema ed ognuno ha proposto procedure di calcolo della temperatura diverse.
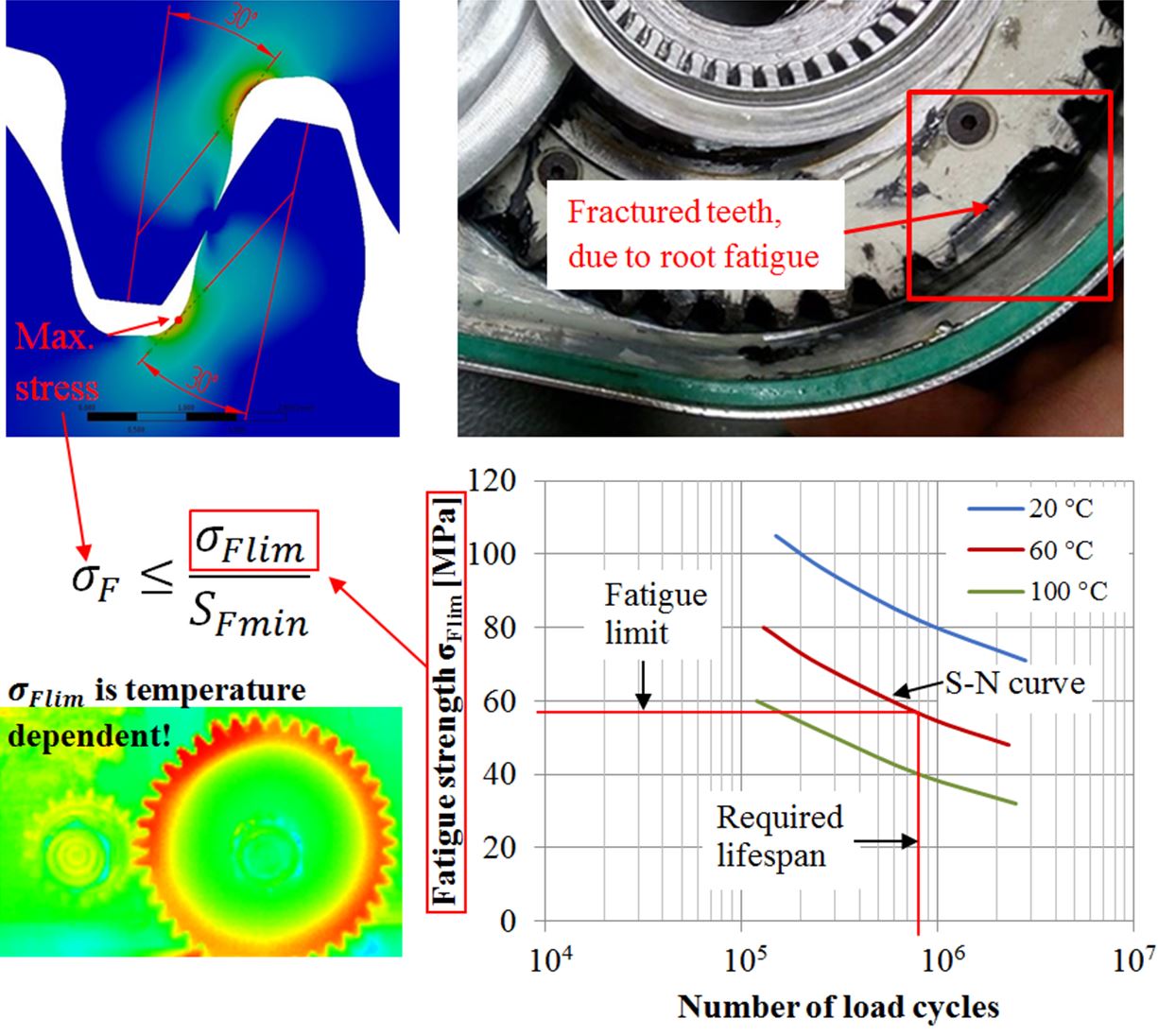
Controllo delle tensioni al piede
Per evitare la rottura del piede – che è un cedimento catastrofico – lo sforzo σF deve risultare inferiore al limite di resistenza a fatica del materiale σFlim per la durata operativa richiesta (figura 4). Per tenere conto degli effetti approssimati, di solito viene incluso un fattore di sicurezza SF:

Per calcolare la tensione al piede, la direttiva VDI 2736 propone la stessa equazione fornita dalla normativa DIN 3990 (Metodo C) [28], uno standard applicabile agli ingranaggi in acciaio:

La linea guida semplifica ulteriormente l’equazione assumendo che, per ingranaggi in plastica, se la condizione b/m ≦ 12 è soddisfatta, il fattore di carico al piede possa essere definito come:
KF = KA ・KV ・KFβ ・KFα 〜=1 …1.25
Sebbene l’Eq. 4 sia semplice da usare e familiare a qualsiasi ingegnere che abbia un minimo di dimestichezza con gli ingranaggi, non tiene conto dell’aumento del rapporto di contatto indotto dal carico, sovrastimando così i valori reali delle tensioni al piede.
Un calcolo più accurato della sollecitazione può essere ottenuto utilizzando modi numerici (i.e. tramite una simulazione FEM). I metodi basati sul FEM sono tuttavia molto onerosi dal punto di vista computazionale e, di conseguenza, costosi.
Assumendo che in un modo o nell’altro venga calcolata la sollecitazione al piede, questa deve essere poi confrontata con un limite di fatica σFlim che è una proprietà del materiale e che deve essere caratterizzata da test su ingranaggi.
Per i materiali plastici il valore di σFlim dipende dalla temperatura, quindi sono necessarie diverse curve S-N generate a diverse temperature degli ingranaggi (figura 4).
Controllo della pressione sul fianco
Cedimenti per fatica del fianco sono stati osservati negli ingranaggi in plastica principalmente in applicazioni lubrificate a olio. Supponendo che la temperatura di esercizio non superi la temperatura limite per un funzionamento continuo, in condizioni di funzionamento a secco gli ingranaggi in plastica di solito cedono per fatica del piede o usura.
Pertanto, per le condizioni di esercizio a secco, questa verifica può di solito essere trascurata, poiché si prevede che l’usura dei fianchi sia molto più grave rispetto alla fatica da contatto. Per evitare il cedimento per fatica da contatto nel caso di ingranaggi lubrificati, la pressione sul fianco σH deve essere inferiore al limite di resistenza alla fatica da contatto del materiale σHlim per la durata operativa richiesta.
Per tenere conto degli effetti inaspettati, anche in questo caso viene incluso un coefficiente di sicurezza aggiuntivo SH:

Per calcolare la pressione di contatto, la direttiva VDI 2736 propone nuovamente la stessa equazione fornita dallo standard DIN 3990:

Se la condizione b/m ≦ 12 è soddisfatta, la stessa semplificazione del calcolo delle tensioni al piede si applica anche al fattore di carico laterale:
KH = KA ・KV ・KHβ ・KHα 〜=1 …1.25
Una volta calcolata la pressione sul fianco per l’ingranaggio in esame, questa deve essere confrontata con un limite di fatica σHlim che è una proprietà del materiale e deve essere caratterizzata mediante test specifici su un banco di prova dedicato.
Per i materiali plastici, ancora una volta, il valore di σHlim dipende dalla temperatura, quindi sono necessarie diverse‑curve S N generate a temperature di ingranaggi diverse.
Controllo dell’usura
Negli ingranaggi in plastica l’usura è una modalità di cedimento comune durante la prova a secco e anche in alcune applicazioni lubrificate con grasso. Può portare a un cedimento catastrofico in cui i denti si consumano al punto da rompersi istantaneamente sotto carico o in cui le cricche da fatica si originano e propagano a partire dalla sezione usurata (figura 5a).
L’usura degli ingranaggi di plastica, nelle fasi finali, porta a cedimenti a fatica (supponendo che gli ingranaggi non vengano stati sostituiti prima). La posizione di nucleazione della cricca spesso differisce da quella prevista (i.e. rottura da fatica al piede), (figura 5b).
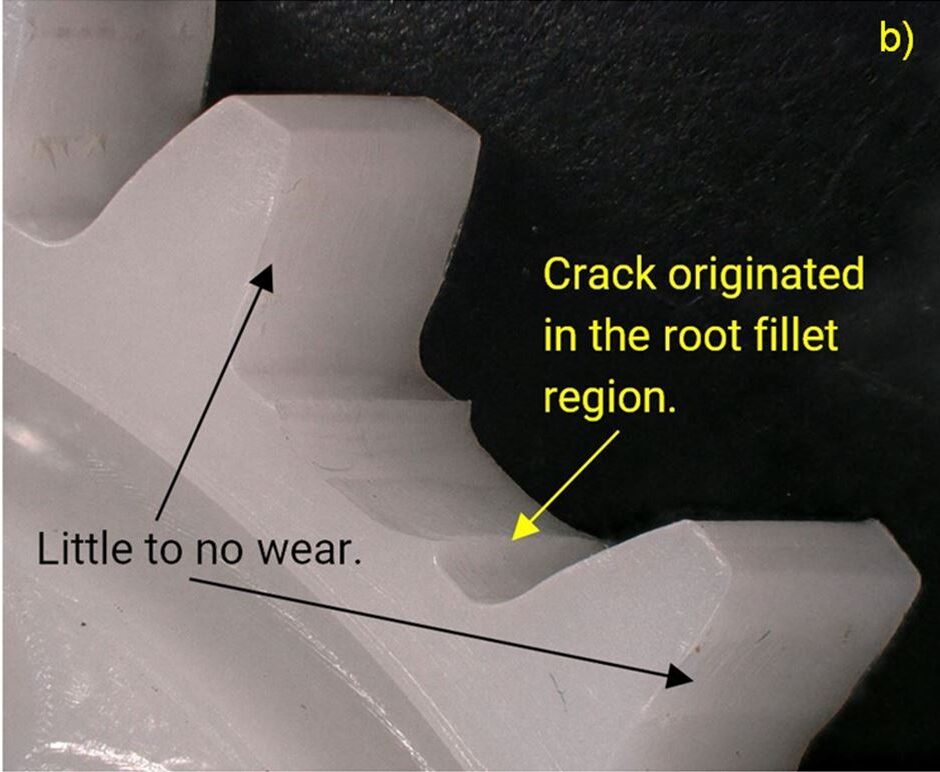
A causa dello spessore ridotto del dente, infatti, la concentrazione di sforzo e, di conseguenza la posizione di innesco della cricca, si trovano spesso più in alto rispetto al raccordo e all’interno dell’area di dedendum, nella regione dove inizia il fianco attivo del dente. In diverse applicazioni gli ingranaggi potrebbero non essere ancora a cedimento, ma non soddisfare più i requisiti progettali se consumati oltre un certo livello.
La seguente equazione:
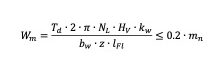
è proposta nella VDI 2736 per il controllo dell’usura. L’unico parametro dipendente dal materiale è il fattore kw che considera le proprietà della coppia di materiali in presa. È importante notare come il comportamento ad usura degli ingranaggi in plastica dipenda da entrambi i materiali dell’accoppiamento.
Metodologia di progettazione “snella”
Le procedure di valutazione progettuale presentate sopra forniscono strumenti preziosi che permettono di valutare gli ingranaggi vs. tutte le possibili modalità di cedimento. Tali metodi di valutazione sono ovviamente possibili se e solo se sono disponibili tutti i dati relativi ai materiali, condizione che di solito non persiste.
Quando si progetta una nuova trasmissione ad ingranaggi, utilizzando ruote in plastica, spesso ci si trova a dover rispondere a diverse domande:
- Quali materiali usare?
- Esercizio a secco o lubrificazione (quale lubrificante usare)?
- Si sta ottenendo il massimo rendimento dall’attuale design degli ingranaggi in plastica?
- Gli ingranaggi sopravviveranno alla durata richiesta senza diminuire le prestazioni o cedere?
- Le caratteristiche e l’efficienza saranno quelle richieste?
- Il comportamento NVH del disco sarà soddisfacente?
Queste domande possono essere affrontate con successo utilizzando la metodologia di progettazione “snella” presentata nel seguito. Un modello agile per la progettazione di riduttori con ingranaggi in plastica, come mostrato nella figura 6, è stato formulato sulla base di oltre un decennio di esperienza pratica.
La metodologia di progettazione proposta prevede diverse fasi di prova, che portano a un numero ridotto di test e forniscono dati affidabili sui materiali per le procedure di valutazione degli ingranaggi per varie applicazioni.
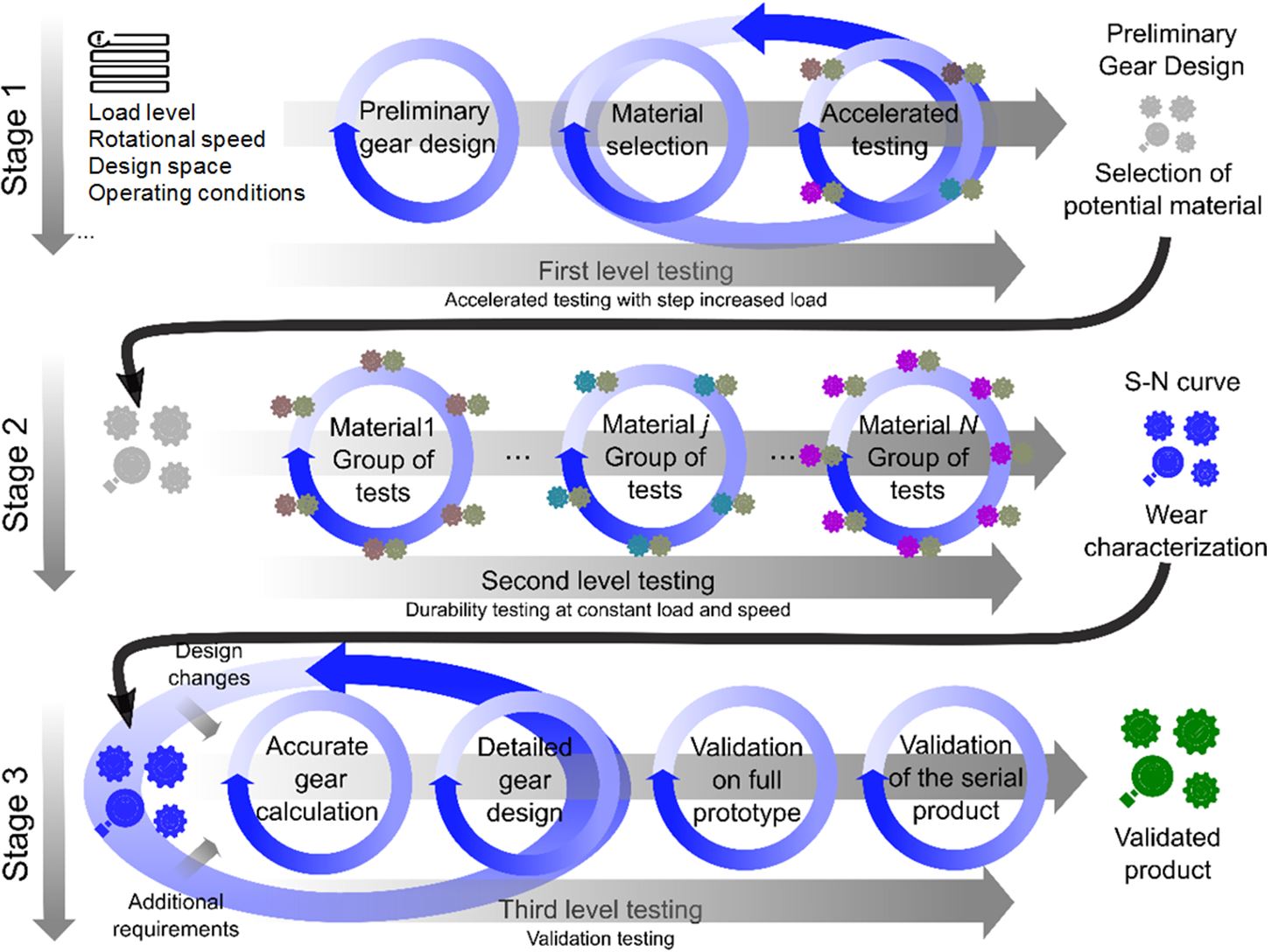
La procedura consiste in diversi passaggi:
1. Progettazione preliminare degli ingranaggi, basata sui dati di input (selezione dei materiali, calcoli semplici per gli ingranaggi). Se del materiale della coppia di ingranaggi selezionati son già note le proprietà, la procedura può essere proseguita con la Fase 3.
2. Per lo screening iniziale dei materiali possono essere impiegati test accelerati (a step) (figura 7). Questi permettono di valutare un ampio insieme di materiali diversi (o coppie di materiali) in modo piuttosto rapido ed economico.
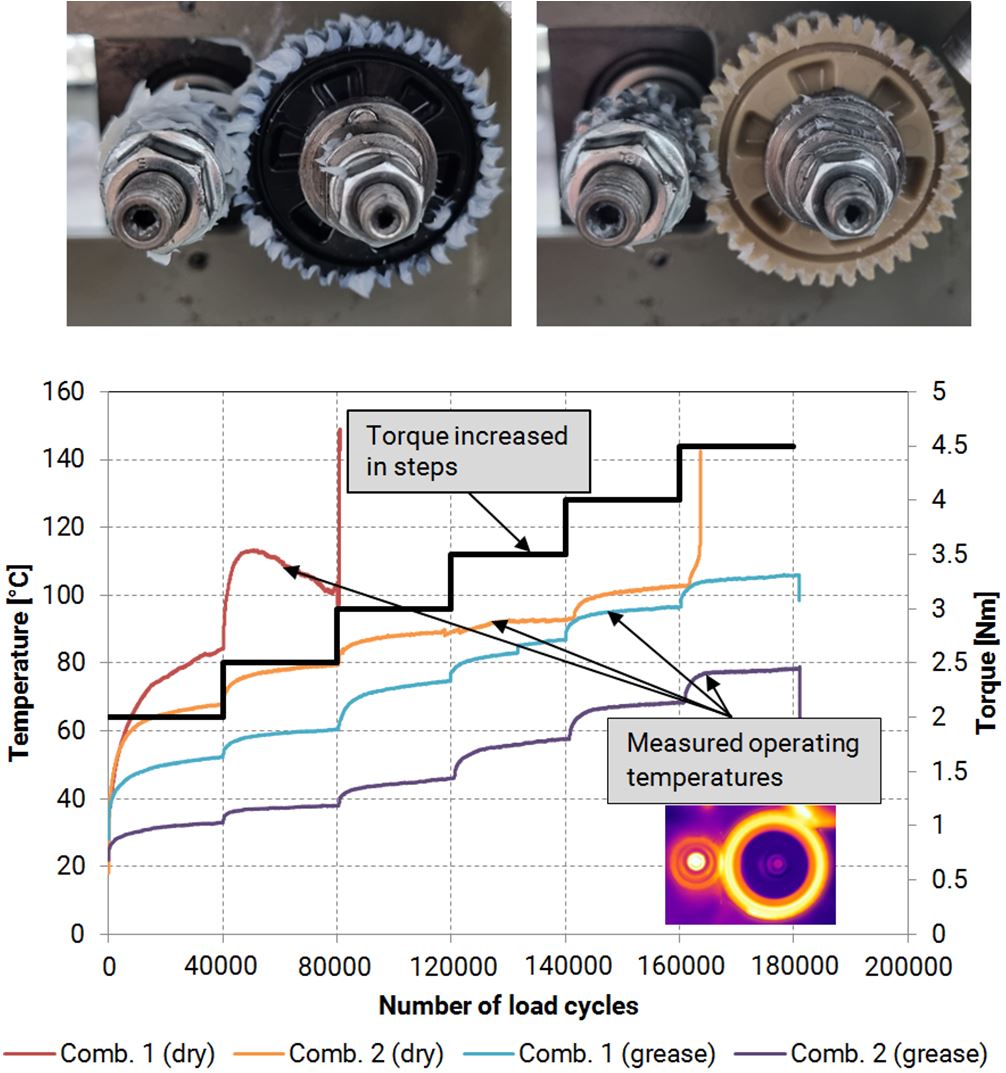
Tali test devono essere condotti in condizioni operative controllate in modo preciso. Di solito la coppia aumenta a step fino a raggiungere il cedimento, mantenendo costante la velocità di rotazione. Quando si tratta di plastiche, la temperatura di funzionamento è un parametro di grande importanza.
Nei test a livelli, ci sono due possibilità, a seconda del focus della ricerca.
- Se l’obiettivo è confrontare la resistenza a fatica del materiale, è meglio controllare la temperatura dell’ingranaggio in plastica.
- Se l’obiettivo è studiare il comportamento tribologico, è più conveniente lasciare che la coppia di ingranaggi evolva la propria temperatura di funzionamento (ndr: raggiunga il proprio equilibrio). In questo modo si possono identificare combinazioni di materiali che mostrino un attrito inferiore. Utilizzando lo stesso approccio si possono valutare anche lubrificanti diversi e selezionare quello migliore per l’applicazione specifica.
3. Quando vengono identificati i materiali con le migliori prestazioni, questi vanno testati per generare curve S-N e caratterizzare i fattori di usura. Una volta disponibili, questi dati permettono un design affidabile e ottimizzato degli ingranaggi, con il miglior utilizzo possibile dei materiali.
4. Proprietà ben definite del materiale (Fase 2) consentono un calcolo affidabile degli ingranaggi. Questo riduce il numero di prototipi necessari.
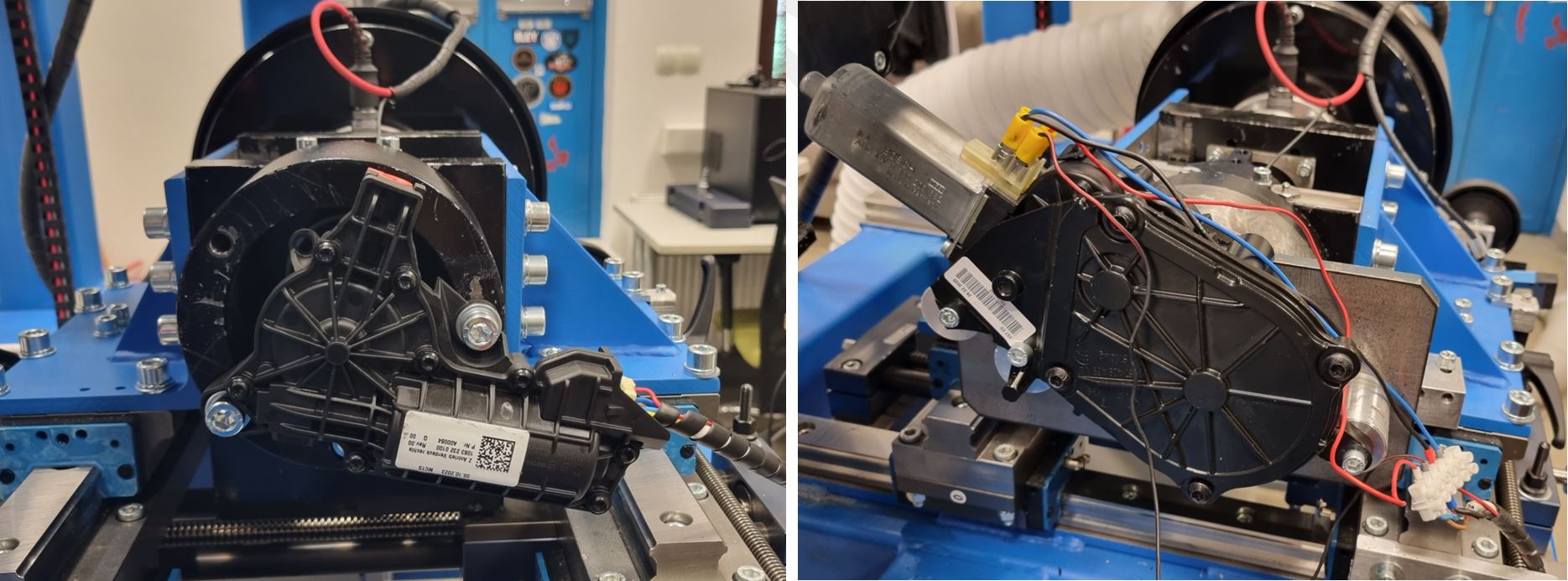
5. Test degli ingranaggi nell’applicazione finale – validazione del prodotto, come mostrato nella figura 8.
La produzione di utensili per lo stampaggio ad iniezione è costosa e richiede molto tempo. È importante eseguire tutti i passaggi precedenti correttamente e produrre gli strumenti una sola volta.
(*) Nella seconda parte dell’articolo, pubblicata all’interno della rivista Organi di Trasmissione, fascicolo n. 6 – Giugno, vengono presentati i metodi sperimentali che possono essere impiegati per caratterizzare i materiali per ingranaggi, necessari durante le procedure di valutazione delle singole modalità di cedimento (N.d.R.).




